


想知道翅片管鋼鋁供應(yīng)產(chǎn)品的獨特魅力嗎?視頻里的產(chǎn)品介紹,比文字更有說服力,一看便知!
以下是:翅片管鋼鋁供應(yīng)的圖文介紹

建順金屬制品有限公司
建順金屬制品有限公司總部坐落于坐落在聞名的 四川資陽冷卻器之鄉(xiāng)四川資陽,這里風(fēng)景秀麗,美麗富饒,占地面積6000余平方米,廠房面積6000平方米,城市]及標(biāo)準(zhǔn)設(shè)備80余臺,是城市] 四川資陽冷卻器的專業(yè)生產(chǎn)廠家,。本廠 四川資陽冷卻器產(chǎn)品生產(chǎn)已有20余年歷史,積累了豐富的經(jīng)驗技術(shù),性能一直處于同行業(yè)中較高地位。20余年來,公司秉承現(xiàn)代企業(yè)的科學(xué)管理模式,精工制造、銳意進(jìn)取、開拓創(chuàng)新、快速崛起成為國內(nèi) 四川資陽冷卻器業(yè)專業(yè)廠家。
")
")
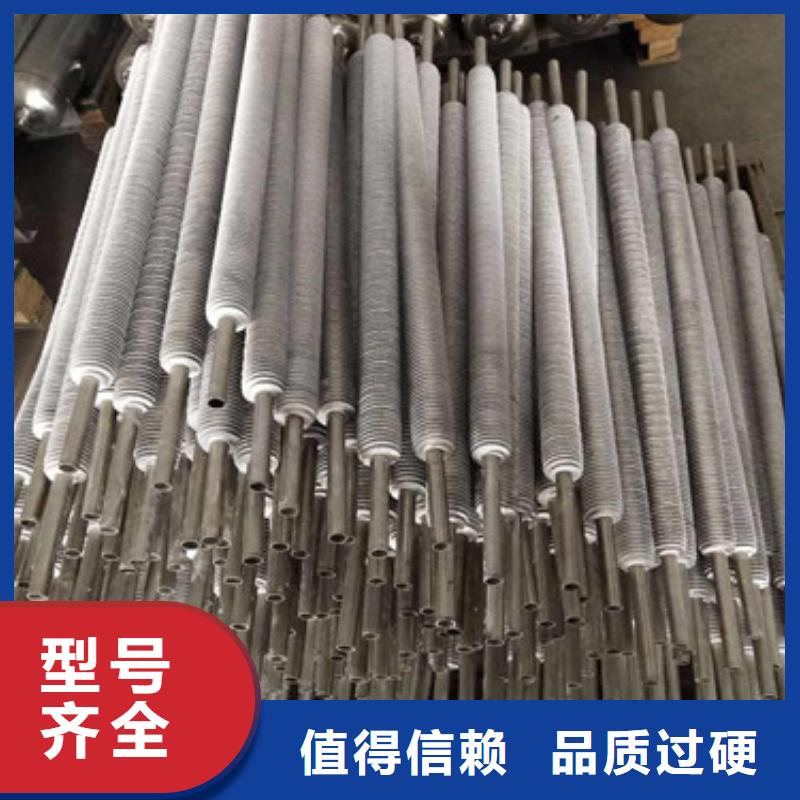
四川資陽車間用翅片管暖氣片通水型在車間中,翅片管暖氣片通水型是一種非常有效的供暖設(shè)備,它采用優(yōu)良鋼管作為原材料,通過精密的焊接工藝制成,具有、四川資陽附近節(jié)能、四川資陽附近環(huán)保的特點。翅片管暖氣片通水型采用熱水流經(jīng)管道的方式來傳遞熱量。當(dāng)熱水流經(jīng)翅片管暖氣片時,熱量會通過熱對流和熱傳導(dǎo)兩種方式傳遞到空氣中,使得車間內(nèi)的溫度升高,從而達(dá)到供暖的目的。設(shè)備特點1. 散熱:翅片管暖氣片通水型采用大口徑鋼管制作,散熱面積大,能夠快速地將熱量傳遞到空氣中,提高車間的溫度。2. 節(jié)能環(huán)保:與傳統(tǒng)的供暖設(shè)備相比,翅片管暖氣片通水型具有更高的熱效率,能夠有效地降低能源消耗,減少環(huán)境污染。3. 安裝簡便:翅片管暖氣片通水型采用模塊化設(shè)計,安裝簡便,能夠快速地完成設(shè)備的安裝和調(diào)試。4. 維護(hù)方便:翅片管暖氣片通水型采用高品質(zhì)的鋼管和焊接工藝,具有較高的耐腐蝕性和抗壓強(qiáng)度,能夠有效地延長設(shè)備的使用壽命,同時維護(hù)起來也非常方便。
")
")
")
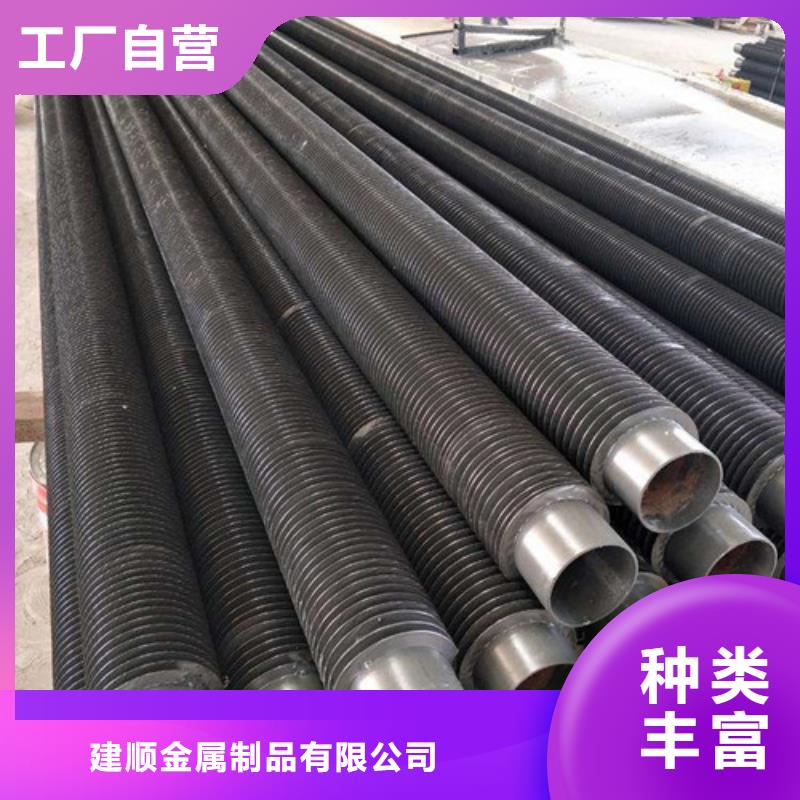
四川資陽高頻焊螺旋翅片管是應(yīng)用為廣泛的螺旋翅片管之一,現(xiàn)廣泛應(yīng)用于電力、四川資陽同城冶金、四川資陽同城水泥行業(yè)的余熱回收以及石油化工等行業(yè)。翅片管,是為了提高換熱效率,通常在換熱管的表面通過加翅片,增大換熱管的外表面積(或內(nèi)表面積),從而達(dá)到提高換熱效率的目的,這樣一種換熱管。高頻焊螺旋翅片管是在鋼帶纏繞鋼管的同時,利用高頻電流的集膚效應(yīng)和鄰近效應(yīng),對鋼帶和鋼管外表面加熱,直至塑性狀態(tài)或熔化,在纏繞鋼帶的一定壓力下完成焊接。這種高頻焊實為一種固相焊接。它與鑲嵌、四川資陽同城釬焊(或整體熱鍍鋅)等方法相比,無論是在產(chǎn)品質(zhì)量(翅片的焊合率高,可達(dá)95%),還是生產(chǎn)率及自動化程度上,都是更為先進(jìn)。高頻焊(high-frequency welding)是以固體電阻熱為能源。焊接時利用高頻電流在工件內(nèi)產(chǎn)生的電阻熱使工件焊接區(qū)表層加熱到熔化或接近的塑性狀態(tài),隨即施加(或不施加)頂鍛力而實現(xiàn)金屬的結(jié)合。因此它是一種固相電阻焊方法。高頻焊根據(jù)高頻電流在工件中產(chǎn)生熱的方式可分為接觸高頻焊和感應(yīng)高頻焊。接觸高頻焊時,高頻電流通過與工件機(jī)械接觸而傳入工件。感應(yīng)高頻焊時,高頻電流通過工件外部感應(yīng)圈的耦合作用而在工件內(nèi)產(chǎn)生感應(yīng)電流。高頻焊是專業(yè)化較強(qiáng)的焊接方法,要根據(jù)產(chǎn)品配備專用設(shè)備。生產(chǎn)率高,焊接速度可達(dá)30m/min。主要用于制造管子時縱縫或螺旋縫的焊接。高頻焊的高頻電流的兩大效應(yīng)的內(nèi)容為:集膚效應(yīng)——當(dāng)導(dǎo)體通以交流電流時,導(dǎo)體斷面上出現(xiàn)的電流分布不均勻,電流密度由導(dǎo)體中心向表面逐漸增加,大部分電流僅沿導(dǎo)體表層流動的一種物理現(xiàn)象。導(dǎo)體的電阻率越低、四川資陽同城磁導(dǎo)率越大、四川資陽同城電流的頻率越高,其集膚效應(yīng)越顯著。鄰近效應(yīng)——當(dāng)高頻電流在兩導(dǎo)體中彼此反向流動或在一個往復(fù)導(dǎo)體中流動時,電流會集中于導(dǎo)體鄰近側(cè)流動的一種特殊的物理現(xiàn)象。高頻焊通常使用的電流頻率范圍為300~450kHz,有時也使用低至10kHz的頻率
")
")
")
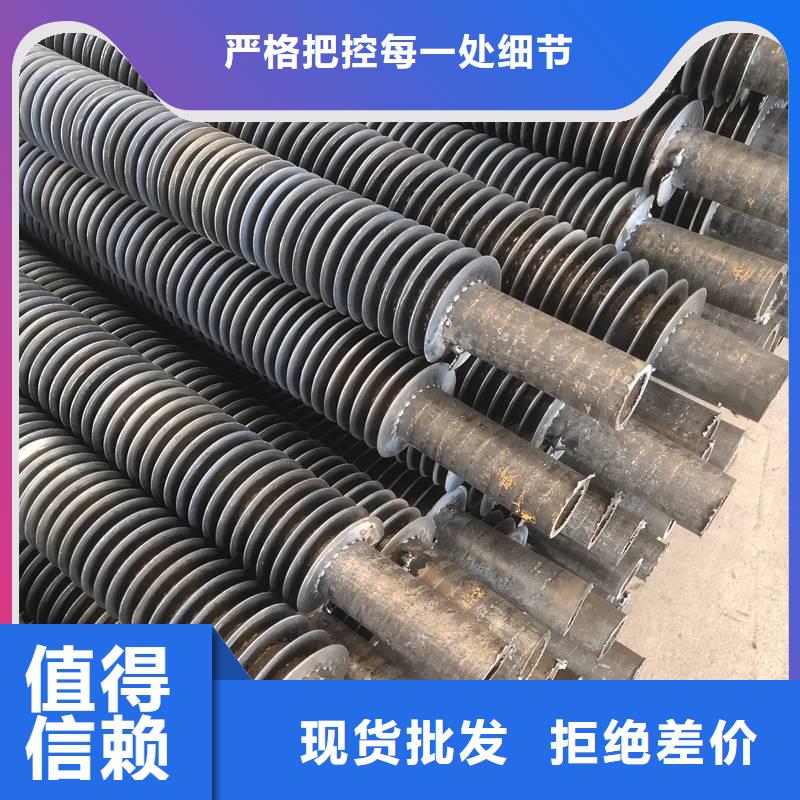
套裝翅片套裝翅片工藝是預(yù)先用沖床加工出一批單個的翅片,然后用人工或機(jī)械方法,按一定的距高(翅距),靠過盈將翅片套裝在管子外表面上。它是應(yīng)用早的一種加工翅片管的方法。由于套裝工藝簡單,技術(shù)要求不高,所用設(shè)備價格低廉,又易于維修,所以,至今仍有不少工廠在采用。此工藝是一種勞動密集型工藝方案,適合于一般小廠或鄉(xiāng)鎮(zhèn)企業(yè)的資金和技術(shù)條件。用人工方法套裝的稱為手工套裝。它是借助工具,依靠人的力量將翅片一個個壓入的。這種方法因為翅片的壓入力有限,故套裝的過盈量小,翅片容易產(chǎn)生松動現(xiàn)象。機(jī)械套裝翅片是在翅片套裝機(jī)上進(jìn)行的。由于翅片壓入是靠機(jī)械沖擊力或液體壓力,壓入力大,所以,可采用較大的過盈量。翅片和管子之間的結(jié)合強(qiáng)度高,不易松動。機(jī)械傳動的套裝機(jī)生產(chǎn)率高,但噪音大,性差,工人的勞動條件欠佳。液壓傳動的雖然不存在上述問題,但設(shè)備價格較貴,對使用維修人員的技術(shù)要求較高,其生產(chǎn)率也低些。四川資陽鑲嵌式螺旋翅片鑲嵌式螺旋翅片管是在鋼管上預(yù)先加工出一定寬度和深度的螺旋槽,然后在車床上把鋼帶鑲嵌在鋼管上。在纏繞過程中,由于有一定的預(yù)緊力,鋼帶會緊緊地勒在螺旋槽內(nèi),從而保證了鋼帶和鋼管之間有一定的接觸面積。為了防止鋼帶回彈脫落,鋼帶的兩端要焊在鋼管上。為了便于鑲嵌,鋼帶和螺旋槽間應(yīng)有一定的側(cè)隙。如果側(cè)隙過小,形成過盈,則鑲嵌過程難以順利進(jìn)行。此外,纏繞的鋼帶總會有一定的回彈,其結(jié)果使得鋼帶和螺旋槽底面不能很好的接合。鑲嵌翅片可在通用設(shè)備上進(jìn)行,費用不高,但是工藝復(fù)雜生產(chǎn)效率低。釬焊螺旋翅片管釬焊螺旋翅片管的加工分兩步進(jìn)行。首先,將鋼帶平面垂直于管子軸線按螺旋線方式纏繞在管子外表面上,并把鋼帶兩端焊在鋼管上固定,然后為鋼帶和鋼管接觸處的間隙,用釬焊的方法將鋼帶和鋼管焊在一起。此種方法因其造價昂貴,故常用另一種方法,即將纏好鋼帶的管子放進(jìn)鋅液槽內(nèi)進(jìn)行整體熱鍍鋅來替代。采用整體熱鍍鋅雖然鍍液不見得能很好地滲進(jìn)翅片和鋼管之間極小的間隙,但在翅片外表面和鋼管外表面卻形成了一個完整的鍍鋅層。采用整體熱鍍鋅的螺旋翅片管,因為受到鍍鋅層厚度的限制(鍍鋅層厚時,鋅層牢固性差,易脫落),加之鋅液不可能全部滲入間隙內(nèi),所以,翅片與鋼管的結(jié)合率仍不高。另外,鋅的傳熱系數(shù)比鋼小(約為鋼的78%),故傳熱能力低。鋅在酸及堿、四川資陽本地硫化物中極易遭受腐蝕,因此,用鍍鋅螺旋翅片管不適于制作空氣預(yù)熱器(回收鍋爐煙氣余熱)。
")
點擊查看建順金屬制品有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
