
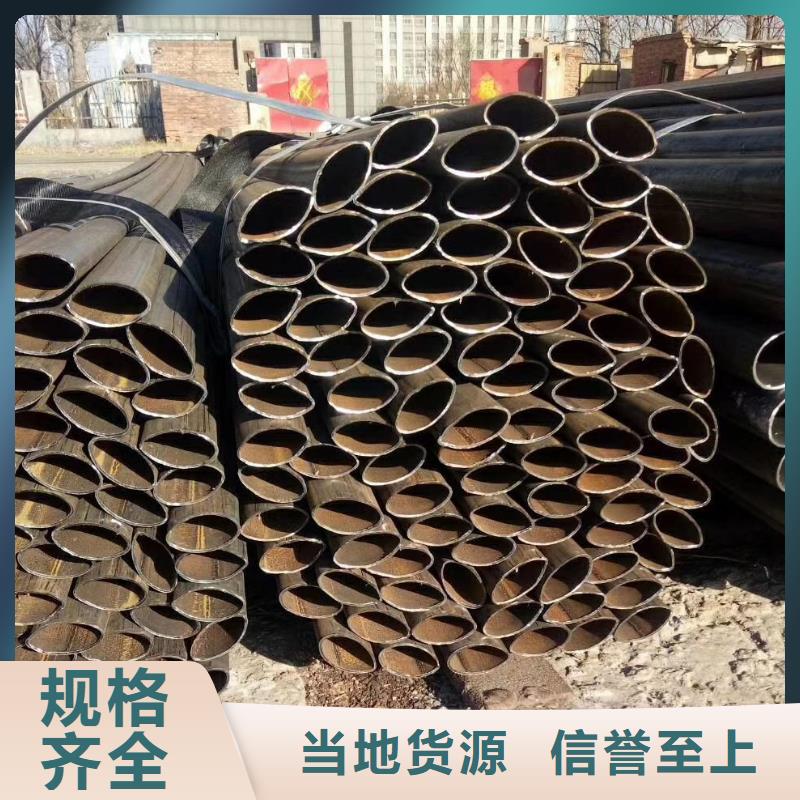



廣州異型管、橢圓形異型鋼管、三角形異型鋼管、六角形異型鋼管、菱形異型鋼管、不銹鋼花紋管、不銹鋼U型鋼管、D型管、
不銹鋼彎管、S型管彎管、八角形異型鋼管、半圓形異型鋼圓,不等邊六角形異型鋼管、五瓣梅花形異型鋼管、
雙凸形異型鋼管、雙凹形異型鋼 不銹鋼存水彎管、瓜子形異型鋼管、圓錐形異型鋼管、波紋形異型鋼管、六角管、
八角管、十二角無縫管,無縫方管、矩形無縫鋼管、橢圓管、D型管、半圓管、拱形管、三角形管等各種異形無縫鋼管等。
生產廣州異型管所用的坯料,叫做管坯,合格的管坯是異型管生產的先決條件。由于斜軋穿孔的變形特點,對管坯質量(尤其是表面質量)提出了以下嚴格的技術要求:
廣州異型管徑過大或橢圓度過大,會使異型管穿孔時咬入條件變壞,還會因管坯直徑壓縮量過大而促使內折的發生;
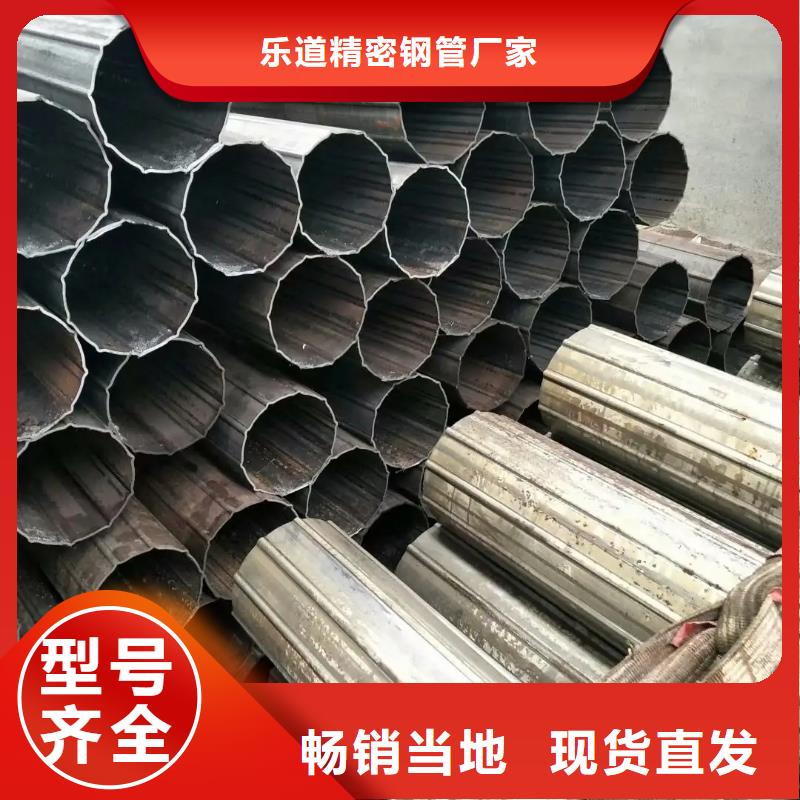
廣州異型管是如何進行拋光的利用異型鋼管表面微觀凸起在特定的電解液中和適當電流密度下,冷拔異型鋼管退火與正火是常用的兩種基本熱處理工藝方法,主要用來熱處理鋼制毛坯件,戈續切削加工和終熱處理做組織準備,因此退火與正火通常又稱為預備熱處理。對一邢件、鍛件、焊件以及性能要求不高的工件來講,退火和正火也可作為終熱處理。
廣州異型管退火是將工件加熱到適當溫度,保持一定時間,然后緩慢冷卻的熱處理工藝。其目的是異型鋼管內應力;降低鋼材硬度,提高鋼材塑性;細化鋼材內部組織,均勻鋼材化學成分,為終熱處理做好組織準備。根據精密鋼管的化學成分和退火目的不同。
退火通常分為完全退火、球化退火和去應力退火等。在機械零件的制造過程中,廣州異型管一般將退火作為預備熱處理工序,并安排在鑄造或鍛造等工序之后、粗切削加工之前,用來前一工序中產生的某些缺陷,為后續工序做好組織準備。異型鋼管退火工藝與正火工藝的加熱溫度范圍,部分退火工藝曲線與正火工藝。
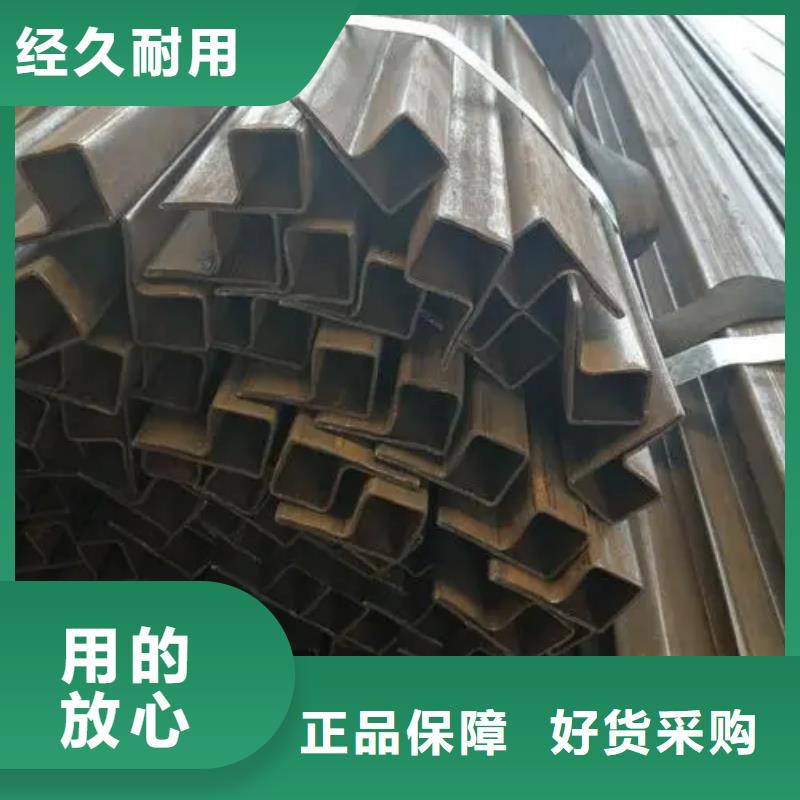
廣州異型管變形主要是焊縫收縮力大于母材強度造成的。
【1】廣州異型管只有單面一條焊縫的,采用從中部開始分段退焊,即:第二段焊縫收弧在 段起弧處。
【2】廣州異型管采取較小的焊接線能量,(焊接線能量與電流大小成正比,而與焊接速度成反),即:用較小焊接電流、較快的焊速。
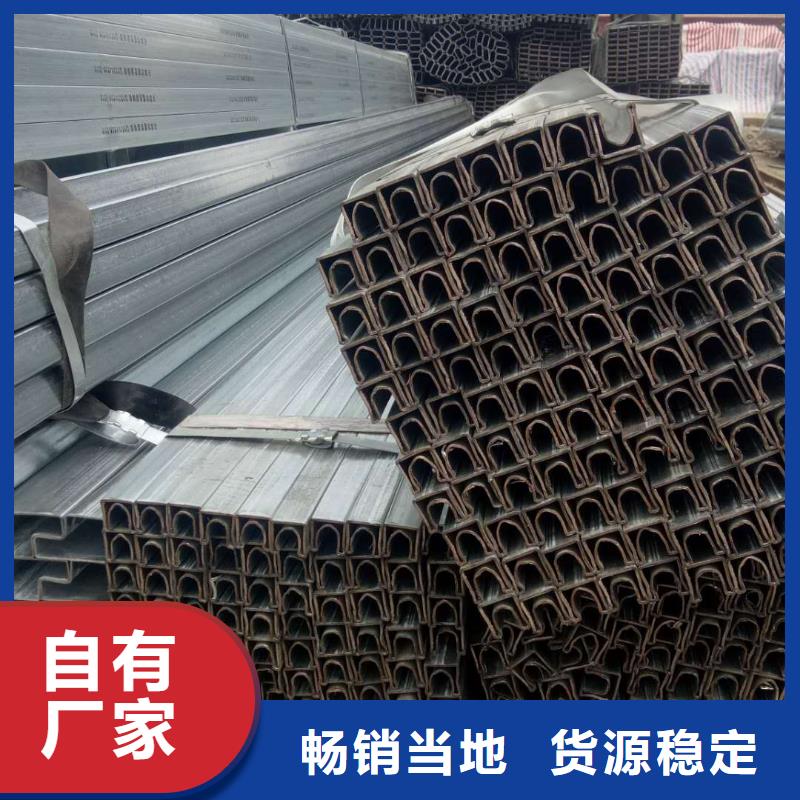
【3】廣州異型管有對稱的兩條、四條焊縫的,從一端開始焊,采用對稱越前法兩條交錯焊。比方: 次焊150mm長仃止,再焊對稱方300mm,越過前面150mm,隨后每次焊300mm,就每次越過150mm了。 異型管是帶鋼經過工藝處理卷制而成。一般是把帶鋼經過拆包異型鋼管制成方形管然后剪切成需要長度。一般是50根每包。又名方形和矩形冷彎空心型鋼,簡稱方管和矩管,代號分別為F和J1、鍍鋅方矩管壁厚的允許偏差,當壁厚不大于10mm時不得超過公稱壁厚的正負10%,當壁厚大于10mm時為壁厚的正負8%,彎角及焊縫區域壁厚除外。2、鍍鋅方矩管的彎曲度每米不得大于2mm,異型鋼管長度的0.15%。3、鍍鋅方矩管的通常交貨長度為4000mm-12000mm,以6000mm和12000mm居多。方矩管允許交付不小于異型鋼管產品,也可以接口管形式交貨,但需方在使用時應將接口管切除。短尺和非定尺產品的重量不超過總交貨量的5%,對于理論重量大于20kg/m的方矩管應不超過總交貨量的11%。
廣州異型管驅動送料輥輪的齒輪類齒隙比較小,驅動送料輥輪的伺服電機可以靈活、適度地加、減速。
廣州異型管軋制油膜對送料精度產生影響,軋制完成后如果放置時間過長,軋制油就會發生干燥固化現象,送料時材料就會與送料輥輪發生滑動,使送料的精度下降。
廣州異型管材料從很寬的材料剪切時,因剪切裝置的精度和剛度原因剪切下來的材料幅度會出現正、負誤差。在通過模具的導向柱時,材料過窄就會產生間隙,發生抖動,使送料的精度下降。在通過模具的導向柱時,材料過寬會被壓縮變形,也會嚴重降低送料精度。
廣州異型管卷材是由很寬的壓延鋼板卷曲而成的,相對來說靠近中央附近的精度比較好,幅寬方向的兩端呈現逐漸變薄的現象,厚度的精度明顯變差。此時,幅寬精度比較差的卷材也會影響送料精度。
