
產品詳細介紹
以下是:槽鋼【鍍鋅鋼板】嚴選用料的產品參數
導讀 槽鋼【鍍鋅鋼板】嚴選用料,國耀宏業鋼鐵有限公司為您提供槽鋼【鍍鋅鋼板】嚴選用料的資訊,聯系人:劉國耀,電話:022-87932066、18802262066,QQ:806424688,發貨地:天津經濟開發區國耀宏業鋼鐵發貨到廣西省 南寧市 青秀區、江南區、西鄉塘區、良慶區、邕寧區、武鳴區、隆安縣、馬山縣、上林縣、賓陽縣、橫縣。 廣西壯族自治區,南寧市 南寧市,簡稱“邕”,古稱邕州,別稱綠城。廣西壯族自治區轄地級市、首府、Ⅰ型大城市、二線城市、北部灣經濟區、珠江—西江經濟帶和北部灣城市群核心城市、中國—東盟博覽會舉辦地、“一帶一路”經濟帶有機銜接的重要門戶城市、西部陸海新通道陸港型物流樞紐、南部戰區陸軍駐地。截至2022年,全市下轄7個區、4個縣、代管1個縣級市,總面積2.21萬平方千米。2022年末,南寧市常住人口889.17萬人。
為了給您提供更的槽鋼【鍍鋅鋼板】嚴選用料產品信息,我們上傳了的產品視頻。請花幾分鐘時間觀看,您會發現更多驚喜。
以下是:槽鋼【鍍鋅鋼板】嚴選用料的圖文介紹
國耀宏業鋼鐵有限公司主營 廣西南寧鍍鋅鋼板。公司位于經濟開發區國耀宏業鋼鐵,交通便利,地理位置優越,交通便利。公司產品均符合標準(GB)、產品品種豐富、規格齊全,現已銷往全國各地,得到諸多客戶的好評。 公司常備庫存量充足,品種規格齊全。本著薄利多銷,質量可靠的銷售原則,讓客戶買的放心,用的舒心!誠信、專業、 是我們的服務宗旨,我們將竭誠為新老客戶提供過硬的產品和優質的服務, 歡迎各界朋友蒞臨參觀、指導和業務洽談。



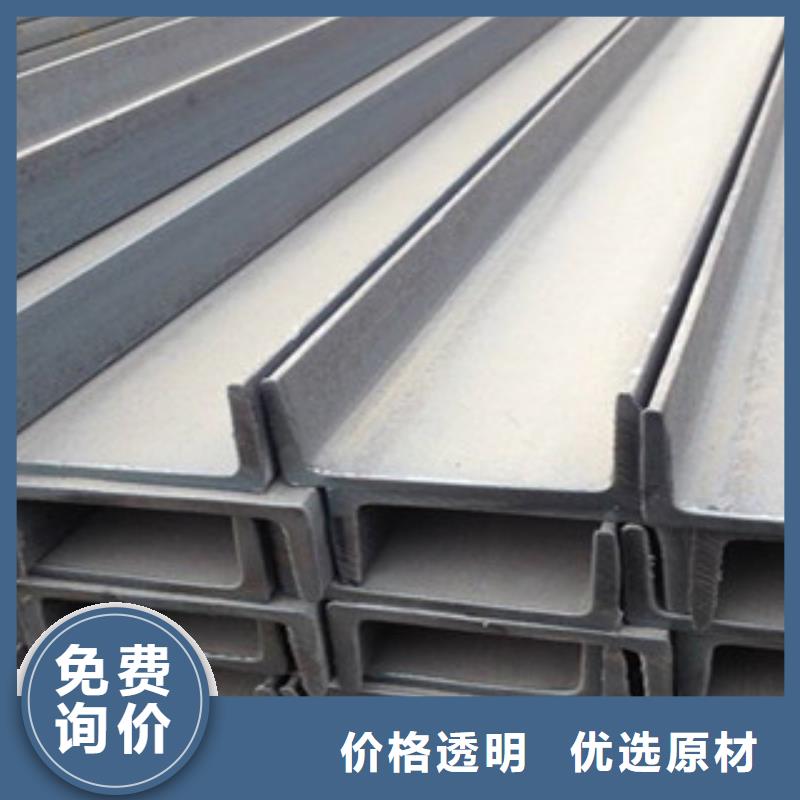
鍍鋅槽鋼價格及其熱浸鍍鋅工藝簡介立即加星, 次看到好法國鍍鋅槽鋼是一種常用的建筑型材,根據不同的鍍鋅工藝分為熱浸鍍鋅槽鋼和熱浸鍍鋅槽鋼。將鋼浸入在約440-460℃熔化的鋅溶液中以將鋅層粘附到鋼構件的表面上,從而保持腐蝕。由于工藝的復雜性,鍍鋅槽鋼的價格當然會高于普通槽鋼的價格。
用于鍍鋅槽鋼表面的主要方法是熱浸鍍鋅。熱浸鍍鋅已經從較舊的熱浸鍍鋅方法發展而來,該方法自1836年以來已經存在了170年應用于工業的熱浸鍍鋅。但是,近30年來,隨著冷軋帶鋼的快速發展,熱鍍鋅行業得到了大規模發展,鍍鋅槽鋼的價格也越來越透明。
在用于保護鋼基材的各種涂覆方法中,熱浸鍍鋅是非常優異的。它不僅在鋼上鍍上厚厚的純鋅層,而且在鋅液體狀態下相對復雜的物理和化學作用后,還鍍上一層鋅 - 鐵合金。該電鍍方法不僅具有電鍍鋅的耐腐蝕性,而且具有鋅 - 鐵合金層。
它還具有很強的耐腐蝕性,無法與電鍍鋅相比。因此,該電鍍方法特別適用于各種腐蝕性環境,例如強酸和堿霧。鍍鋅槽鋼的價格也隨著原材料市場的變化而變化。每天的價格可能會改變。因此,如果您需要咨詢,您應該參考的價格。



我們先來看一下判斷熱鍍鋅槽鋼質量的方法。附著量。熱浸鍍鋅槽鋼質量的判斷標準和測定方法,耐腐蝕性主要取決于鍍鋅層的厚度,因此鍍鋅層的厚度往往是決定鍍鋅質量的主要依據,并且鍍鋅層受到槽鋼表面的影響。
組成結構和結構有不同的反應,鋅溶液的角度和速度也受到很大影響。因此,實際上不可能形成完全均勻的鋅層厚度。因此, 不可能通過單點(部分)測量粘附量。有必要測量每單位面積的平均附著鋅重量。
有許多測量粘附量的方法,如破壞性切片金相觀察,酸洗,非破壞性薄膜厚度計,電化學方法和重量差估算方法。常用的是測量方法和酸洗方法。涂層厚度計是通過磁場感應測量鋅層厚度的常用方法。基本條件是槽鋼的表面必須光滑和完整,以便可以獲得更準確的數量。
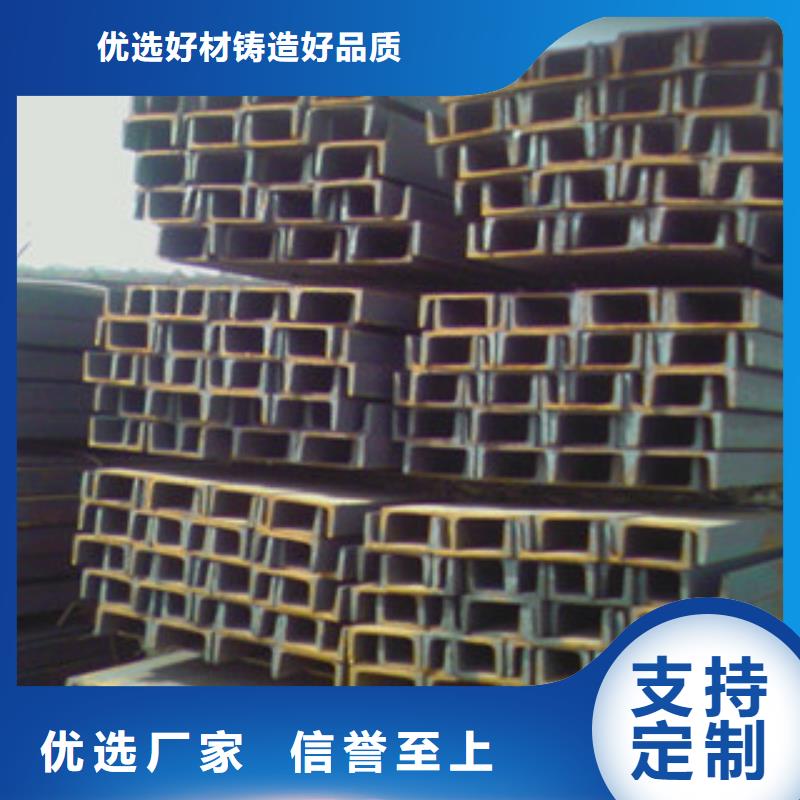
酸洗方法是正式檢驗報告的準確方法。但是,切片時要注意上下部分的公平選擇,以獲得準確的數字。但是,它也有缺點,如很多時候,復雜的坦克面積不容易找到,太大的碎片不能浸泡。因此,充分利用厚度計來控制現場過程,并使用酸洗方法進行終檢查就足夠了。槽鋼在分類上分為普通槽鋼和輕型槽鋼。槽鋼在建筑業的應用時十分廣泛的,大家在很多的建筑物中都可以看到槽鋼的身影,當然除了應用在建筑業之外,它在汽車的制造以及其他的工業中也是有使用的。槽鋼在平時的使用中,有些時候不會單單的只使用槽鋼,它往往會和其他材料來搭配使用,這樣可以達到一個更好的效果。例如,槽鋼常常和工字鋼放在一起配合使用,這就使得槽鋼的使用價值更上一層樓。槽鋼在分類上又不同的分類方法,如果按照形狀來分類的話又可以分為冷彎不等邊槽鋼,冷彎等邊槽鋼,冷彎內卷邊槽鋼,冷彎外卷邊槽鋼等這4中類型。槽鋼在放置的時候應該立著放而不應該趴著放,因為槽鋼受力的時候是它的翼板在受力。腰厚度。
組成結構和結構有不同的反應,鋅溶液的角度和速度也受到很大影響。因此,實際上不可能形成完全均勻的鋅層厚度。因此, 不可能通過單點(部分)測量粘附量。有必要測量每單位面積的平均附著鋅重量。
有許多測量粘附量的方法,如破壞性切片金相觀察,酸洗,非破壞性薄膜厚度計,電化學方法和重量差估算方法。常用的是測量方法和酸洗方法。涂層厚度計是通過磁場感應測量鋅層厚度的常用方法。基本條件是槽鋼的表面必須光滑和完整,以便可以獲得更準確的數量。
酸洗方法是正式檢驗報告的準確方法。但是,切片時要注意上下部分的公平選擇,以獲得準確的數字。但是,它也有缺點,如很多時候,復雜的坦克面積不容易找到,太大的碎片不能浸泡。因此,充分利用厚度計來控制現場過程,并使用酸洗方法進行終檢查就足夠了。槽鋼在分類上分為普通槽鋼和輕型槽鋼。槽鋼在建筑業的應用時十分廣泛的,大家在很多的建筑物中都可以看到槽鋼的身影,當然除了應用在建筑業之外,它在汽車的制造以及其他的工業中也是有使用的。槽鋼在平時的使用中,有些時候不會單單的只使用槽鋼,它往往會和其他材料來搭配使用,這樣可以達到一個更好的效果。例如,槽鋼常常和工字鋼放在一起配合使用,這就使得槽鋼的使用價值更上一層樓。槽鋼在分類上又不同的分類方法,如果按照形狀來分類的話又可以分為冷彎不等邊槽鋼,冷彎等邊槽鋼,冷彎內卷邊槽鋼,冷彎外卷邊槽鋼等這4中類型。槽鋼在放置的時候應該立著放而不應該趴著放,因為槽鋼受力的時候是它的翼板在受力。腰厚度。


某鋼廠中400mm機組是以生產中號角鋼和槽鋼為主的型材機組,年產量65萬噸,其中槽鋼產品規格為638~1208,產量約占總產量的25%。成品槽鋼的分段作業采用1臺400t冷剪機進行。槽鋼剪切質量對后續工藝,特別是焊接質量影響較大,若剪切斷口處存在塌肩、毛刺、撕裂、切斜等缺陷,則會使槽鋼對接時存在較大縫隙,影響焊接質量,特別是強度指標,從而造成較大的隱患。
安鋼垂400mm機組隨生產節奏和產量的提高,上述剪切缺陷越來越突出,剪切質量內控達標率僅為94.2%。而且剪刃的使用壽命越來越短,平均每班更換一次,造成生產成本和職工勞動強度增加。針對這些問題,從工藝、技術和操作上進行了認真分析,并提出了相應改進措施,取得了較好效果。
1、工藝原因該機組的設計能力為20萬t/a,但產量達到了60萬t/a,冷床區生產能力不足的問題很突出,與生產角鋼相比,槽鋼的冷卻速度較慢,從而造成剪切時槽鋼溫度較高,極易出現塌肩、毛刺、撕裂等缺陷,并且對剪刃壽命的影響較大。
2、剪刃設計原因槽鋼剪刃設計的基本依據是槽鋼成品孔型形狀,如圖1所示(以100#槽鋼為例)。這種設計在剪切過程中易出現以下問題:一是槽鋼兩肩部與其他部分相比,相對較厚,所需剪切力也較大,剪刃磨損較快,剪刃使用一段時間后。
這一部分相對磨損量大,致使肩部間隙較大,易出現塌肩現象;二是槽鋼兩腿與腰部處相比,由于剪切角度的影響,當剪刃磨損后,在剪切兩腿時,剪切量變小,腿部剪切由通常的剪斷變成了撕斷,槽鋼腿端面極易出現毛刺;三。
后兩點是影響槽鋼剪切質量的主要原因。改進措施針對上述3個問題,分別采取了相應措施。1、針對冷床冷卻速度慢的問題,在冷床區增加了水霧風機來提高冷床區的冷卻速度,又在剪機前一個倍尺處增加了一組水霧噴頭,降低槽鋼剪切部分的溫度,從而避免了因鋼溫高而造成的剪切缺陷。
上剪刃寬度由100mm改為99mm,減少上剪刃在左右方向的間隙,改善槽鋼兩角部的剪切質量;下剪刃兩角部圓弧尺寸由R8mm改為R7mm,提高兩角部的剪切重疊量,改善槽鋼肩部剪切質量;下剪刃上邊寬度由79mm改為80mm,下邊寬度由97mm改。
3、通過對各規格槽鋼實際剪切質量和剪切間隙進行數據回歸分析,制定了每種規格的剪切間隙規范,具體為:63#槽鋼為0.20~0.30mm、80#槽鋼為0.20~0.35mm、100#槽鋼為0.25~0.35mm,120#槽鋼為0.25~0.40mm,并做出厚度為0.20~1.00mm的不同墊片。
2、針對槽鋼剪刃設計存在的問題,結合生產實際情況,將剪刃設計為圖2所示的形狀(以100#槽鋼為例)。每次更換剪刃時,先測量間隙,再選擇相應的墊片,確保剪切間隙控制在工藝要求范圍內。進出口情況分單純性進口及隨同成套工程引進進口等兩個渠道。
安鋼垂400mm機組隨生產節奏和產量的提高,上述剪切缺陷越來越突出,剪切質量內控達標率僅為94.2%。而且剪刃的使用壽命越來越短,平均每班更換一次,造成生產成本和職工勞動強度增加。針對這些問題,從工藝、技術和操作上進行了認真分析,并提出了相應改進措施,取得了較好效果。
1、工藝原因該機組的設計能力為20萬t/a,但產量達到了60萬t/a,冷床區生產能力不足的問題很突出,與生產角鋼相比,槽鋼的冷卻速度較慢,從而造成剪切時槽鋼溫度較高,極易出現塌肩、毛刺、撕裂等缺陷,并且對剪刃壽命的影響較大。
2、剪刃設計原因槽鋼剪刃設計的基本依據是槽鋼成品孔型形狀,如圖1所示(以100#槽鋼為例)。這種設計在剪切過程中易出現以下問題:一是槽鋼兩肩部與其他部分相比,相對較厚,所需剪切力也較大,剪刃磨損較快,剪刃使用一段時間后。
這一部分相對磨損量大,致使肩部間隙較大,易出現塌肩現象;二是槽鋼兩腿與腰部處相比,由于剪切角度的影響,當剪刃磨損后,在剪切兩腿時,剪切量變小,腿部剪切由通常的剪斷變成了撕斷,槽鋼腿端面極易出現毛刺;三。
后兩點是影響槽鋼剪切質量的主要原因。改進措施針對上述3個問題,分別采取了相應措施。1、針對冷床冷卻速度慢的問題,在冷床區增加了水霧風機來提高冷床區的冷卻速度,又在剪機前一個倍尺處增加了一組水霧噴頭,降低槽鋼剪切部分的溫度,從而避免了因鋼溫高而造成的剪切缺陷。
上剪刃寬度由100mm改為99mm,減少上剪刃在左右方向的間隙,改善槽鋼兩角部的剪切質量;下剪刃兩角部圓弧尺寸由R8mm改為R7mm,提高兩角部的剪切重疊量,改善槽鋼肩部剪切質量;下剪刃上邊寬度由79mm改為80mm,下邊寬度由97mm改。
3、通過對各規格槽鋼實際剪切質量和剪切間隙進行數據回歸分析,制定了每種規格的剪切間隙規范,具體為:63#槽鋼為0.20~0.30mm、80#槽鋼為0.20~0.35mm、100#槽鋼為0.25~0.35mm,120#槽鋼為0.25~0.40mm,并做出厚度為0.20~1.00mm的不同墊片。
2、針對槽鋼剪刃設計存在的問題,結合生產實際情況,將剪刃設計為圖2所示的形狀(以100#槽鋼為例)。每次更換剪刃時,先測量間隙,再選擇相應的墊片,確保剪切間隙控制在工藝要求范圍內。進出口情況分單純性進口及隨同成套工程引進進口等兩個渠道。



總結槽鋼【鍍鋅鋼板】嚴選用料_國耀宏業鋼鐵有限公司,固定電話:18802262066,移動電話:022-87932066,聯系人:劉國耀,QQ:806424688,經濟開發區國耀宏業鋼鐵 發貨到 廣西省南寧市。