
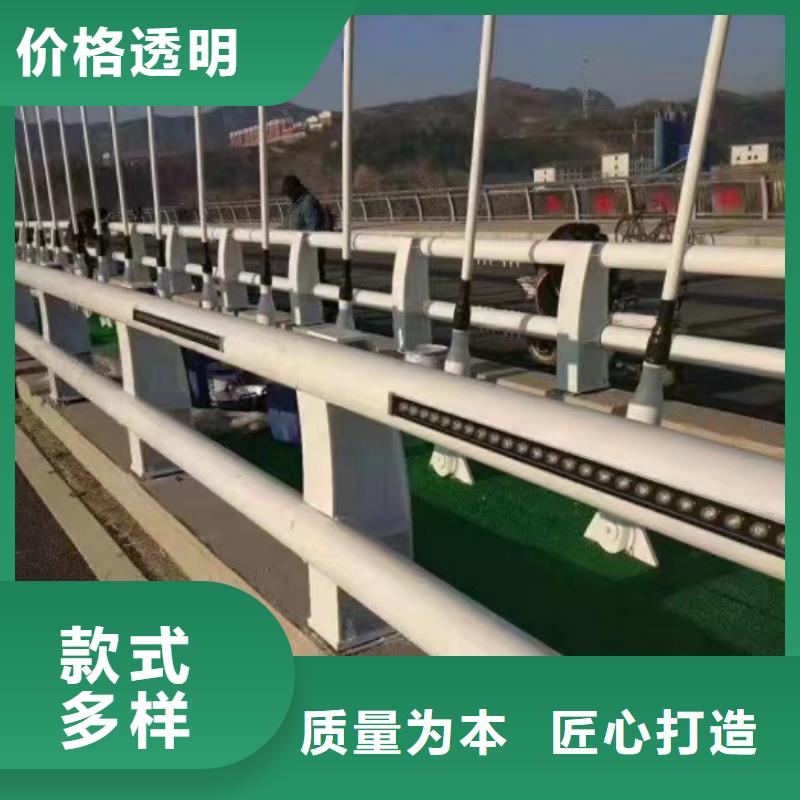




下面為大家介紹一下道路護欄的基本信息:高速公路是從80年代發展起來的,它對國民經濟和社會的發展起著重要的影響作用。,遍防腐處理是鍍鋅,耐腐蝕性極強,第二遍是噴、浸塑,各種顏色的噴、浸塑令您耳目一新。 下面為大家介紹一下鐵藝護欄的生產質量:鐵藝護欄安裝的每個之前應清理和涂刷脫模劑,脫模劑涂刷均勻。軌道焊接、綁扎應符合設計和規范要求,尤其內鋼筋位置準確。模板安裝檢查模板的側面和頂面,側表面和頂部表面的模板將直。 鐵路混凝土表面蜂窩面積不得超過表面積的0.5%,其深度小于10毫米。同一跨度單側鋼軌應澆注,后用鋼模板,模板,確保端外部沖洗。鐵路表面和焊縫不得有裂紋。錯站,光滑,外觀質量問題要及時處理,并確保色彩的一致性。 下面為大家介紹一下不銹鋼復合管護欄的作用:高速行駛的車輛具有很大的動能。當出現緊急狀況,車輛會出于躲閃、失控等原因沖向不銹鋼復合管護欄。此時不銹鋼復合管護欄的作用便是避免發生車輛沖撞和人員傷亡。設想一輛汽車高速撞向一堵鋼筋混凝土墻,車會在瞬時間停止,與此同時,其的動能會大部分轉化為破壞車輛的能量,導大的損傷。
 <寧夏>聚晟護欄制造有限公司
<寧夏>聚晟護欄制造有限公司
不銹鋼樓梯欄桿、扶手安裝操作要點:欄桿立柱安裝應按央求及施工墨線從起步處向上的次第中止。樓梯起步處平臺兩端立柱應先安裝,安裝分焊接和螺栓固定兩種方法。焊接施工時,其焊條應與母材材質相同,安裝時將立柱與埋件點焊暫時固定,經標高、垂直校正后,施焊穩定。采用螺栓銜接時,立柱底部金屬板上的孔眼應加工成腰圓形孔,以備收縮螺栓位置不符,安裝時可作微小調整。施工時,在安裝立柱基層部位,用電鉆鉆孔打入收縮螺栓后,銜接立柱并稍作固定,安裝標高有誤差時用金屬薄墊片調整,經垂直、標高校正后固緊螺帽。兩端立柱安裝終了后,拉通線用同樣方法安裝其他立柱。立柱安裝必需穩定,不得松動。立柱焊接以及螺栓銜接部位,除不銹鋼外,在安裝完后,均應中止防腐防銹處置,并且不得外露,應在根部安裝裝飾罩或蓋。 不銹鋼復合管的需求量的上下是和房地產等各種的行業展開是密不可分的,關于不銹鋼復合管而言它的需求和各種的效率的不時地是和房地產行業有著比較龐大的關系的,由于房地產的動搖和不穩定,不銹鋼復合管在 季度的時分是總體表現良好的,價錢有著反的可能性,但是總體表現是比較良好的,沒有太大的動搖性,供需基本是平穩運轉的。各個行業的展開常常是“牽一發而動全身”,要關注需求的變化,這樣的話在消費上也是發揮出來愈加重要地作用的!一季房地產數據相當亮眼。其中,房地產投資完成額累計同比增長10.4%,創出近24個月新高;房屋新開工面積聚計同比增長9.7%,為2017年6月以來的高值。同時,新開工面積與竣工面積之比抵達1.67,為2014年以來高值。

每天國內有大量的鐵藝護欄因為而導致了腐蝕。要定期做好除此工作,戶外塵埃飛揚,隨著時間的推移,上面的灰塵也越來越多,并且時間一長也會影響到它的色澤,因此一定要做好定期的除灰工作。以上介紹的是鐵藝護欄的保養工作,希望大家有所了解,更多信息請登錄。 下面為大家介紹一下安裝不銹鋼復合管護欄的注意事項:不銹鋼復合管護欄安裝后要對欄桿安置凈高度量尺核查,應切合 性范例要求和計劃要求。核對已封存樣板,對扶手、桿件、配件等進行仔細檢查。質料型 、尺寸、花紋切合計劃要求,不銹鋼復合管型材外貌干凈無劃痕、碰傷、無銹蝕。 桿件無彎曲征象,對安置牢固程度進行檢查,無松動、搖晃征象。不銹鋼復合管百葉、欄桿的附件安置位置要齊全牢固包管利用成果要求安置質量必須切合計劃要求。安置完成后包裝紙不能馬上拆除,應在全部建筑活動完成后拆除。 為了交通,各式各樣的交通護欄出現在市場上,提供了良好的保障為城市建設,當人美觀效果也增強了。為了使交通護欄的使用壽命延長,和保養工作一定要定期進行。下面跟大家說說交通護欄如何。首先,交通護欄的它的防潮性和使用壽命有一定的關系。
寧夏防撞欄桿-資質齊全
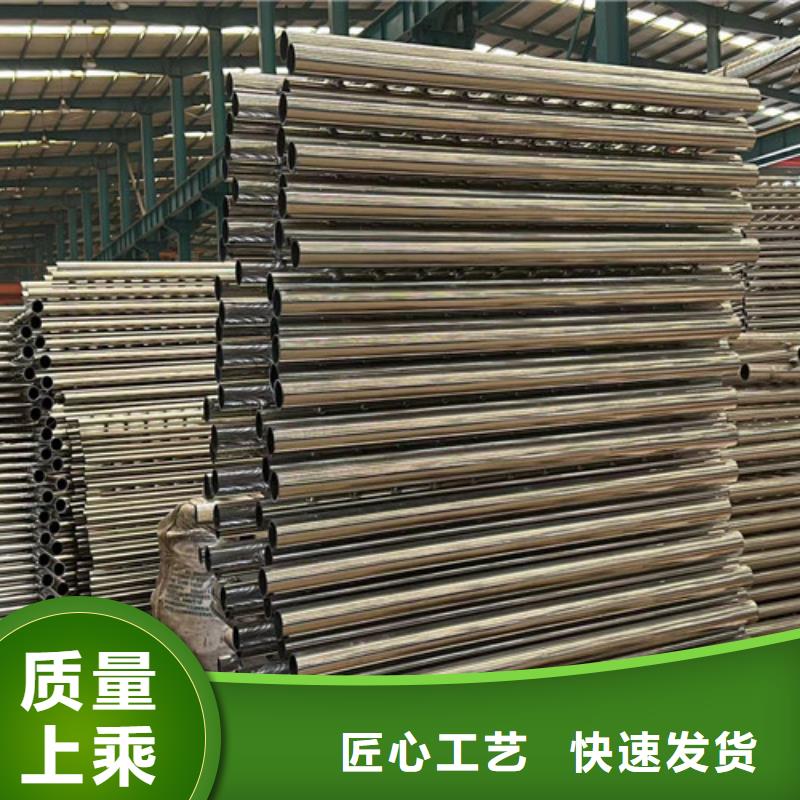
不銹鋼復合管具有以下優點: 不生垢、不結瘤、耐腐蝕在鋼管內復合薄壁不銹鋼管,不銹鋼管的材質為“GB12771-2000流體輸送用不銹鋼焊接鋼管”規定的0Cr18Ni9(美國標準為AISI304),由于鋼中含有18%的鉻,在使用過程中管道內壁形成一層極薄的氧化鉻薄膜,該薄膜阻止金屬繼續氧化,故不銹鋼有很強的耐腐蝕性能,http://www.sdsgg.com/不僅能承受水和空氣的腐蝕,而且可以承受弱酸弱堿的腐蝕。外復不銹鋼管的厚度有0.4-1.2毫米,而鍍鋅鋼管的鍍鋅層厚度僅為0.07毫米,厚度相差5.7-17倍,不銹鋼的耐腐蝕性和致密性又強于鍍鋅鋼管鍍鋅層。所以,內襯不銹鋼復合鋼管在使用過程中不用擔心因內壁銹蝕產生結垢、結瘤而使內孔縮小。 可以焊接 3.1內襯不銹鋼復合鋼管之間可以采用焊接。焊接工藝可參照GB/T13148-1991“不銹鋼復合鋼板焊接技術條件”。3.3 焊前應采用機械方法及有機溶劑,焊縫表面和焊接坡口兩側至少各20mm范圍內的油污、銹跡、金屬屑、氧化膜及其他污物。3.4 焊條采用GB/T983 “不銹鋼焊條”規定的A302(E309)焊條規格為Φ3.2. 3.5 焊接方法采用手工電弧焊;對要求較高的焊縫可以采用鎢極氬弧焊打底,在接近碳鋼部位用手工電弧焊,或者全部采用鎢極氬弧焊。采用鎢極氬弧焊時,焊絲采用同E309相同成分的A302焊絲。 焊接設備焊接設備應滿足焊接工藝要求,并符合有關設備標準的規定。采用手工電弧焊時采用直流電焊機。3.6 焊接程序先焊復材(不銹鋼管),再焊過渡層, 焊基材(碳鋼管)。3.7 焊接要求復材焊縫表面應盡可能與復材表面保持平整、光順。焊接過渡層時,要在保證熔合良好的前提下,盡量減少基材金屬的熔入量,即降低熔和比。為此應采用較小直徑的焊條或焊絲,及較小的焊接絲能量。對接焊縫的余高應不大于1.5mm。
