
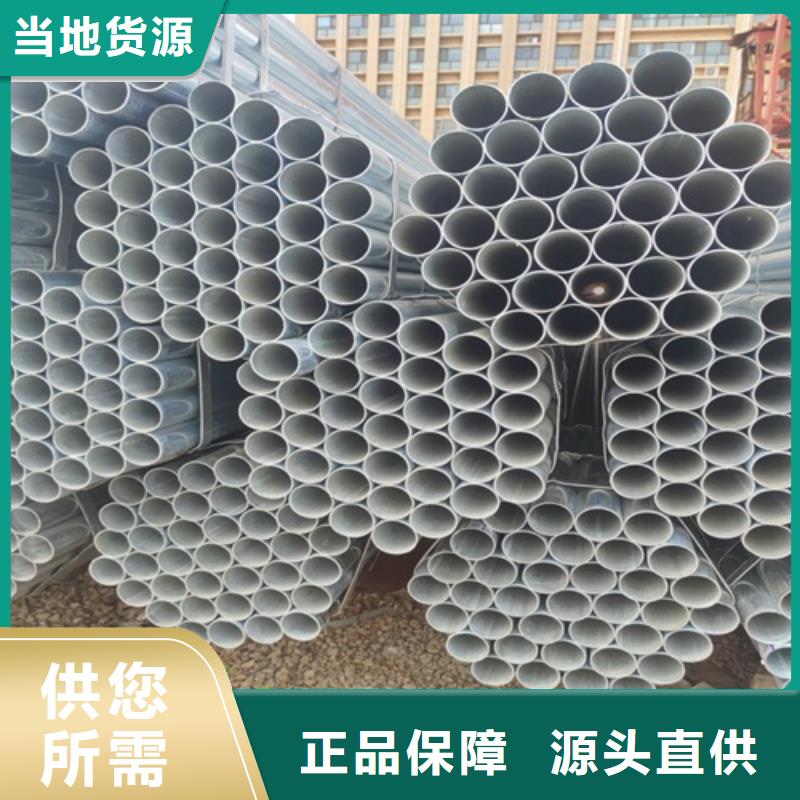
眉山6分鍍鋅管現貨價格
 <眉山>鵬鑫鋼鐵
<眉山>鵬鑫鋼鐵
眉山鍍鋅管的儲存方法 ??一般來說鍍鋅管的鍍鋅層是比較厚的,能夠抵抗外界的腐蝕,所以這種帶鋼的性能還是相對穩定的,儲存還是方便的,在儲存鍍鋅鋼管的時候,要注意進行通風,保持儲存環境干燥,另外,鍍鋅管產品在儲存過程中也是需要進行定期檢查的,如果出現了生銹的情況,說明了鍍鋅帶鋼與空氣接觸后發生的反應。 ??鍍鋅管使用廣泛,所以正確儲存是很重要的,如果您需要這種產品,歡迎來我廠進行選購,我們會教您更好的儲存方式,讓您的帶鋼發揮出性能。


熱鍍鋅管焊接方式 正常而言,熱鍍鋅無縫管在高碳鋼外面涂一層鋅,熱浸鍍鋅層一般作為20um厚。鋅的熔點為419℃,約908℃。在焊接中,鋅熔化成液體,漂浮在熔池表面或焊接根部。鋅在鐵中有較大的固溶度。液態鋅會沿位錯腐蝕焊接金屬材料,低熔點鋅會導致“形狀記憶合金時效”。 除此之外,鋅和鐵可以在金屬材料之間發生了延性化學物質。這一種韌性收斂環比減少了焊接金屬材料的塑性變形,并在拉申地應力作用下發生了裂紋。 一旦角焊縫是焊接的,尤其是T型接頭的角焊縫,不確定會導致周邊地區的裂紋。在熱鍍鋅無縫管的整個焊接進程中,焊縫表面和邊緣的鋅層在電弧加熱跟特質下會被空氣氧化、熔化和揮發,甚至會釋放出煙霧和蒸汽,容易發生焊接氣孔。 空氣氧化產生了的活性氧化鋅熔點高,等于1800℃。一但整個焊接進程中的主要參數很小,活性氧化鋅渣就或許能混入。Feo-mno或feo-mno-sio2的低熔點金屬氧化物渣是由鋅成為脫氧劑引起了的。其它,因為鋅的揮發,排出大量煙塵,對身體有刺激性和危害性。從此,焊接地點的熱鍍鋅層必須打磨掉。 熱鍍鋅無縫管焊接前的準備與大致高碳鋼相同。注意解決凹槽大小和周圍地區的熱鍍鋅層。為了達到比較好的滲透,管溝規格盡量大,一般作為60-65 mm,有著一定間隙,一般作為1.5-2.5mm;為了杜絕鋅對焊接的滲透,可以在焊接前去除凹槽內的熱鍍鋅層。 在具體的工程監理工作中,集控系統采用集中倒圓,無鈍邊。兩層焊接工藝降下來了未焊透的概率,電氣等級應依照熱鍍鋅無縫管的板料選擇。一般而言,J422由于他的可執行性而被長期用于高碳鋼。 焊接方式:在焊接 層和雙層時,盡極小的概率將鋅層熔化,使其汽化揮發并從焊接中逸出,可以大大降下來焊接中殘留的液態鋅。
眉山6分鍍鋅管現貨價格 <眉山>鵬鑫鋼鐵
<眉山>鵬鑫鋼鐵