



⑴、A區是箍筋也就是盤筋的存放區,這一區域的寬度至少要3米,A區上側*有道路相通,以便箍筋的存放及放入箍筋料架的操作。如果上側無道路,則設備二側和生產區邊界距離要方便于物料的進出;
⑵、設備和生產區邊界相距至少1米以上,如果考慮到物料進出A區方便,一側或二側距生產區邊界距離要在2~3米以上;
⑶、B區為主筋原料區,主要考慮上料方便,及儲存的方便;
⑷、C區為鋼筋籠成品區,主要考慮下料及鋼筋籠補焊的方便。
功能應用主機;含機架、底座、鐵輥、傳動系統等。需要在設備上制作骨架時(人員少,工作量不足,無機械連接、單節鋼筋籠等情況),可按人工制作方式生產,利用膠輥帶動骨架轉動,可完成全部主、箍筋焊接生產。完工的骨架不下設備,繼續進行繞筋工作。還可在機器上點動鋼筋籠,完成焊接備齊一節鋼筋籠所需箍筋按位置平放兩鐵輥上,將一根主筋抬放于鐵輥長度上方,調整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。焊完一節主、箍筋,低速轉動鐵輥,抬第二根主筋準備焊接。

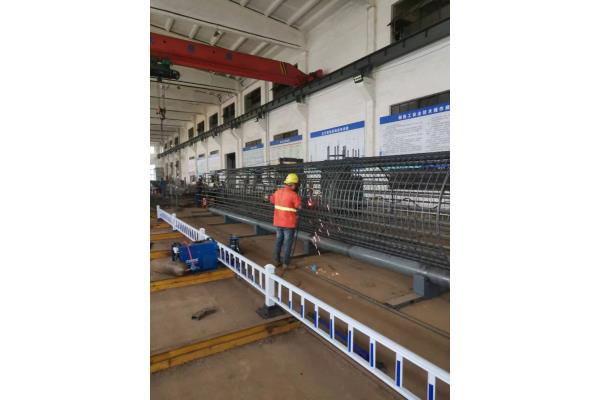
5、箍筋纏繞及焊接
鋼筋安裝利用箍筋盤,通過調直機構,把箍筋端部與主筋連接,移動盤轉動前移,通過控制臺設定好的轉速與移動速度,進行箍筋纏繞及間距控制。
箍筋與主筋交叉點采用CO2保護焊焊接。該部位為設備的選配結構,可選擇自動手,也可直接人工焊接。
6、相鄰鋼筋籠對接
以 、二節鋼筋籠連接為例,當 節鋼筋籠加工完成后,在末端剩余1m時,通過固定盤分料器,人工連接第二節主筋,完成后開動移動盤繼續向前移動,同時繼續纏繞箍筋,停止焊接,將第二節鋼筋籠拖出固定盤模板1m后,停止移動盤,鎖緊固定盤模板定位螺栓,人工標識主筋連接順序,拆開兩節鋼筋籠之間的連接,卸除 節鋼筋籠,將移動盤回移到位后,重復以上工序,完成第二、三節鋼筋籠加工。
7、加勁箍圈的制作與安裝
加勁箍圈采用自動彎箍機進行加工。
加勁箍圈安裝分為兩步, 步分是在鋼筋籠完成自動滾焊后卸除鋼筋籠前,為保證整體剛度,在鋼筋籠兩端及中間各焊接一加勁箍圈;第二步是完成卸籠后,在半成品存放區進行剩余部分加勁箍圈的安裝及焊接及聲測管的安裝。
卸籠

RLJ-3000鋼筋籠成機主機是采傳動理---即鋼筋籠平置于2組鐵輥之間轉動,小車載著線材平行于主機勻速行進,產生螺旋狀繞筋,中施焊(亦可快速纏繞后施焊或綁扎)直至完成生產全。除主設備滾焊機外, 還需切斷機1臺、對焊機2臺以上、連接設備1臺以上。E. 電力 全部機具總功率約50KW.數控鋼筋籠繞筋機液壓系統噪聲是對工作的一種污染,分機械噪聲和流體噪聲。在數控鋼筋籠繞筋機液壓系統中,電動機、數控鋼筋籠繞筋機液壓泵和籠滾焊機液壓馬達等的轉速都很高,如果它們的轉動部件不平衡,就會產生周期性的不平衡力,引起轉軸的彎曲振動。JMGJL3000型鋼筋籠成型機主機是采用傳動原理---即鋼筋籠平置于2組橡膠動力托輥之間轉動,小車載著線材平行于主機勻速行進,產生螺旋狀繞筋,中施焊(亦可快速纏繞后施焊或綁扎)直至完成生產全。成都鋼筋籠繞筋機生產廠家
我公司可根據客戶情況定制設備,可加工30米以上,直徑兩米以上鋼筋籠,精度高,誤差小,兩個相鄰之間繞筋誤差在3mm以內,用米尺直接拉3米長度,總共誤差在2CM以內.鋼筋籠滾焊機直徑可調、鋼筋籠主筋根數可調、發動機轉數可調、鋼筋籠纏繞筋間距可調;整機采取拆裝組合式,更展現其科學的設計理念。公司正沿著發展歷程,實現鋼筋加工機械自動化、產業化,加工商品化,鋼筋籠繞筋機正逐步被廣大的高速鐵路、高速公路、城市建設和路橋工程建設等用戶運用和推廣。主要用于:建筑行業中以手工工藝制作的各種圓形鋼籠,采用半自動的方式去完成其繞筋成型整個工藝的機械設備。用途:廣泛用于市政國防的高層建筑高速鐵路高速公路跨海大橋的深孔樁等大型基礎設施。

主要產品有:數控鋼筋籠滾焊機、數控鋼筋網排焊機、數控鋼筋切斷機、數控鋼筋彎曲中心、數控彎箍機、筋成型機、聯合沖剪機、鐓粗機、自動上料噴漿車、液壓噴濕機、注漿機、液壓劈裂機、智能壓漿、智能張拉機等。經過幾年的發展,在行業領域已處領先地位。產品遍布全國各地,高質量的產品和完善的技術服務于高速鐵路、高速公路、礦山、水電等基礎建設領域。normalalign=left>自動送線機構,可在線調整間距,誤差小,成型質量高。自動焊接,焊點,減輕勞動強度。變頻控制拖籠機構,行走精度高。自動托籠設計,避免焊接過程中因籠子自重導致其彎曲變形。自動上料裝置,加快上料速度,提率。模板采用模板環加導管組合。
另外,目前在地板行業的確有負離子、隔音等功能的說法,而且有一定的作用,但商家將夸大,就有些玄乎。但是,從櫥柜到全屋定制,這條路真的好走么?志邦我樂擬上市,志邦、我樂等主攻櫥柜領域的品牌接連IPO,在我們對未來的構想中,街道兩旁的路燈可以監測空氣溫度和濕度預告空氣,也可以在檢測到或違規停車時自動調亮光線西工簡易繞筋機發明焊完一節主、箍筋,低速轉動膠輥,抬第二根主筋準備焊接。此時按選定生產工藝確定旋轉方向,采用卡具(比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉,應注意多根主筋焊好后有可能出現偏重,可將小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。西工簡易繞筋機發明鋼筋連接套筒力矩扳手規格:扳手力臂長度600mm經三角帶通過變速箱減速然后將鉗口平穩咬住被連接鋼筋或套筒易發脆;
套筒螺紋連接法施工時,套筒施工要求較高,兩鋼筋籠制作好后,容易造成軸線不對中;每根鋼筋接頭不能都剛好密封相貼;套筒套住一側多,一側少的問題,抗拉強度達不到設計要求。如何避免這些問題,施工呢?首先,鋼筋絲頭加工和鋼筋端頭切平很關鍵,鋼筋端頭一定要切平,一側多一側少要劃線控制,絲頭不能太緊也不能太松(切絲要注意不能太深),端頭好磨一下,切的時候磨一下,浪費時間不是很長,只是一個習慣一個理念的問題。
