
球墨鑄鐵管有很多方法做的,其中有有一種叫做襯樹脂砂熱模法,今天小編就跟大家分析下這種鑄造方法。球墨鑄鐵管在離心鑄造中有一種方法叫襯樹脂砂熱模法,此種方法并不多見,也不是常用法,它是將管模加熱到160-220度,然后在管模內壁里邊內襯上涂覆一層膜樹脂砂,一般這一層的涂覆厚度掌握在3毫米到5毫米就可以,內壁管模上帶有一些排氣孔,這樣在澆注鐵水時覆膜砂時,產生一些氣體泡會無故的淌出來。由于樹脂砂襯可以做到保護作用,使球墨鑄鐵管的管模承受熱復荷的力度,大大減少。這樣可以使球墨鑄鐵管的管模壽命增長,此壽命在10000次以上/根,使用這種方法生產鑄管的冷卻速度比較慢,這樣鑄態組織中殘留的碳體,只要稍微經過一下低溫的退火處理,就可以得到想象中的金相組織和較高的力學性能。襯權脂砂熱模法:這種鑄造方法是50年代時,首次在日本實驗成功的例子。到現在為止,我國內可以做到這種鑄造方法沒有幾個。其中,我鋼益管業可以用此鑄造方法生產1000毫米到2600毫米的大口徑球墨管。
球墨鑄鐵管對于官橋要怎么進行施工呢?接下來球墨管廠家就為大家總結的下面幾點,因此,施工是可以從這幾點來進行的。施工工藝:施工籌劃→丈量放樣→搭支架平臺→鉆孔灌注樁→墩臺→橋管拼裝→橋管安裝。(1)搭樁基支架平臺,選用松木樁,松木樁選用架設平臺打樁機打入,在松木樁上安放橫道通木相關,再在橫道通木上安放縱向方木。(2)灌注樁施工,選用樁徑為600的,深度為6米。鉆機就位后應用心調平對中,磨盤調到水平形態,鉆桿應保護垂直,全過程核正結束后,鉆頭與樁位中心線誤差應小于±20mm界線內。(3)橋管在施工現場拼裝,拼裝完成后,進行檢查,檢查及格者籌劃吊裝。(4)橋管每跨選用2臺吊車至承臺上,在吊裝過程中,有專人指示。在吊車進行各各行為之前,指示人吊一定檢查操縱環境狀況。(5)綁鋼管時應找到重心,以使起吊穩定。起吊速度應平均,回轉達穩定,下落時低速輕施。(6)為維持管道與管橋變形協和,待相鄰的埋地鋼管管沉降變形基本安穩后,才與管橋兩頭平管段邊接。(7)安裝滑動支架或吊架時,均應按設計章程,預先留出與管道膨脹相反的目標的偏斜,并應保證尺寸準確。

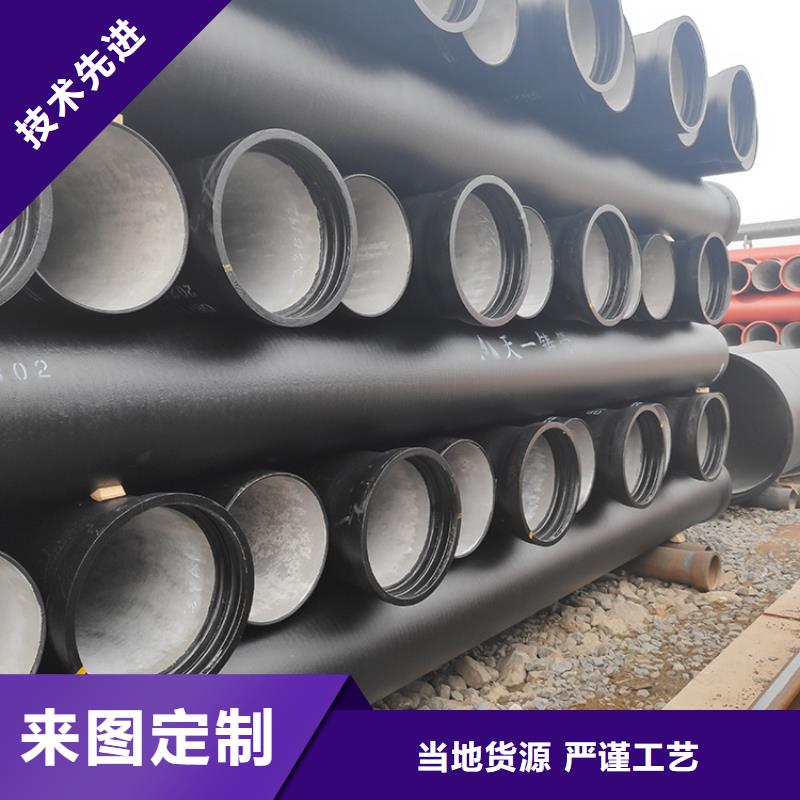
 大連球墨鑄鐵承插絲扣三通型號全
<大連>鑫福興管業有限公司
xinfu
95094
大連球墨鑄鐵承插絲扣三通型號全
<大連>鑫福興管業有限公司
xinfu
95094