


聯系我們

自治區吹氧管大口徑價格型號全
更新時間:2025-01-11 06:59:26 瀏覽次數:3 公司名稱:杭州 蘇滬金屬制品有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 4350 |
| 發貨期限 | 兩天 |
| 供貨總量 | 4000 |
| 運費說明 | 物流 |
| 最小起訂 | 1根 |
| 質量等級 | 一級 |
| 是否廠家 | 否 |
| 產品材質 | Q235B Q345B 16mn |
| 產品品牌 | 神悅 |
| 產品規格 | 規格全 |
| 發貨城市 | 包頭 |
| 產品產地 | 包頭 |
| 加工定制 | 加工 |
| 產品型號 | 型號全 |
| 可售賣地 | 全國 |
| 產品重量 | 過磅 |
| 產品顏色 | 碳鋼 |
| 質保時間 | 一年 |
| 外形尺寸 | 圓形 |
| 適用領域 | 排水用 |
| 是否進口 | 否 |
| 質量認證 | 認證 |
| 產品功率 | 無功率 |
| 工作溫度 | 530 |
| 長度 | 6米 可按客戶要求定尺 |


<赤峰>神悅鋼材有限公司
赤峰防腐螺旋管熱處理設備(1)種類和型式所謂熱處理,就是將鋼管加熱到900℃的高溫(不銹鋼的固溶處理溫度是100℃C而且,為了使全長,Q235B螺旋鋼管 整個圓周直到管壁都能達到溫度均勻,螺旋鋼管具有優良的焊接性有在高溫下保溫數分鐘至數十分鐘,以及在其后的過程中能確保預定的速度的熱處理設備。對熱處理來說,這是非常重要的條件。熱處理對鋼管質量起著重要作用,在軋管后的精整工程中,占有重要位置。應該避免在加熱過程中的鋼管表面脫碳,滲碳影響鋼管質量。特別是對冷加工產品,要在加熱時粘結上氧化鐵皮是非常討厭的。近,根據用途和用戶的要求,都傾向于使用指定熱處氛。 現在,Q235B螺旋鋼管 熱處理爐的型式一般是根據裝料,出料方式,以及能否調節熱處氛,按表42進行分類另外,也可以根據管子的輸送機構和加熱燃料,燒嘴型式,或根據可能進行的熱式的不同進行分類。現在,把日本國內正在使用的熱處理設備。斷續式爐(窯式爐)窯式(Bach是一窯,一捆之意)爐,就是將同時裝入爐內的管子原地不動地完成加熱,Q235B螺旋鋼管 保溫,等一系列熱處理工序的爐子。一批管子具有的熱處理過程(與轉爐,螺旋鋼管具有優良的焊接性電爐為相似)。窯式爐根據爐型分為:箱形爐,坑式爐,車底式爐等。螺旋鋼管之類的細長大型構件,幾乎都使用車底式爐處理。是車底式爐子的原理圖這種車底式爐是將管子裝在臺車上:分段裝爐時,中間用料隔開;管子和臺車一起裝入爐內,關閉爐門。
鋼與鎳基合金組合電弧焊也應如此。赤峰大口徑螺旋管價格鎳基耐蝕合金中工業純鎳與鎳一銅合金系合金,即蒙乃爾合金,焊接性相似,和任何鋼如等的組合焊接性良好。其他鎳基耐蝕合金的焊接性和鐵基耐蝕合金奧氏體不銹鋼可視為鐵基耐蝕合金都是奧氏體組織,固態沒有相變,與鋼組合的異種金屬焊接性也沒有難度。關鍵是焊前焊件清理和選擇合適的焊接材料如焊絲焊條焊劑和保護氣體等,以及采用較小的熱輸人鎳基耐蝕合金大多數是固溶強化型,只有少數屬于時效強化沉淀強化型,牌號的個數字是奇數,如工業純鎳鎳銅系蒙乃爾鎳一鉻鐵的因康涅鎳鉻鉬的哈斯特洛伊等屬于時效強化型。 固溶強化型合金對各種焊電弧方法都具備適應性,赤峰大口徑螺旋管價格時效強化型耐蝕合金只能采用小熱輸入的焊接方法。自然,鋼和時效強化型耐蝕合金組合的異種金屬焊接也只能采用焊,這一點與鎳基高溫合金的情況是一樣的。異種有色金屬組合的接銅與鋁組合的焊接概述在本書第章中分析了常用有色金屬銅鋁鈦鎳及其合金的性質分類和用途及其自身同種金屬的焊接性后,再討論異種有色金屬組合的焊接就容易多了。表是常用有色金屬銅鋁鈦鎳及鐵等金屬元素的物理性能及化學性能,表中列人鐵元素只是為了作個參考。由表可知,銅鋁的物理性能與鐵相比,其大的特點和優勢是導熱性和導電性好。因此,銅鋁大的用途是作為導電材料和散熱材料。與焊接有關的是作為導電材料的銅和鋁,金屬材料的導電性和導熱性是相互關聯的,導電性好的金屬其導電性也必然好。


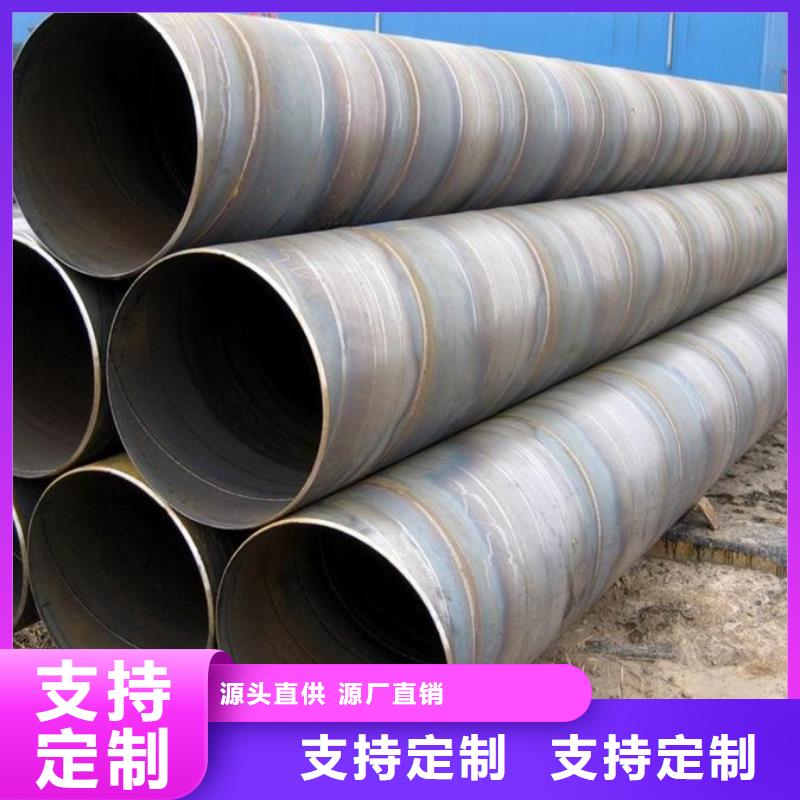
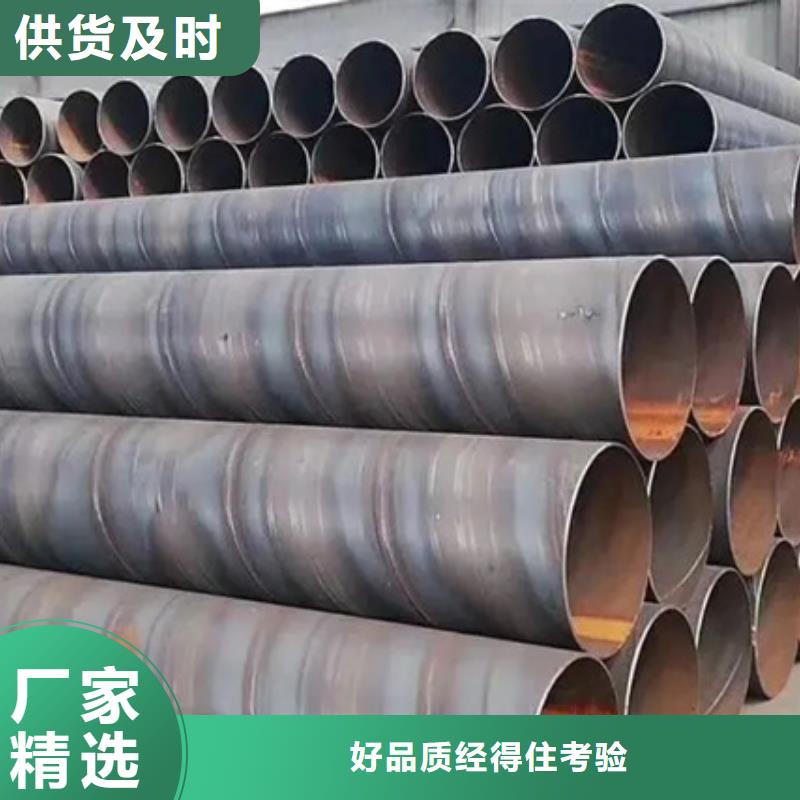
赤峰螺旋管主要用于供水工程、石化工業、化工、電力、農業灌溉和城市建設。用于液體運輸:給排水。天然氣運輸:天然氣、蒸汽、液化石油氣。結構用途:用于樁管和橋梁;用于碼頭、道路、建筑結構等。 赤峰螺旋管的主要技術特點: 1.成形過程中,鋼板均勻變形,殘余應力小,表面無劃痕。加工后的螺旋鋼管在直徑和壁厚范圍內具有更大的靈活性,特別是在生產高鋼級厚壁管,特別是中小直徑厚壁管時,它具有其他流程無法比擬的優勢,可以滿足用戶的需求。對螺旋鋼管規格有更多要求。 2.先進的雙面埋弧焊技術能實現 位置的焊接,不易出現邊緣誤差、焊接偏差、焊接缺陷等問題,便于焊接質量的控制。 3.赤峰螺旋管為了使鋼管生產全過程得到有效檢測和監控對鋼管進行百分百的質量檢驗,有效保證了產品質量。
赤峰防腐螺旋管是一種以帶鋼卷材為原材料制成的螺旋縫鋼管,通常在一定溫度下擠壓,并通過自動雙絲雙面埋弧焊進行焊接。主要生產工藝如下:帶鋼卷,焊絲和焊劑。在使用之前,必須使用單絲或雙絲埋弧焊對帶鋼的頭部和尾部之間的對接進行嚴格的物理和化學檢查。將防腐螺旋鋼管軋制成鋼管后,使用自動埋弧焊進行修補焊接。修邊,表面清潔,輸送和翻邊前處理使用電接觸壓力表控制輸送機兩側的滾筒壓力,以確保帶材的平穩輸送。采用外部控制或內部控制的輥壓成型。焊接間隙控制裝置用于確保焊接。接縫間隙滿足焊接要求,并嚴格控制管徑,錯位量和焊接間隙。內部和外部焊接由美國林肯電焊機進行單絲或雙絲埋弧焊,以獲得穩定的焊接規格。所有焊縫均通過在線連續超聲波自動探傷儀進行檢查,以確保螺旋焊縫的無損檢測范圍。如果有缺陷,防腐螺旋鋼管將自動報警并噴灑標記,生產工人將根據此隨時調整工藝參數,并使用空氣等離子切割機將鋼管切割成單管。切成單根管后,每批三個鋼管必須經過嚴格的檢查系統,檢查機械性能,化學成分,焊縫的熔合狀況,鋼管的表面質量以及無損檢查,以確保確保制管過程合格,然后正式投入生產。焊縫上帶有連續聲探傷痕跡的零件將被手工超聲處理。用X射線檢查是否有缺陷,修復后再次進行無損檢查,直到確認缺陷是帶鋼對接焊縫和D型接頭的管子與防腐螺旋鋼管縫相交為止,防腐螺旋鋼管都經過X射線電視或膠片檢查。確保每個鋼管都經過靜水壓力測試,并且壓力采用徑向密封。試驗壓力和時間由鋼管液壓微機檢測裝置嚴格控制。通過對管端進行機械加工,可以自動打印并記錄測試參數,防腐螺旋鋼管從而可以控制端面的垂直度,斜角和鈍角。期待與您的合作! 螺旋鋼管為提高防腐,涂油,包裝效果,希望鋼管表面光滑的用戶也日益增多。