


計(jì)") 鵬鑫鋼鐵
安慶薄壁焊管設(shè)計(jì)
鵬鑫鋼鐵
安慶薄壁焊管設(shè)計(jì)
計(jì)")
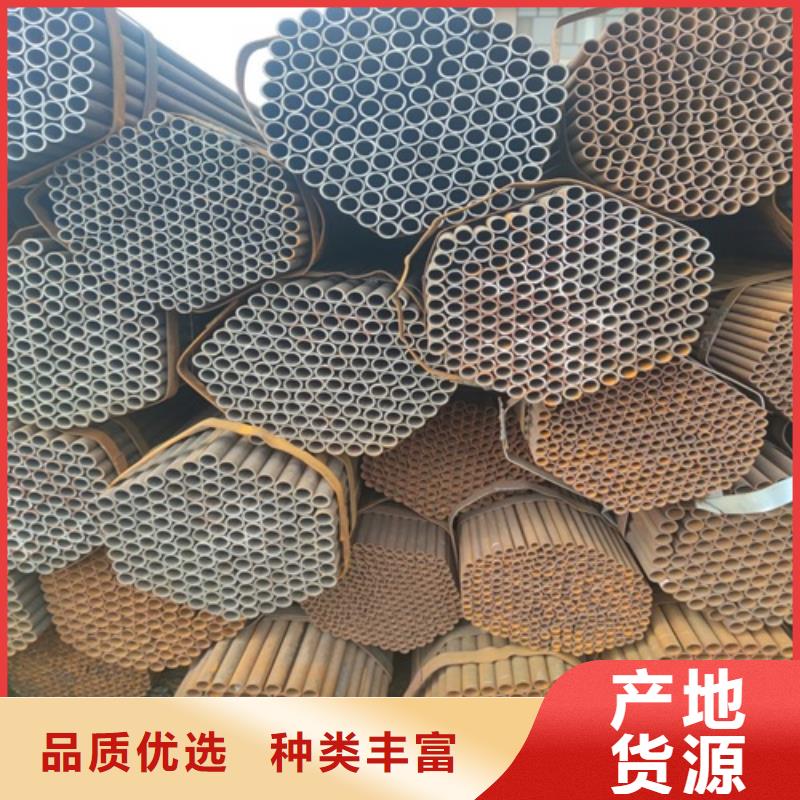
焊管焊縫質(zhì)量指標(biāo) 在進(jìn)行焊接工作的過程中,務(wù)必要注意焊縫的質(zhì)量。正常情況下,焊管的焊縫從外觀上來看的話,其的單面焊縫外觀成形良好,而且平滑整齊,熔寬及加強(qiáng)高等均符合相應(yīng)的要求。此外,所產(chǎn)生的焊接缺陷明顯要比手工電弧焊單面焊雙面成形工藝出現(xiàn)缺陷的概率要低。 在對(duì)焊管焊縫的外觀質(zhì)量進(jìn)行檢查之后,還需要對(duì)焊縫內(nèi)部焊接情況進(jìn)行檢查。通常是采用X射線探傷試驗(yàn)進(jìn)行檢測(cè)。這樣可以更迅速且更準(zhǔn)確的了解具體的焊接情況。在判斷焊接質(zhì)量的時(shí)候,還需要結(jié)合其的力學(xué)性能進(jìn)行。這是因?yàn)椴捎貌煌暮附庸に嚕K所得到的焊接成品的力學(xué)性能是不一樣的。 比如我們可以選擇一根焊管來進(jìn)行對(duì)比試驗(yàn)。經(jīng)檢測(cè),該焊管的壁厚為6 毫米,直徑為325毫米。在采用對(duì)接焊工藝進(jìn)行焊接的時(shí)候,手工電弧焊和CO2氣體保護(hù)焊焊接所得到的接頭的性能相近,通常是前者的性能略高于后者。究其原因,主要是因?yàn)樵摵腹艿膹?qiáng)度標(biāo)準(zhǔn)比較高。 同樣在對(duì)這兩種焊接工藝進(jìn)行比較的時(shí)候,我們發(fā)現(xiàn)在焊接完成之后,焊管接頭的金相組織基本相同,主要都是由鐵素體和珠光體構(gòu)成。不過,后者工藝的成型質(zhì)量更為可靠一些。 相比較來說,在采用這種工藝對(duì)焊管進(jìn)行焊接的時(shí)候,不僅操作更加簡單,而且焊接的質(zhì)量更有保證,焊接速度也更快,具有成本低效率高的優(yōu)勢(shì),在生產(chǎn)中取得了良好的效果。
計(jì)")
計(jì)")
計(jì)")
Q345B焊管應(yīng)從工藝因素上采取以下措施可防止夾渣: 1)采用低氫型堿性焊條。由于藥皮含有大量的大理石和氟化鈣,使熔渣顆粒比重較小。較大量的氟化鈣會(huì)使熔渣稀釋,流動(dòng)性得到改善,熔渣的表面張力較大,易于聚結(jié)。 2)保證Q345B焊管裝配質(zhì)量。坡口角度與鈍邊大小應(yīng)合理選擇,并盡量敲到裝配間隙均勻。注意清理好坡口處的氧化皮等臟物。 3)正確選擇合適的Q345B焊管焊接工藝規(guī)范,如電流過小,熔池停留時(shí)間短促,熔渣的流動(dòng)性不好來不及浮出就造成夾渣。電流過大又會(huì)使藥皮發(fā)紅脫落,造成大塊夾渣。焊條不希望作大幅度的橫向擺動(dòng)。焊縫接頭處的藥皮應(yīng)提前打好再接頭,以避免接頭夾渣。
計(jì)")
計(jì)")
計(jì)")