


以下是我們上傳的激光切割機【光纖激光切割機6000w】打造行業(yè)品質(zhì)視頻,視頻介紹比圖文介紹更直觀一些,您可以點擊觀看。
以下是:激光切割機【光纖激光切割機6000w】打造行業(yè)品質(zhì)的圖文介紹
品質(zhì)")
品質(zhì)")
華宇誠數(shù)控科技有限公司恪守以人為本、尊重知識、尊重個性的管理理念;倡導(dǎo)創(chuàng)新精神和團隊合作精神;實施科技為本、發(fā)展實業(yè)的經(jīng)營戰(zhàn)略;堅持誠實信用、互利互惠的經(jīng)營原則;樹立企業(yè)在 陜西西安大功率激光切割機競爭中生存,在競爭中發(fā)展的市場意識。
品質(zhì)")
品質(zhì)")
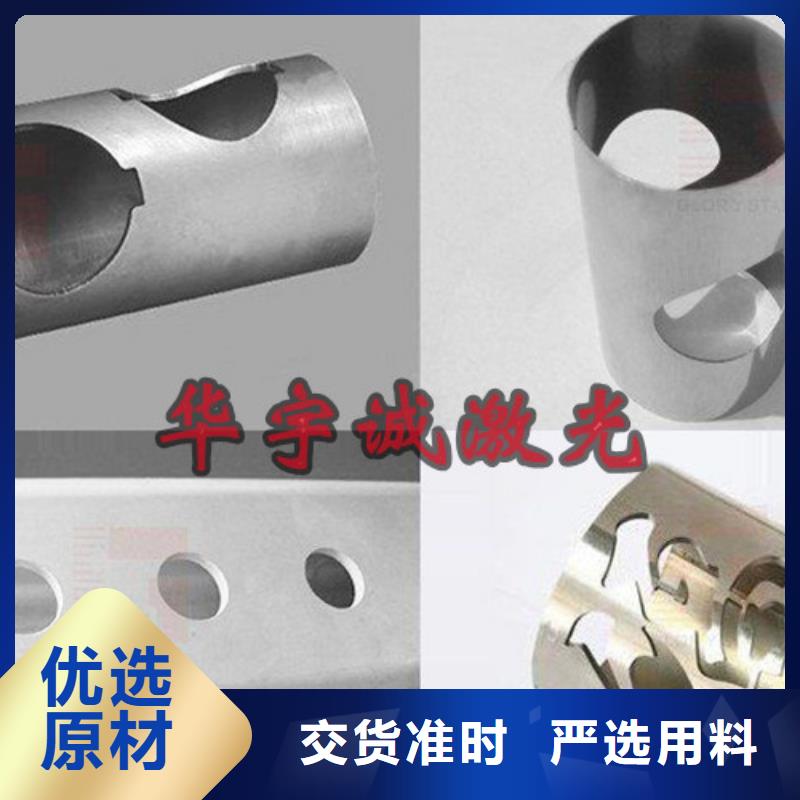
激光切割機在鈑金加工行業(yè)已經(jīng)是如魚得水了,它的切割優(yōu)勢為板金加工企業(yè)解決了很多麻煩;不過都說人無完人,機器也一樣,沒有完美的機器,鈑金激光切割機在使用過程中也會因為很多原因影響切割效果,隨機誤差就是一個不小的問題,激光切割機的隨機誤差,只能通過在線檢測和控制來,下面小編就來為大家介紹這些誤差的產(chǎn)生原因,快來一起看看吧。鈑金激光切割機隨機誤差產(chǎn)生的原因鈑金激光切割機隨機誤差產(chǎn)生的原因1.工件幾何誤差激光切割的對象為板材或覆蓋件型零件,由于各種原因的影響,加工對象表面具有起伏不平,且在切割過程中的熱效應(yīng)的影響也會產(chǎn)生薄板零件的表面變形,對于1維激光加工,覆蓋件在壓制成型過程中也會產(chǎn)生表面的不平,所有這些,都會產(chǎn)生激光焦點與被加工對象表面的位置與理想位置發(fā)生隨機變化。2.工件裝夾裝置產(chǎn)生的誤差激光切割加工的工件是放在針狀工作臺上,由于加工誤差、長時間與工件之間的磨損和激光的燒傷,針床會出現(xiàn)凸凹不平,這種不平也會產(chǎn)生薄鋼板和激光焦點之間的位置的隨機誤差。鈑金激光切割機隨機誤差產(chǎn)生的原因3.編程產(chǎn)生的誤差在激光切割機加工過程中,復(fù)雜曲面上的加工軌跡是通過直線、圓弧等擬合的,這些擬合曲線和實際曲線存在一定誤差,這些誤差使得實際焦點和加工對象表面的相對位置和理想編程位置產(chǎn)生一定誤差。而有些示教編程系統(tǒng)也會引進一些偏差。
品質(zhì)")
品質(zhì)")
激光切割機是利用激光聚焦產(chǎn)生的高功率密度的能實現(xiàn)的。在計算機的控制下,激光通過脈沖放電,輸出受控的重復(fù)高頻脈沖激光,形成具有一定頻率和脈沖寬度的光束。脈沖激光束通過光路傳輸和反射,并通過聚焦透鏡組聚焦在物體表面,形成精細的高能密度光斑。焦斑位于待加工表面附近,被加工材料瞬間高溫熔化或氣化。每一個高能激光脈沖都會在瞬間在物體表面濺射出一個小洞。在計算機的控制下,激光切割機加工頭和被加工材料根據(jù)預(yù)先繪制的圖形進行連續(xù)的相對運動和打點,從而將物體加工成所需的形狀。首先,激光切割機的能以光的形式集中成高密度光束,傳輸?shù)焦ぷ鞅砻妫a(chǎn)生足夠的熱量熔化材料。此外,與光束同軸的高壓氣體直接去除熔融金屬,從而達到切割的目的。這說明激光切割和機床加工有本質(zhì)區(qū)別。其次,從激光切割機發(fā)射的激光束通過光路系統(tǒng)聚焦成高功率密度的激光切割機光束。激光熱量被工件材料吸收,工件溫度急劇上升。達到沸點后,材料開始汽化并形成孔洞。在高壓氣流的作用下,橫梁與工件的相對位置發(fā)生移動,材料形成狹縫。工藝參數(shù)(切割速度、激光功率、氣壓等。)和切割時的運動軌跡由數(shù)控系統(tǒng)控制,切割位置的爐渣由一定壓力的輔助氣體吹走。切割速度,激光功率,氣壓。激光是一種光。像其他自然光一樣,是由原質(zhì)(分子或離子道等)的躍遷產(chǎn)生的。但與普通的束光不同的是,激光切割機的光在開始很短的時間內(nèi)只依靠自發(fā)輻射,后續(xù)過程完全由受激輻射決定,所以激光顏色非常純凈,幾乎沒有發(fā)散的方向性,發(fā)光強度較高,相干性也很高。
品質(zhì)")
品質(zhì)")
點擊查看華宇誠數(shù)控科技有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】