
產(chǎn)品詳細(xì)介紹
<天水>九冶管業(yè)有限公司
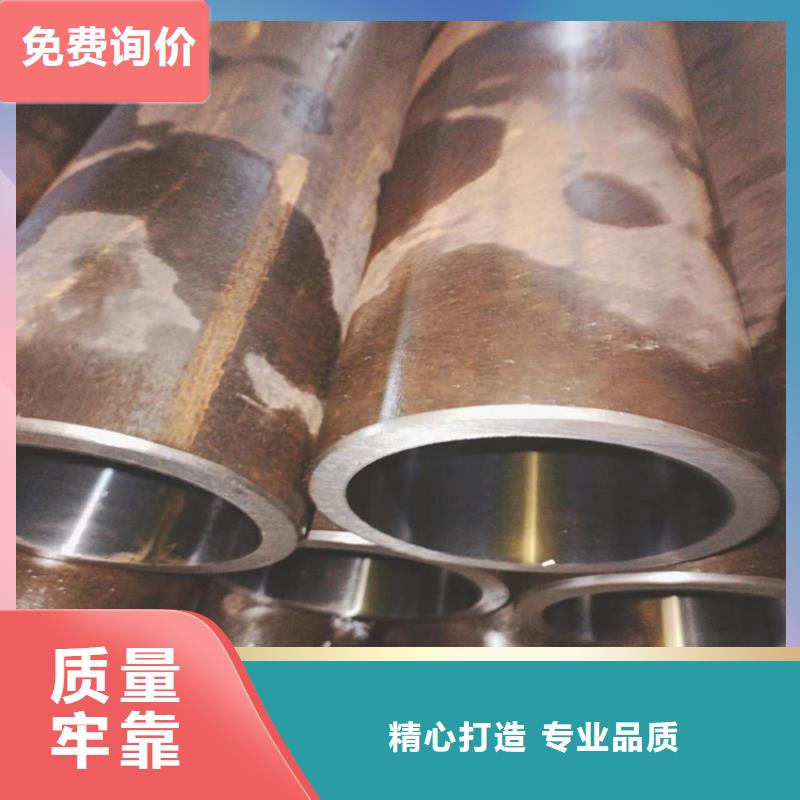
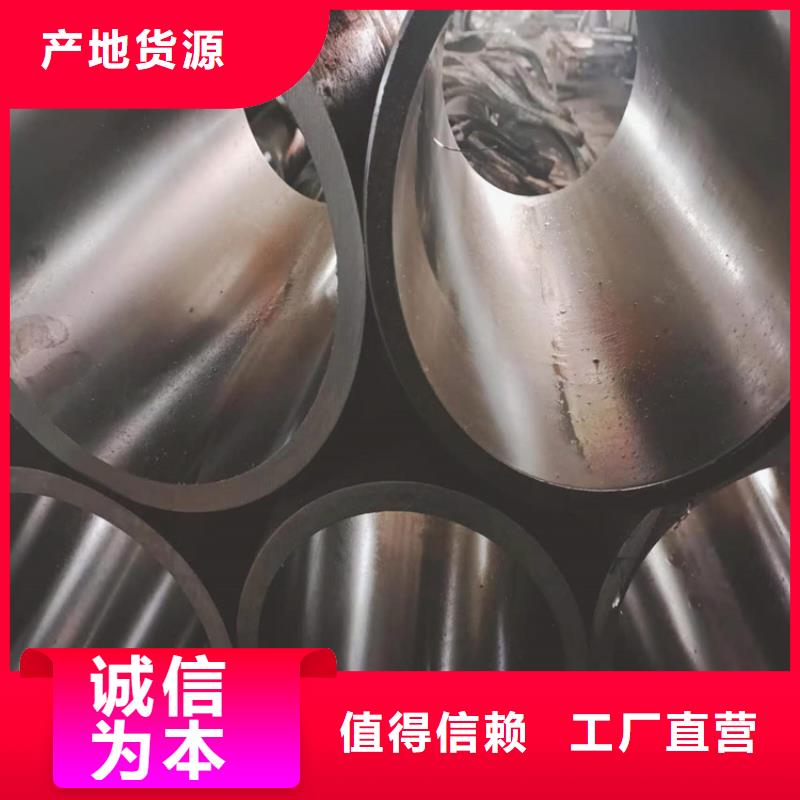
小口徑絎磨管公司生產(chǎn)品種規(guī)格為:內(nèi)徑直徑30mm—300mm,壁厚為2mm—40mm。技術(shù)條件為:內(nèi)孔精度H5—H10,內(nèi)孔粗糙度Ra≤0.63um,直線度≤0.3mm/m小口徑絎磨管是用4~6根砂條組成的珩磨頭對內(nèi)孔進(jìn)行光整加工。珩磨不但生產(chǎn)率高,并且加工精度也很高,一般尺寸精度可達(dá)IT5~I(xiàn)T6級,表面粗糙度可達(dá)0.8~0.1μm,并且能修正孔的幾何形狀偏差。為進(jìn)一步提高珩磨生產(chǎn)率,珩磨工藝朝著強(qiáng)力珩磨、自動控制尺寸的自動珩磨、電解珩磨和超聲珩磨等方向發(fā)展。珩磨機(jī)油石工作壓力對珩磨切削性能影響很大,直接影響切削效率、珩磨油石磨損量和工件精度與粗糙度。當(dāng)珩磨工作壓力大時,珩磨切削量和珩磨油石磨損量都大,加工精度和表面粗糙度也差。珩磨工作壓力小時,切削量和珩磨油石磨損量都小,加工精度和表面粗糙度則好

 甘肅省天水甘肅省天水20#油缸管
<天水>九冶管業(yè)有限公司
甘肅省天水甘肅省天水20#油缸管
<天水>九冶管業(yè)有限公司
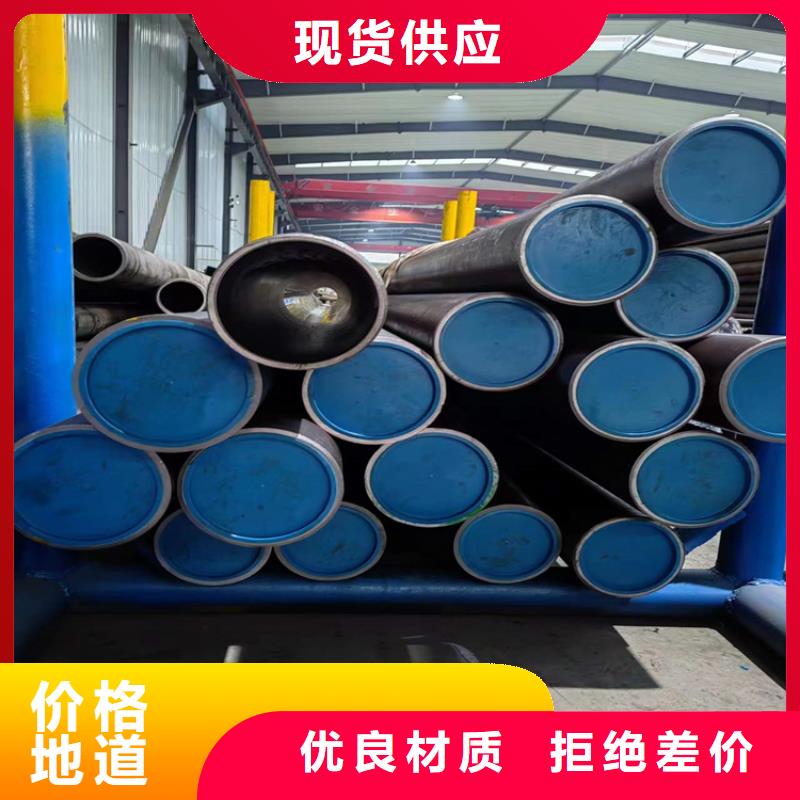
質(zhì)量是產(chǎn)品的前提,只有質(zhì)量好了,才是服務(wù)客戶的根本,所以,對液壓油缸管 表面的缺陷進(jìn)行完美的修復(fù),是我們對客戶的 承諾 45#絎磨管在淬火后加高溫回火是調(diào)質(zhì) 調(diào)質(zhì)處理是熱處理的一種工藝是指絎磨管在淬火后加高溫回火.目的是使45#絎磨管調(diào)質(zhì)后的零件具有優(yōu)良的綜合機(jī)械性能.關(guān)于調(diào)制處理工藝的加溫時間保溫時間冷卻速度冷卻介質(zhì)等要看具體的材料具體零件的技術(shù)要求來決定。耐磨鑄鐵、合金鑄鐵由于鑄件壁厚不均勻,在加熱,冷卻及相變過程中,會產(chǎn)生效應(yīng)力和組織應(yīng)力。另外大型零件在機(jī)加工之后其內(nèi)部也易殘存應(yīng)力,所有這些內(nèi)應(yīng)力都必須。去應(yīng)力退火通常的加熱溫度為500~550℃保溫時間為2~8h,然后爐冷(灰口鐵)或空冷(球鐵)。采用這種工藝可鑄件內(nèi)應(yīng)力的90~95%,但鑄鐵組織不發(fā)生變化。若溫度超過550℃或保溫時間過長,反而會引起石墨化,使鑄件強(qiáng)度和硬度降低。

