

")
")
")
如何對綿陽螺旋鋼材進(jìn)行管理質(zhì)量控制對于在綿陽螺旋鋼管管口組對時存在錯口超標(biāo)的問題應(yīng)采取如下防范對策:(1)盡量采用內(nèi)對口器。(2)組對時做好測量和修口工作。(3)組對時做好焊接管段的級配工作。(4)局部采用紫銅錘或銅墊板錘擊校正。(5)當(dāng)錯口變形平重時要進(jìn)行割口處理。綿陽螺旋鋼管鋼材管理:(1)使用內(nèi)對口器時與之相配套的設(shè)備、壓風(fēng)機(jī)設(shè)備和吊管機(jī)必須在施工前檢查完好使用操作靈活;在使用時應(yīng)按操作規(guī)程作。(2)對口前要認(rèn)真檢查對口使用的設(shè)備是否正常:對口時要設(shè)專人指揮按規(guī)范的動作指揮操作避兔傷害事故發(fā)生。(3)在施工中如采用墊士墩或墊麻包袋裝稻殼墊高管線時墊高必須堅實牢固防止管道滾動傷人;不準(zhǔn)用凍土、石塊墊綿陽螺旋鋼管。")
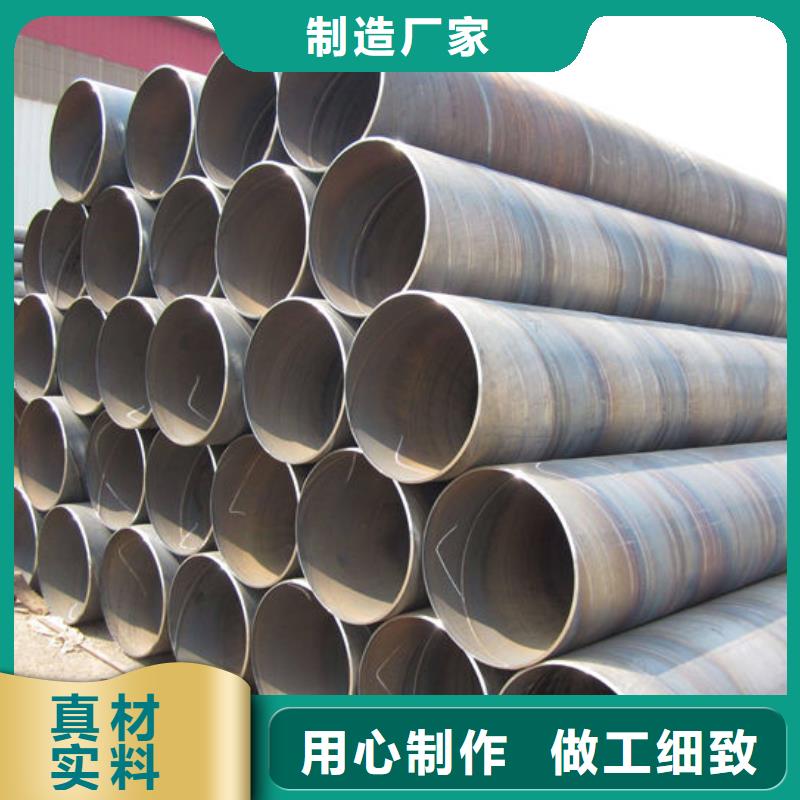
綿陽螺旋鋼管的主要技術(shù)特點:1.成形過程中,鋼板均勻變形,殘余應(yīng)力小,表面無劃痕。加工后的綿陽螺旋鋼管在直徑和壁厚范圍內(nèi)具有更大的靈活性,特別是在生產(chǎn)高鋼級厚壁管,特別是中小直徑厚壁管時,它具有其他流程無法比擬的優(yōu)勢,可以滿足用戶的需求。對螺旋鋼材規(guī)格有更多要求。2.先進(jìn)的雙面埋弧焊技術(shù)能實現(xiàn)位置的焊接,不易出現(xiàn)邊緣誤差、焊接偏差、焊接缺陷等問題,便于焊接質(zhì)量的控制。3.為了使鋼管生產(chǎn)全過程得到有效檢測和監(jiān)控對鋼管進(jìn)行百分百的質(zhì)量檢驗,有效保證了產(chǎn)品質(zhì)量。4.整個生產(chǎn)線的所有設(shè)備都具有與計算機(jī)數(shù)據(jù)采集系統(tǒng)聯(lián)網(wǎng)的功能,以實現(xiàn)數(shù)據(jù)的實時傳輸,生產(chǎn)過程中的技術(shù)參數(shù)由中央控制室控制。5.原料是盤管、導(dǎo)線和熔劑。進(jìn)入前必須經(jīng)過嚴(yán)格的物理和化學(xué)檢驗。6.剝?nèi)ヤ擃^尾對接接頭,采用單絲或雙絲埋弧焊,卷成鋼管鋼材后,自動進(jìn)行埋弧焊修復(fù)焊接。7.成形前,將帶鋼調(diào)平,修整,刨平,表面清潔,運輸和預(yù)彎曲。8.用電接觸壓力計控制輸送機(jī)兩側(cè)的壓力,以確保鋼帶的順利運輸。")
綿陽角鋼的規(guī)格GB/T2101-2008(型鋼驗收、包裝、標(biāo)志及質(zhì)量證明書的一般規(guī)定);GB/T706-2008(代替GB/T9787-88 GB/T9788-88)(熱軋等邊/不等邊綿陽角鋼尺寸、外形、重量及允許偏差);JISG3192-94(熱軋型鋼的形狀、尺寸、重量及其容許差);DIN17100-80(普通結(jié)構(gòu)鋼質(zhì)量標(biāo)準(zhǔn));ГОСТ535-88(普通碳素型鋼技術(shù)條件)。根據(jù)上述標(biāo)準(zhǔn)的規(guī)定,綿陽角鋼鋼材應(yīng)成捆交貨、其捆扎道次、同捆長度等應(yīng)符合規(guī)定。綿陽角鋼一般屬裸裝交貨,運輸和儲存均需要注意防潮。綿陽角鋼材的表面質(zhì)量在標(biāo)準(zhǔn)中有規(guī)定,一般要求不得存在使用上有害的缺陷,如分層、結(jié)疤、裂縫等。綿陽角鋼幾何形狀偏差的允許范圍在標(biāo)準(zhǔn)中也有規(guī)定,一般包括彎曲度、邊寬、邊厚、頂角、理論重量等項,并規(guī)定綿陽角鋼不得有顯著的扭轉(zhuǎn)。")
綿陽熱鍍鋅方管是在將方管加工成型之后,再放進(jìn)熱鍍鋅池進(jìn)行化學(xué)反應(yīng),使其在表面形成一層鍍鋅層,以達(dá)到防腐防銹的效果。怎么判斷綿陽熱鍍鋅方管鋼材的質(zhì)量?下面我們一起來了解一下吧!處理綿陽熱鍍鋅方管是相對簡單的,但在管的成形后的性能有了很大的提高,無論強(qiáng)度或韌性的比普通方管要好得多,而且抵抗氧化環(huán)境在工程施工的侵蝕有大范圍的應(yīng)用。就其質(zhì)量而言,從外觀上很容易看出。首先,如果綿陽熱鍍鋅方管表面鍍鋅層不均勻、范圍大,可以判定為不合格品。觀察鍍鋅管的表面,看是否有滲漏的鍍層,刺痛和白色的斑點。這些性狀并不是代表綿陽熱鍍鋅方管鋼材的材料不好或者鍍鋅時加工不標(biāo)準(zhǔn),而是這樣的組合表明這種鍍鋅方管的質(zhì)量不夠好。")