以下是:數控等離子切割機激光切割機1500w研發生產銷售的產品參數
| 產品參數 |
|---|
| 產品價格 | 電儀 |
|---|
| 發貨期限 | 3天 |
|---|
| 供貨總量 | 999 |
|---|
| 運費說明 | 供方支付 |
|---|
| 最小起訂 | 1 |
|---|
| 是否廠家 | 生產廠家 |
|---|
| 產品材質 | 鋼結構 |
|---|
| 產品品牌 | 華宇誠數控 |
|---|
| 產品規格 | 3000×1500/4000×1500/4000×2000/6000×2000/6000×2500/8000X2500 |
|---|
| 加工定制 | 是 |
|---|
| 產品型號 | YCLM-4000 |
|---|
| 質保時間 | 2年 |
|---|
| 適用領域 | 金屬鋼板切割 |
|---|
以下是:數控等離子切割機激光切割機1500w研發生產銷售的圖文視頻
數控等離子切割機激光切割機1500w研發生產銷售,華宇誠數控科技有限公司專業從事數控等離子切割機激光切割機1500w研發生產銷售,聯系人:,電話:18986290037、18986290037,QQ:1051088151,發貨地:武漢江夏區廟山工業園特1號發貨到陜西省 咸陽市 秦都區、楊陵區、渭城區、三原縣、涇陽縣、乾縣、禮泉縣、永壽縣、彬縣、長武縣、旬邑縣、淳化縣、武功縣、興平市,以下是數控等離子切割機激光切割機1500w研發生產銷售的詳細頁面。 陜西省,咸陽市 咸陽是中國封建王朝“秦帝國”的都城,戰國時,秦孝公十二年(前350年),從櫟陽定都咸陽。市境位于陜西省八百里秦川腹地,渭水穿南,嵕山亙北,山水俱陽,故稱咸陽。咸陽身處華夏歷史文化長河的發端,是秦漢文化的重要發祥地。境內文物景點達近五千處,五陵塬上漢高祖長陵、漢景帝陽陵、漢武帝茂陵、唐太宗昭陵、唐高宗和武則天合葬的乾陵等28位漢唐帝王陵寢連綿百里。咸陽孕育了中國的農耕文明,農業始祖后稷在此教民稼穡。咸陽是中國甲級對外開放城市、歷史文化名城、全國雙擁模范城市、衛生城市、中國魅力城市、中國地熱城、全國十佳宜居城市、首批中國旅游城市、全國精神文明創建工作先進市及中華養生文化名城。2017年11月,咸陽獲評第五屆全國文明城市;2018年,重新確認衛生城市。2023年,被評為三線城市。
不要滿足于簡單的文字描述,點擊我們的數控等離子切割機激光切割機1500w研發生產銷售產品視頻,讓每一個細節都躍然屏上,為您帶來前所未有的視覺體驗。
以下是:數控等離子切割機激光切割機1500w研發生產銷售的圖文介紹

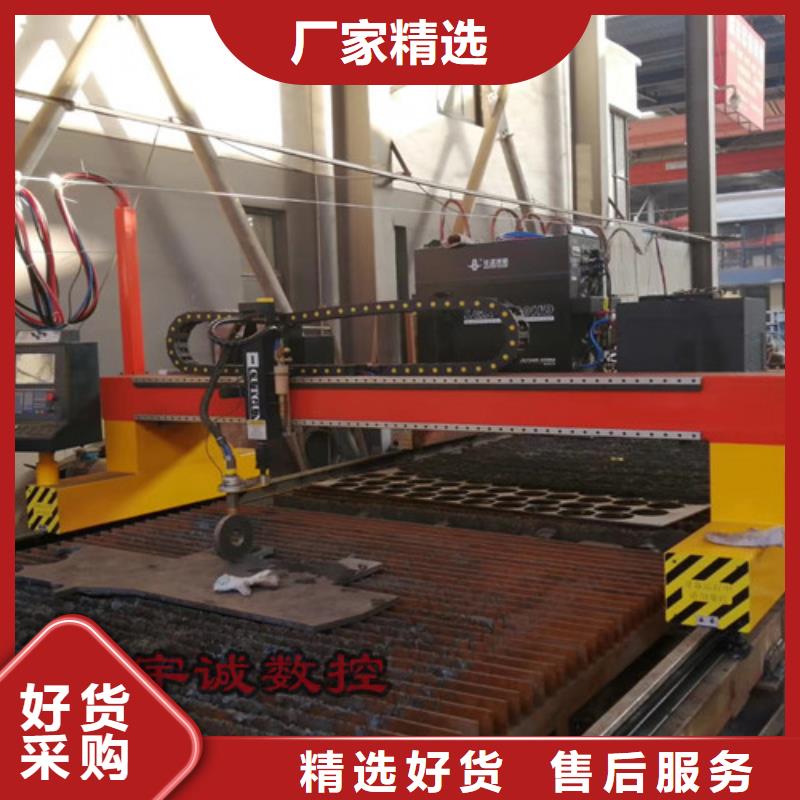
數控等離子切割機一臺需要多少錢 相信大部分廠家負責采購數控等離子切割機的人員在了解功能實操后,想要了解的就是整體的市場價格,那么數控等離子切割機的價格是多少呢?讓我們跟隨工作人員一起來了解一下吧。激光切割機市面上大部分的數控等離子切割機的價位在一萬到六萬不等,有的能到大幾十萬。價格的話首先要與它基本上研發團隊與技術相關。現階段,市場中仍有許多數控機床等離子切割機生產商,它的價格因不一樣精英團隊給予的技術產品品質而不同。如果你想購買時保證基本上的具體權益,選擇一些受眾度高、產品使用點評的團隊。它能夠所提供的數控機床等離子切割機在技術以及質量上相對性,因此其價格要比一般團隊價格貴。數控機床等離子切割機的價錢與不同種類自動切割機緊密相關。在一般的數控機床等離子切割機研發團隊會提供相關型號規格和型號的價格,針對選購的朋友可以更直觀地高度重視型號規格和價格,因此對于人生的選擇都有很好的指導意義。在挑選數控機床等離子切割機時,可以先看一下用過它好朋友是不是強烈它,或是那你去官網比較一下,看一下哪一個生產廠家質量以及信譽度更強,那樣你就可以作出正確的選擇,保證基本的權益。_0097_工程案例 (7).jpg總之,數控等離子切割機的價錢固然重要,但是選擇一家服務好性價比高的廠家更是我們應該要追求的,我們河北信爾自動化歡迎大家前來咨詢采購了解。


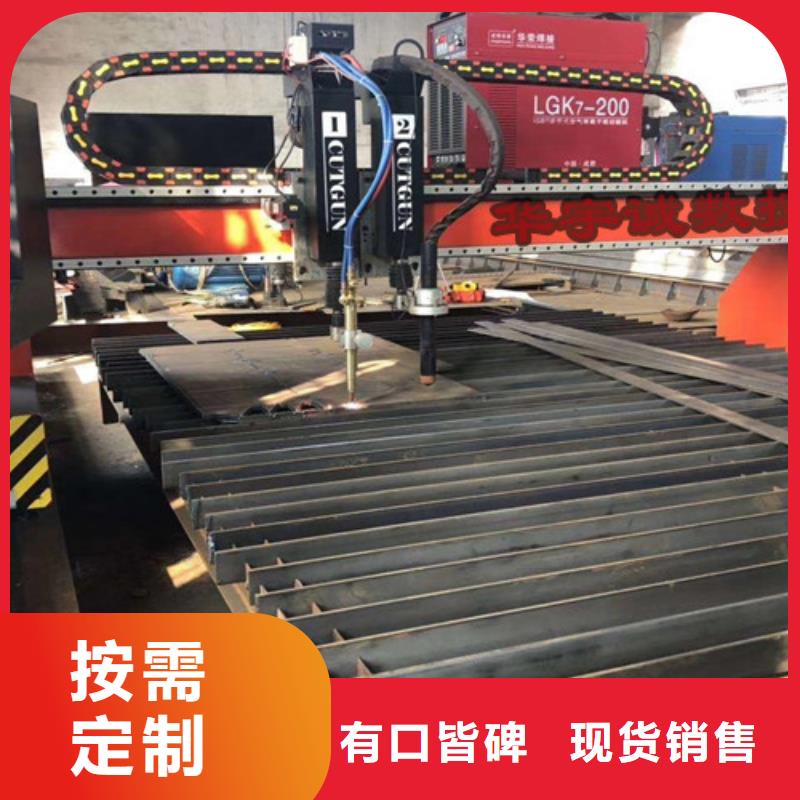
數控等離子切割機定位功能介紹數控等離子切割機相比傳統的手工切割而言,其的好處即在于能實現電腦多方位的全自動化操作,而為了保障全程切割的精準性,一定要保證切割軌跡的定位與控制,那么數控等離子切割機是如何實現切割定位的呢?首先,數控等離子切割機是根據事先設定好的軌跡行走進行切割的,為了預知切割圖形是否存在誤差,可以使用數控等離子切割機劃線裝置掌握。劃線裝置是數控等離子切割機中的一個重要功能部件,其主要作用是在鋼板表面標記工藝線、圖形和件號。工作原理是將高目鋅粉通過高溫火焰熔化后噴于鋼板表面,形成均勻清晰的鋅粉線條,這些線條具有一定的耐蝕性和耐磨性。用戶可根據加工需要使用,下面武漢耐霸就將就劃線裝置的作用及特點做如下歸納:1.適用于自動設備和執行各種復雜圖形的劃線要求2.噴粉劃線工作速度0.3~30m/min3.線條寬度0.6~1.2mm,附著厚度0.05~0.20mm4.線條色彩:蘭色和白色5.能源輸入:氧氣4bar,燃氣(乙炔、丙烷)0.5bar6.電源:AC24V ,50W7.重量:約4.5kg(含噴粉槍外圍件)通過使用噴粉劃線槍的作用,可以及時的在切割工件上表面標記工藝線、圖形和件號,在未切割工件的前期可以及時調整所繪圖形,及時修改,以達到在圖形尺寸畫錯等客觀因素情況的影響下誤切工件,有效的避免浪費鋼材和返工,避免影響生產及效率。數控等離子切割機的切割精度問題一直是讓很多企業在選擇購買之前很是關心,傳統的手工切割加工憑借操作者的經驗來控制切割精度,而采用劃線裝置的數控等離子切割機在其切割精度上可控制在±0.5mm范圍內。



哪些因素影響數控等離子切割質量?一、數控等離子切割機工作氣體 數控等離子切割機工作氣體與流量是影響切割質量效果的一項主要參數,目前所普遍采用空氣等離子切割僅為眾多工作氣體中的一類,概因使用成本相對較低而得到廣泛普及,但從加工效果來說的確有所欠缺,我們所指的數控等離子切割機工作氣體包括切割氣體和輔助氣體,有些設備還要求起弧氣體,通常要根據切割材料的種類,厚度和切割方法來選擇合適的工作氣體。切割氣體既要保證等離子射流的形成,又要保證去除切口中的熔融金屬和氧化物。過大的氣體流量會帶走更多的電弧熱量,使得射流的長度變短,導致切割能力下降和電弧不穩;過小的氣體流量則使等離子弧失去應有的挺直度而使切割的深度變淺,同時也容易產生掛渣;所以氣體流量一定要與切割電流和速度很好的配合。現在的等離子弧切割機大多靠氣體壓力來控制流量,因為當割炬孔徑一定時,控制了氣體壓力也就控制了流量。切割一定板厚材料所使用的氣體壓力通常要按照客戶提供的數據選擇,若有其它的特殊應用時,氣體壓力需要通過實際切割試驗來確定。常用的工作氣體有:氬氣、氮氣、氧氣、空氣以及H35、氬-氮混合氣體等。 1.空氣中含有體積分數約78%的氮氣,所以利用空氣切割所形成的掛渣情況與用氮氣切割時很想像;空氣中還含有體積分數約21%的氧氣,因為氧的存在,用空氣的切割低碳鋼材料的速度也很高;同時空氣也是經濟的工作氣體。但單獨使用空氣切割時,會有掛渣以及切口氧化、增氮等問題,而且電極和噴嘴的壽命較低也會影響工作效率和切割成本。 2.氧氣可以提高切割低碳鋼材料的速度。使用氧氣進行切割時,切割模式與火焰切割很想像,高溫高能的等離子弧使得切割速度更快,但是必須配合使用抗高溫氧化的電極,同時對電極進行起弧時的防沖擊保護,以延長電極的壽命。 3.氫氣通常是作為輔助氣體與其它氣體混和作用,如的氣體H35(氫氣的體積分數為35%,其余為氬氣)是等離子弧切割能力強的氣體之一,這主要得利于氫氣。由于氫氣能顯著提高電弧電壓,使氫等離子射流有很高的焓值,當與氬氣混合使用時,其等離子射流的切割能力大大提高。一般對厚度70mm以上的金屬材料,常用氬+氫作為切割氣體。若使用水射流對氬+氫氣等離子弧進一步壓縮,還可獲得更高的切割效率。 4.氮氣是一種常用的工作氣體,在有較高電源電壓的條件下,氮氣等離子弧有較好的穩定性和比氬氣更高的射流能量,即使是切割液態金屬粘度大的材料如不銹鋼和鎳基合金時,切口下緣的掛渣量也很少。氮氣可以單獨使用,也可以同其它氣體混和使用,如自動化切割時經常使用氮氣或空氣作為工作氣體,這兩種氣體已經成為高速切割碳素鋼的標準氣體。有時氮氣還被用作氧等離子弧切割時的起弧氣體。 5.氬氣在高溫時幾乎不與任何金屬發生反應,氬氣等離子弧很穩定。而且所使用的噴嘴與電極有較高的使用壽命。但氬氣等離子弧的電壓較低,焓值不高,切割能力有限,與空氣切割相比其切割的厚度大約會降低25%。另外,在氬氣保護環境中,熔化金屬的表面張力較大,要比在氮氣環境下高出約30%,所以會有較多的掛渣問題。即使使用氬和其它氣體的混合氣切割也會有粘渣傾向。因此,現已很少單獨使用純氬氣進行等離子切割。 二、數控等離子切割機加工速度 除了工作氣體對切割質量有影響外,切割速度對數控等離子切割機的加工質量影響也是很重要的。切割速度:切割速度范圍可按照設備說明選定或用試驗來確定,由于材料的厚薄度,材質不同,熔點高低,熱導率大小以及熔化后的表面張力等因素,切割速度也相應的變化。主要表現: 1.切割速度適度地提高能改善切口質量,即切口略有變窄,切口表面更平整,同時可減小變形。 2.切割速度過快使得切割的線能量低于所需的量值,切縫中射流不能快速將熔化的切割熔體立即吹掉而形成較大的后拖量,伴隨著切口掛渣,切口表面質量下降。 3.當切割速度太低時,由于切割處是等離子弧的陽極,為了維持電弧自身的穩定,陽極斑點或陽極區必然要在離電弧近的切縫附近找到傳導電流地方,同時會向射流的徑向傳遞更多的熱量,因此使切口變寬,切口兩側熔融的材料在底緣聚集并凝固,形成不易清理的掛渣,而且切口上緣因加熱熔化過多而形成圓角。 4.當速度極低時,由于切口過寬,電弧甚至會熄滅。由此可見,良好的切割質量與切割速度是分不開的。 三、數控等離子切割機切割電流 數控等離子切割機切割電流重要的切割工藝參數,直接決定了切割的厚度和速度,即切割能力,造成影響,正確使用數控等離子機進行高質量的快速切割,必須對切割工藝參數進行深刻地理解和掌握。 1.切割電流增大,電弧能量增加,切割能力提高,切割速度是隨之增大; 2.切割電流增大,電弧直徑增加,電弧變粗使得切口變寬; 3.切割電流過大使得噴嘴熱負荷增大,噴嘴過早地損傷,切割質量自然也下降,甚至無法進行正常割。 在等離子切割前選用電源的時候,不能選擇太大或太小的電源。太大的電源,考慮在切割成本上是一種浪費,因為根本就用不了那么大的電流。也不能因為節約切割成本預算,選用等離子電源的時候,把電流的選擇選得過小,這樣在實際切割的時候也是不能達到自己的切割要求,這樣對數控切割機本身是一種很大的傷害!嘉倍德科技提醒您要根據材料的厚度正確選用切割電流和相應的噴嘴。 四、數控等離子切割機噴嘴高度 數控等離子切割機噴嘴高度是指噴嘴端面與切割表面的距離,它構成了整個弧長的一部分。由于等離子弧切割一般使用恒流或陡降外特征的電源,噴嘴高度增加后,電流變化很小,但會使弧長增加并導致電弧電壓增大,從而使電弧功率提高;但同時也會使暴露在環境中的弧長增長,弧柱損失的能量增多。 在兩個因素綜合作用的情況下,前者的作用往往完全被后者所抵消,反而會使有效的切割能量減小,致使切割能力降低。通常表現是切割射流的吹力減弱,切口下部殘留的熔渣增多,上部邊緣過熔而出現圓角等。另外,從等離子射流的形態方面考慮,射流直徑在離開割炬口后是向外膨脹的,噴嘴高度的增加必然引起切口寬度加大。所以,選用盡量小的噴嘴高度對提高切割速度和切割質量都是有益的,但是,噴嘴高度過低時可能會引起雙弧現象。采用陶瓷外噴嘴可以將噴嘴高度設為零,即噴口端面直接接觸被切割表面,可以獲得很好的效果。 五、數控等離子切割機電弧功率 數控等離子切割機為了獲得高壓縮性的等離子弧切割電弧,切割噴嘴都采用了較小的噴嘴孔徑、較長的孔道長度并加強了冷卻效果,這樣可以使得噴嘴有效斷面內通過的電流增加,即電弧的功率密度增大。但同時壓縮也使得電弧的功率損失加大,因此,實際用于切割的有效能量要要比電源輸出的功率小,其損失率一般在25%~50%之間,有些方法如水壓縮等離子弧切割的能量損失率會更大,在進行切割工藝參數設計或切割成本的經濟核算時應該考慮這個問題。 在工業中使用的金屬板厚大多是在50mm以下,在這個厚度范圍內用常規的等離子弧切割往往會形成上大下小的割口,而且割口的上邊緣還會導致切口尺寸精度下降并增加后續加工量。當采用氧和氮氣等離子弧切割碳鋼、鋁和不銹鋼時,當板厚在10~25mm范圍內時,通常是材料越厚,端邊的垂直度越好,其切割棱邊的角度誤差在1度~4度。當板厚小于1mm,隨板厚的減小,切口角度誤差從3度;~4度;增加到15度;~25度;。 一般認為,這種現象的產生原因是由于等離子射流在割口面上的熱輸入不平衡所致,即在割口的上部等離子弧能量的釋放多于下部。這個能量釋放的不平衡,與很多工藝參數密切相關,如等離子弧壓縮程度、切割速度及噴嘴到工件的距離等。增加電弧的壓縮程度可以使高溫等離子射流延長,形成更為均勻的高溫區域,同時加大射流的速度,可以減小切口上下的寬度差。然而,常規噴嘴的過度壓縮往往會引起雙弧現象,雙弧不但會損耗電極和噴嘴,使切割過程無法進行,而且也會導致切口質量的下降。另外,過大的切割速度和過大的噴嘴高度都會引起切口上下寬度差的增加。

華宇誠數控科技有限公司是 陜西咸陽大功率激光切割機協會會員單位。本公司專業從事 陜西咸陽大功率激光切割機的開發,生產和銷售服務于一體的高新技術企業 ,公司生產設備齊全,生產工藝先進,擁有一套完善、精密、可靠的檢驗設備, 陜西咸陽大功率激光切割機產品采用國標組織生產,嚴把原材料進廠檢驗關,對產品實行送檢、抽檢、巡檢“三檢”相結合,產品質量穩定可靠,并經技術監督局采標驗收可放心采購。


您是想要在陜西省咸陽市采購高質量的數控等離子切割機激光切割機1500w研發生產銷售產品嗎?華宇誠數控科技有限公司是您的不二之選!我們致力于提供品質保證、價格優惠的數控等離子切割機激光切割機1500w研發生產銷售產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:-18986290037,QQ:1051088151,地址:《江夏區廟山工業園特1號》。