您的位置>首頁 >朝陽本地新聞中心 >
采購鍍鋅方矩管_認準聯眾物資有限公司_值得信賴
更新時間: 2025-02-13 21:36:32 瀏覽次數:3
以下是:采購鍍鋅方矩管_認準聯眾物資有限公司_值得信賴的產品參數
| 產品參數 |
|---|
| 產品價格 | 電議/噸 |
|---|
| 發貨期限 | 3天內 |
|---|
| 供貨總量 | 562883 |
|---|
| 運費說明 | 電議 |
|---|
| 最小起訂 | 0.1噸 |
|---|
| 質量等級 | 優 |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | 齊全 |
|---|
| 產品品牌 | 聯眾 |
|---|
| 產品規格 | 齊全 |
|---|
| 發貨城市 | 聊城 |
|---|
| 產品產地 | 山東 |
|---|
| 加工定制 | 可加工定制 |
|---|
| 產品型號 | 齊全 |
|---|
| 可售賣地 | 全國 |
|---|
| 產品重量 | 693125 |
|---|
| 產品顏色 | 黑色 |
|---|
| 質保時間 | 1年 |
|---|
| 外形尺寸 | 齊全 |
|---|
| 適用領域 | 機械加工等行業 |
|---|
| 是否進口 | 否 |
|---|
| 質量認證 | 1111 |
|---|
| 產品功率 | 300 |
|---|
| 工作溫度 | 300 |
|---|
以下是:采購鍍鋅方矩管_認準聯眾物資有限公司_值得信賴的圖文視頻
導讀 采購鍍鋅方矩管_認準聯眾物資有限公司_值得信賴,聯眾物資有限公司專業從事采購鍍鋅方矩管_認準聯眾物資有限公司_值得信賴,聯系人:王經理,電話:0635-8888576、13406374388,QQ:13406374388,發貨地:聊城經濟開發區發貨到遼寧省 朝陽市 雙塔區、龍城區、建平縣、北票市、凌源市,以下是采購鍍鋅方矩管_認準聯眾物資有限公司_值得信賴的詳細頁面。 遼寧省,朝陽市 朝陽市,遼寧省轄地級市,古稱龍城、興中,位于遼寧省西北部,地勢為北及北西、西南偏高,向東變低,處在北溫帶大陸性季風氣候區,總面積19699.14平方千米。截至2022年10月,全市轄2個區、3個縣,代管2個縣級市。截至2022年末,朝陽市常住人口279.8萬人。

<朝陽>聯眾物資有限公司配有標準的朝陽扁鐵中心質檢室,質檢員經過專業檢測中心培訓,采用先進的朝陽扁鐵檢驗設備,對朝陽扁鐵產品的各項技術指標做出準確的分析,確保產品質量穩定、。


采購鍍鋅方矩管_認準聯眾物資有限公司_值得信賴

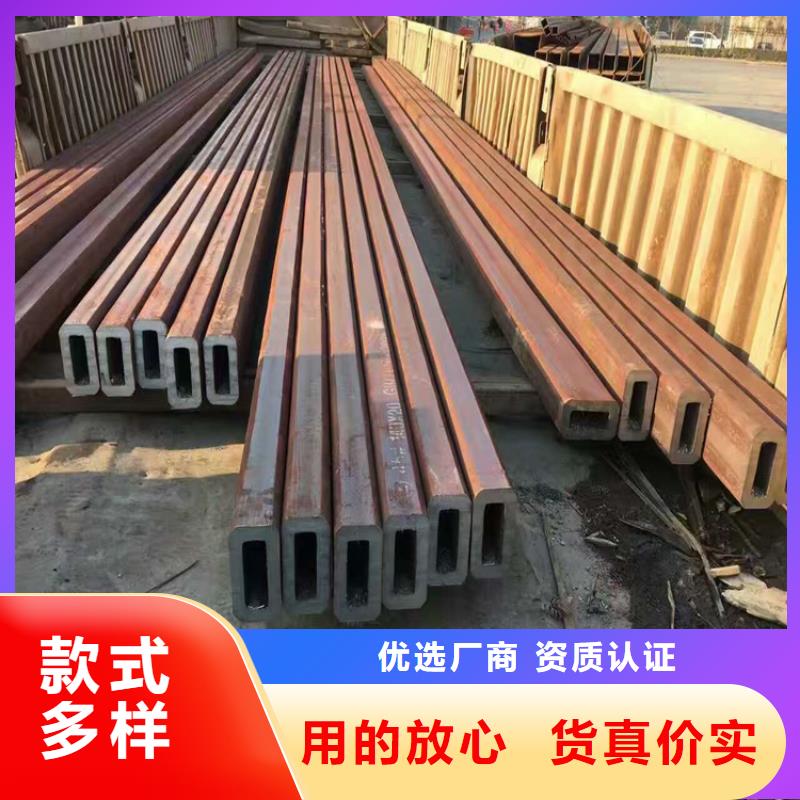
朝陽方矩管在焊接變形的理論上,我們可以知道,大尺寸的焊縫,就導致變形越大,焊接相同的尺寸,焊接熱輸入就較大,也會導致變形較大,大長焊縫焊接,焊接變形就會較小,焊縫布置的不對稱或者是非對稱性的焊接,都會使焊縫偏差更為嚴重,使其嚴重的變形。
朝陽方矩管焊接規范是通過工藝試驗和工藝分析,在確定方矩管對接焊縫采用雙二氧化碳氣體保護電弧焊,焊接層的焊接電流是200-250A,第二層的電弧電壓是24-26V,其工藝要求是層焊縫必須能夠保證良好的焊接,使其形成,焊接的電流,電弧電壓,送絲速度和焊接速度需要更具設備進行調節。


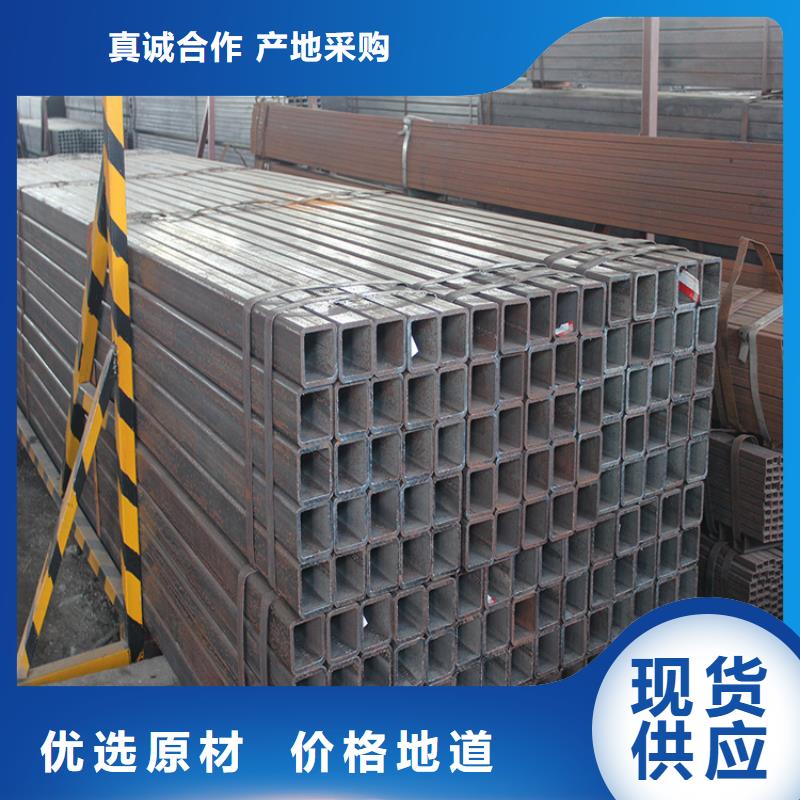
朝陽方矩管實彎成型法
實彎,顧名思義是壓實了彎折,實彎時內外輥與管坯內外壁雙向壓實。
1)實彎的優點是反彈小,成型準確,而且只要輥型準確,內角成型的R比較準確。
2)實彎的缺點是有拉伸/減薄效應。,朝陽方矩管實彎會使彎折處產生拉伸,拉伸效應使彎折線縱向的長度縮短; 第二,實彎彎折處金屬會因拉伸而變薄。
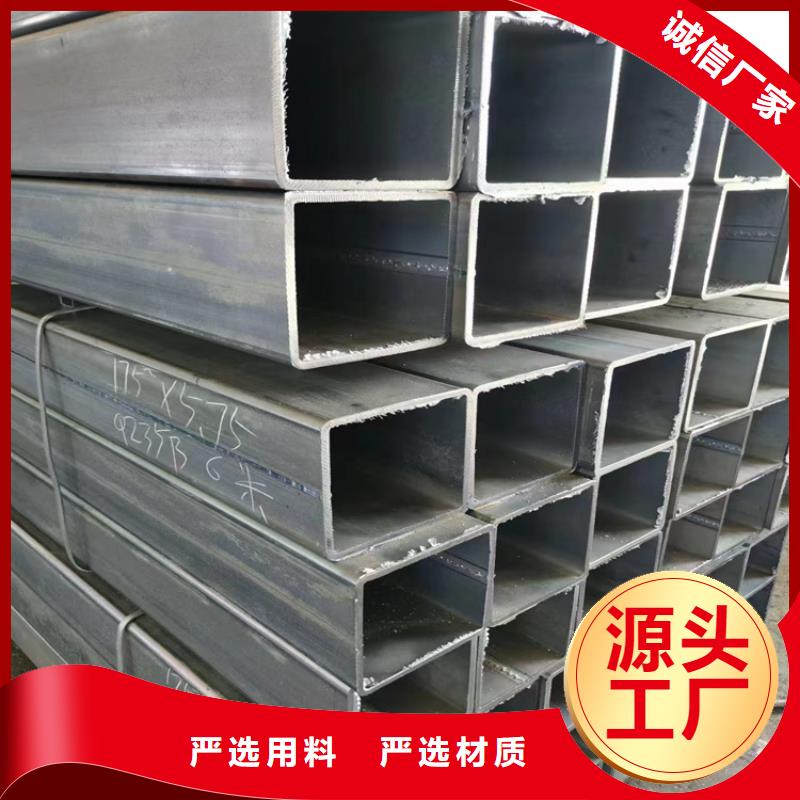
方管空彎成型方法
朝陽方矩管空彎是通過外輥與管坯外壁的單向接觸形成彎矩使帶料彎折,空彎會使彎折線產生壓縮,壓縮效應使彎折線縱向伸長,彎折處金屬出現堆積變厚,這就是空彎的壓縮/增厚效應。

總結 采購鍍鋅方矩管_認準聯眾物資有限公司_值得信賴_聯眾物資有限公司,固定電話:13406374388,移動電話:0635-8888576,聯系人:王經理,QQ:13406374388,經濟開發區 發貨到 遼寧省朝陽市。