

聯系我們

- 【彎曲中心鋼筋滾絲機全新升級品質保障】
- 歐式風格輕鋼別墅輕鋼別墅款式多樣
- 【礦用絞車】_JKMD型多繩摩擦礦井提升機貨真價實
- 鋼板鍋爐管一站式采購商
- 鋼筋籠滾籠機鋼筋彎曲中心貨源報價
- 水下堵漏水下管道拆墻服務周到
- 景區防撞隔離欄桿規格齊全
- 繞筋機不用鋼筋籠纏繞籠機批發價格
- 【萬向支座】球鉸支座優質材料廠家直銷
- 吊桶、吊鉤【礦用提升絞車】廠家十分靠譜
- 【密集檔案柜廠家】
- 候車亭【分類果皮箱】源廠直接供貨
- 鄉村振興精神堡壘 定制仿古精神堡壘 不銹鋼精神堡壘導視牌 景區精神堡壘 大型不銹鋼精神堡壘 精神堡壘制作廠家 停車場精神堡壘 廣場精神堡壘 城市標志精神堡壘 工地住宅精神堡壘 防腐防銹精神堡壘 戶外異性精神堡壘 美麗鄉村精神堡壘廠家報價
- 鍍鋅角鋼H型鋼合作共贏
- 【杈杷果石榴樹源頭廠家直銷】
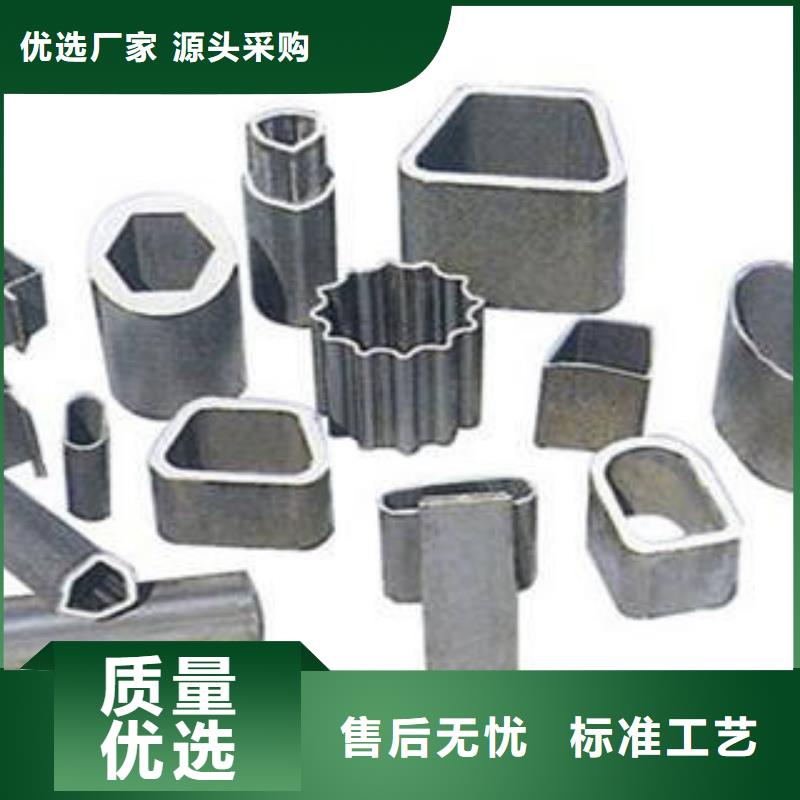
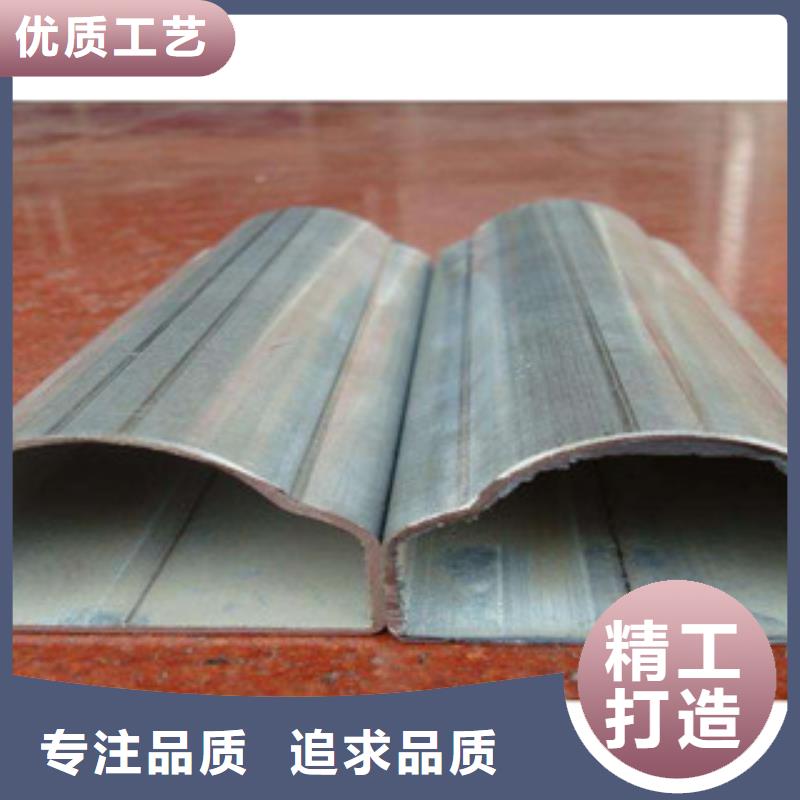
異型管圓鋼產品優良
更新時間:2025-01-05 09:32:23 瀏覽次數:1 公司名稱:聊城 浩融金屬制品廠有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 469 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 品牌 | 浩融金屬 |
| 產地 | 山東 |
| 是否進口 | 否 |
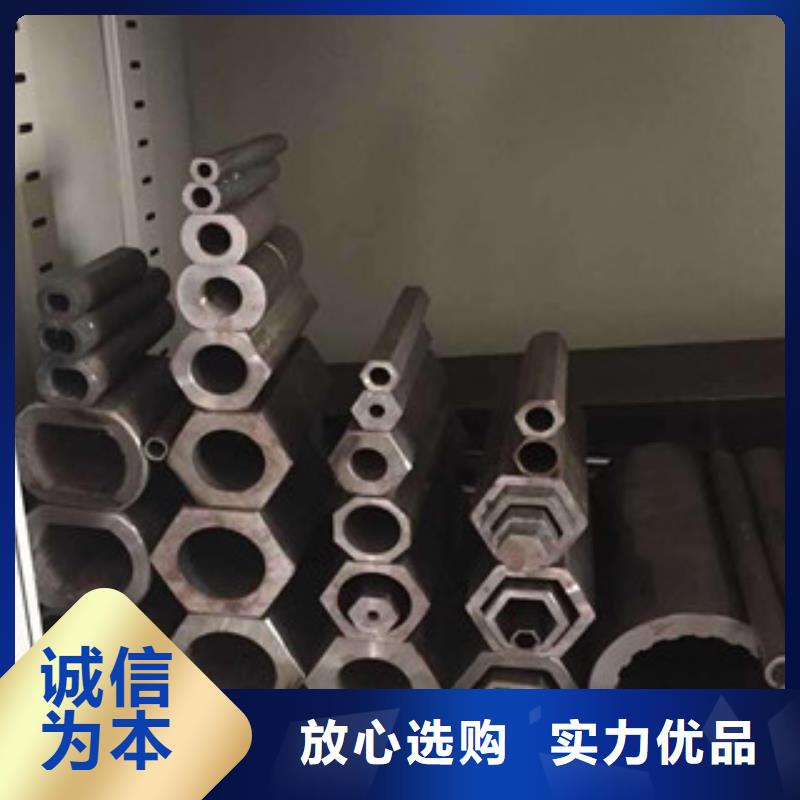


異型管電鍍前的準備工作
異型管在生產制造、加工搬運、保存期間會有油酯、氧化物銹皮、氫氧化物、灰塵等污物附著于表面,若不去除這些污物而進行電鍍將得不到良好的鍍層。所以在異型管電鍍加工前應做好以下準備工作:
(一)去除氧化物及銹皮的基本方法有:噴砂除銹、滾筒除銹、刷光除銹、酸浸漬、鹽浴除銹、鹼劑除銹、酸洗,我們要根據情況進行選擇。
(二)污物的種類可分為有機物及無機物。有機物污物主要是動物性油酯,植物性油酯及礦物性油酯,無機物污物是金屬氧化物、鹽類、塵埃、及砂土。另外由有機物和無機物污物之物如研磨屑、研磨材料。動物性及植物性油酯可被化緘劑皂去除。礦物性油污無法被緘劑皂去除需用三菉乙烯、汽油、石油溶劑乳化劑等去除。無機物污物可被酸或緘溶解,利用酸、緘浸漬、化學或電解方法去除及機械研磨方法去除。無機、有機混合污物去除較困難,除了利用化學方法,亦須用電解,機械研磨等方法聯合應用去除。



異型管波浪缺陷的七點措施
異型管在退火時可能會出現局部波浪形,表現為中間浪和邊浪,少量二肋浪。這種缺陷一般與來料質量、機組爐底輥磨損程度、加熱和冷卻時的熱應力等因素有關。我們可以采取以下措施來進行:
(一)通過增加控冷風機的輸出量,通過增加快冷風機的輸出功率來進行調整。
(二)在異型管生產過程中,通過高低牌號調整和爐內氣氛控制減少結瘤磨輥的時間,從而減少碳套輥的整體磨損。如果此時還出現碳套輥整體磨損邊浪,則是碳套輥超期服役造成的。
(三)為兩側邊浪,減少異型管帶鋼邊部氮氣通入量,增加二肋氮氣通入量,將控冷擋板的比例由原來的2-5-9-5-2調整為1-6-9-6-1。
(四)正常情況下,連退爐內帶鋼張力根據帶鋼規格計算設定,原則是保證帶鋼的穩定運行。張力過小,影響糾偏輥的糾偏能力,不能保證帶鋼在爐內中間運行的軌跡,使帶鋼在爐內跑偏,嚴重時造成刮邊。來料出現不平度為1.5%的浪形時,爐內張力應適當調低。
(五)生產中要使爐子兩側燒嘴燃燒的數量一致且分布對稱,根據儀表顯示和火焰顏色調整燃燒狀態,使異型管帶鋼在無氧化爐內加熱均勻,以防止產生加熱浪形。
(六)碳套的使用周期根據生產規格和牌號可以有一定區別,生產牌號越高,碳套使用周期越短;生產規格越窄,碳套使用周期越短。建議中低牌號連退退火機組碳套使用周期為4-6個月。
(七)保證碳套輥與異型管鋼帶的同步性。在設定爐輥速度時,要考慮帶鋼的熱膨脹,根據對應爐段的不同溫度進行爐輥的速度補償,使每根爐輥的速度都和相應的帶鋼速度一致,以減少爐輥和帶鋼速度不同步造成的爐底輥磨損。



浩融金屬制品廠有限公司以“品質優先、交貨及時、誠信合作、服務完善、共銅發展”的企業文化,愿與您和您的企業一同成長發展,共創美好明天。 感謝各界人士,廣大客戶給予的關心與支持,我司也將一如既往的以滿懷熱忱與真誠的態度期待與您的合作,竭誠為您提供完善服務,敬請垂詢!期待與您共創雙贏、共創輝煌! 我們以“品質優先、交貨及時、誠信合作、服務完善、共同發展的企業文化,愿與您和您的企業- -同成長發展,共創美好明天。 感謝各界人士,廣大客戶給予的關心與支持,我司也將- -如既往的以滿懷熱忱與真誠的態度期待與您的合作,竭誠為您提供完善服務,敬請垂詢!期待與您共創雙贏、共創輝煌。


異型管形狀缺陷的九點控制方法
異型管生產中我們應該考慮對板坯形狀缺陷的控制,常見的形狀缺陷有鼓肚、凹陷等。要控制這一缺陷,我們可以從以下九個方面著手:一、盡量控制鋼中碳含量避開包晶反應區,向上限或下限控制。
二、根據異型管鋼種特性選用合適的保護渣,適當提高結晶器保護渣黏度,提高保護渣傳熱均勻性,保護渣加入時堅持勤加少加原則。
三、監測振動平穩性,保證振動橫向偏擺不大于0.2mm,縱向偏擺不大于0.4mm。
四、控制好異型管鋼水過熱度,確定合適的拉速制度,防止溫度過高、拉速過快造成的坯殼過薄。
五、為大面偏離角的嚴重凹陷,應做好扇形段液壓系統的維護、點檢,防止液壓失壓或扇形段抬起。提高扇形段夾輥質量并做好日常點檢,防止夾輥斷裂,偏離角部位出現嚴重凹陷后應立即停機,避免損失過大。停機后處理液壓系統故障或更換扇形段。
六、嚴格水口裝配,保證水口對中良好,防止偏流,保證異型管均勻凝固。
七、保證結晶器水縫均勻,提高結晶器材質,防止結晶器磨損嚴重及鍍層脫落,結晶器實施弱冷冷卻,合理控制冷卻強度。
八、提高扇形段順弧精度,尤其是結晶器與零段,發現零段夾輥彎曲嚴重及時進行更換。
九、適當增加窄面足輥與鑄坯的接觸程度,防止異型管鼓肚,但足輥不應調整過硬,否則可能造成拉坯阻力大。


