

聯系我們

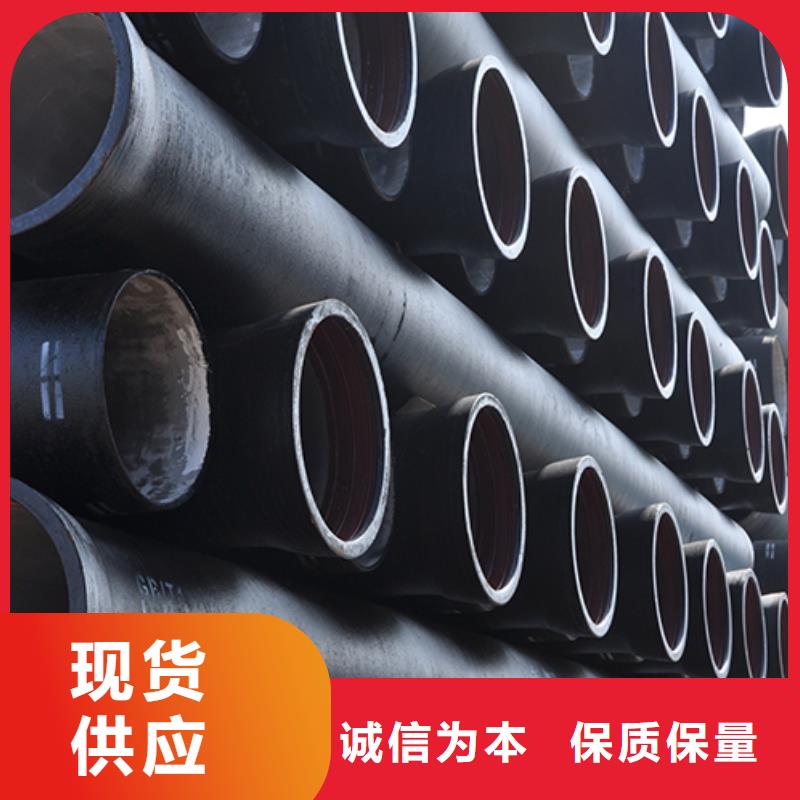
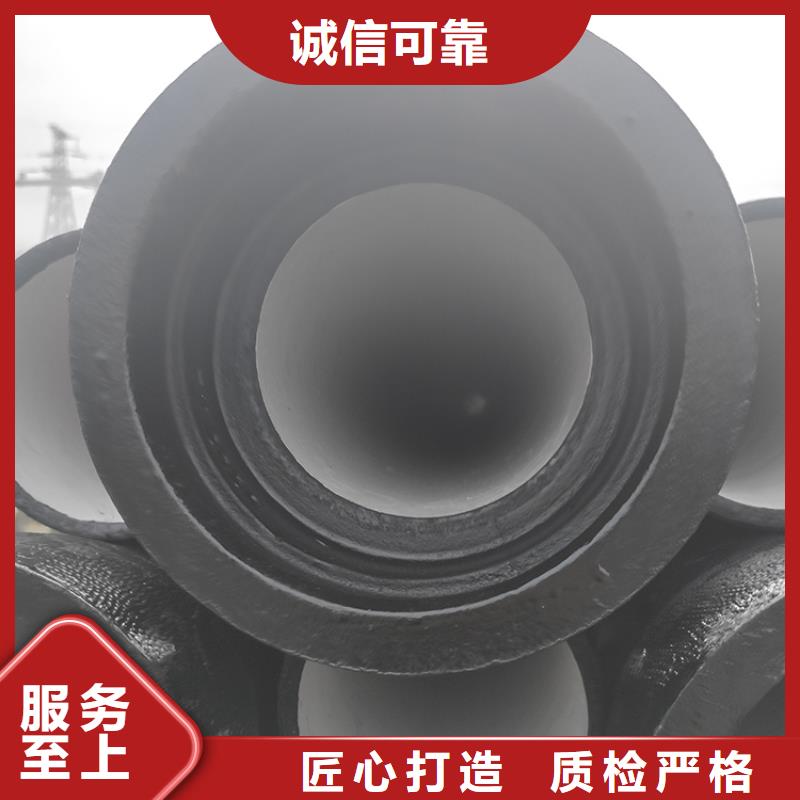
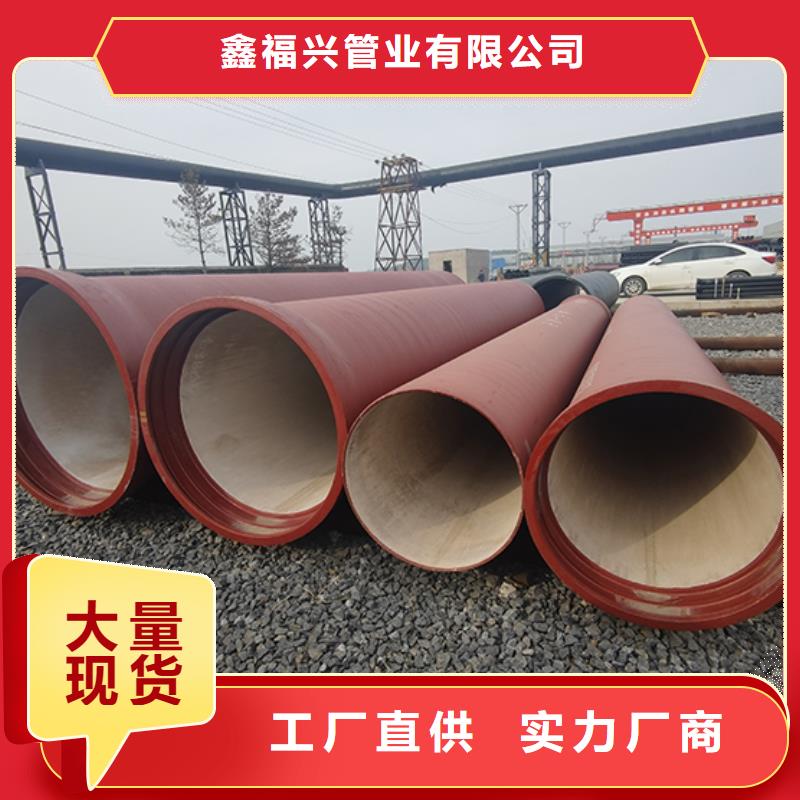
dn100球墨鑄鐵管定制價格
更新時間:2025-01-12 19:46:23 瀏覽次數:2 公司名稱: 鑫福興管業有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 3000/噸 |
| 發貨期限 | 1天 |
| 供貨總量 | 100萬噸 |
| 運費說明 | 現付 |
| 最小起訂 | 1 |
| 質量等級 | K9 |
| 是否廠家 | 是 |
| 產品材質 | 球墨鑄鐵 |
| 產品品牌 | 鑫福興 |
| 產品規格 | DN80-DN1400 |






我國對鋅層防腐的研究還比較少,而在國外,尤其是圣戈班穆松橋,對鋅層防腐研究已經有60多年的歷史。在圣戈班穆松橋的內部標準中,將鋅+瀝青外防腐形式確定為球墨鑄鐵管基本的標準外防腐層,并適用于絕大多數的土壤類型,同時這也是歐洲等發達的球墨鑄管的標準外防腐模式性。球磨鑄鐵管電化學腐蝕金屬與電解質溶液接觸會產生電化學作用,其表面與溶液之間產生電位差,即電極電位。金屬表面會因晶界、晶體缺陷、夾雜、應力和表面損傷不同而可能存在不同的相。這些電化學上的不均勻性使得金屬表面微觀各部電極電位不同,構成了腐蝕原電池。電位低的部分失去的電子,成為金屬離子,進入溶液,稱為陽極;電子流向電位高的部分,成為陰極。這種原電池反應的結果,致使在金屬表面形成大量的鐵銹。球墨鑄鐵管的氧濃差電池(見圖1):當球墨鑄鐵管道埋設于潮濕的地下時,頂部的回填土相對疏松且距地面近,而底部基本上為原土,土質致密且距地面遠。氧氣從頂部滲入時會造成管道上下的氧氣濃度差,而管道本身既是電極,又是電極聯結導線;水為電解質,于是形成“氧濃差電池”。鐵失去電子進入水膜,氧氣得到電子成為氫氧離子。微生物腐蝕微生物腐蝕也是一種電化學腐蝕,所不同的是介質因腐蝕微生物的繁殖和新陳代謝而改變了與之接觸的材料界面的某些理化性質。習慣上可分為厭氧腐蝕和好氧腐蝕。硫酸鹽還原菌SBR是微生物中對腐蝕影響,研究多的厭氧腐蝕誘發根源。Von Wogozen Kuhr等人在1974年提出了經典的去極化理論,認為埋地鑄鐵管的點蝕是由于SBR的活動通過氫化酶將金屬表面去氧,總反應式如下:好氧菌為鐵氧化菌、硫化菌和鐵細菌,通過硫細菌的作用產生硫酸可以發生好氧腐蝕。這些細菌在硫酸濃度達到10~12%時尚能存活,可以對鑄鐵產生嚴重的腐蝕。另一種原因是在好氧條件下金屬表面細菌繁衍而形成一個高低不平不規則的生物膜。微生物的活動使得生物膜內環境發生變化,如氧濃度、PH值、酸堿度等,使金屬表面形成陰陽區,導致原電池反應。
球墨鑄鐵管的安裝步驟如下:1.溝槽開挖溝槽底寬應按下式計:B=D1+2(b1+b2)式中:B—管道溝槽底部的開挖寬度(mm) D1—管道結構的外緣寬度(mm) b1—管道一側的工作面寬度(mm) b2—管道一側的支撐寬度(mm)2.溝槽支撐根據溝槽土質、地下水、開槽斷面、荷載條件等因素進行設計,要求牢固可靠,防止塌方、支撐不得妨礙下管和穩管。3.T型接口管道在垂直或水平方向轉彎處應設支墩。應根據管徑、轉角、工作壓力等因素經計算確定支墩尺寸4.輸送生活飲用水時,管道不應穿過毒物污染區,如必須穿過時應采取防護措施。5.凡承插連接的球墨鑄鐵管線,必須經計算設支墩,參見建筑標準設計圖集03SS505《柔性接口給水管道支墩》。6.球墨鑄鐵管的外防腐蝕涂層應根據敷管地的土質情況來選擇鍍鋅和環氧瀝青涂層或更高要求的涂層。7. 管道安裝完、試壓合格后,宜用低氯離子水沖洗和0.03%高錳酸鉀水溶液消毒。在具體安裝中需要根據具體的工況來進行實際安裝。
球墨鑄鐵管退火爐是球墨鑄鐵管的重要設備,由于爐型較大,長度在36m以上,寬度約8m,爐門較多,冷卻段又要進行強制性冷卻,因此爐子熱量損失大,熱耗高,能源浪費嚴重。造成熱耗高的原因主要有工藝不合理造成球鐵管在爐內的熱焓增量偏大、爐子熱效率低和燃料的選用不合理等。山東球墨鑄鐵管有限公司(簡稱鑄管公司)針對這幾個方面,對退火爐進行了多次改造,并制定了相應的措施,使噸管能耗顯著降低,節能效果顯著。2節能措施2.1 降低球墨鑄鐵管在退火爐內的熱焓增量球墨鑄鐵管在退火爐內的熱焓增量主要由球鐵管在爐內加熱的溫度和球鐵管的入爐溫度決定,因此降低球鐵管在爐內的熱焓增量主要是降低退火溫度和提高球鐵管的入爐溫度。2.1.1 合理制定不同管徑的退火溫度 球鐵管的退火溫度愈低,就愈節省燃料,但是球鐵管的退火工藝規定退火爐加熱段爐氣溫度為1050~1100℃,保溫段爐氣溫度為960 ~1000℃,為了確保球鐵管的退火質量,在工藝允許的條件下,應盡量按照下限進行爐溫控制,特別是小口徑的管子可以適當降低加熱段爐氣溫度。2.1.2 提高球鐵管的入爐溫度 在過程中,充分利用上一工序結束時物料的余熱是節約能源的一個重要途徑。根據理論計算,球鐵管加熱到1000℃,在600℃入爐與25℃入爐相比噸管能耗降低320000kJ,可節約焦爐煤氣約20m3或者重油8kg。鑄管公司退火爐的退火能力約是現有離心機能力的2倍,為此采取了間歇式集中退火的辦法。在退火爐管子上線時保證連續退火的前提下規定熱管先入爐,縮短熱管的傳輸時間,使半數管子的入爐溫度由環境溫度提高到600℃左右。從而提高了管子熱送比率和入爐溫度,節能效果顯著。2.2 提高退火爐的熱效率對于連續式球鐵管退火爐來說,其退火工藝較特殊,爐體較長,跨距較大,而且急冷段又采取了強制性冷卻,因此熱效率較低。對于結構已經確定的退火爐,要提高爐子的熱效率,只有從退火爐的操作來實現。2.2.1 確定合理的加熱溫度和退火時間 球墨鑄鐵管的退火工藝要求退火溫度不宜過高,退火時間也不宜過長,這對于節約能源以及減小球鐵管的變形是很有利的。但是退火溫度和退火時間是相互制約的,降低退火溫度就要增加退火時間;縮短退火時間就要提高退火溫度,否則就會大大降低球鐵管的延伸率。針對這種情況,根據以往的經驗,在滿足退火工藝要求而又不使管子變形超差的條件下,確定了不同規格的球鐵管在退火爐加熱段的退火溫度和退火時間
給水球墨鑄鐵管選用的主要控制參數為公稱通徑、工作壓力、連接方式等。輕度高、壁薄、耐壓、耐沖擊、耐腐蝕、耐抗震等性能。管道接口采用柔性接口,而且還有一定的延伸率及偏轉角。他具備生鐵管和鋼管材質的優點,避免了鐵和鋼的缺點。選用建議對球墨鑄鐵管材的選擇應根據敷設地具體情況,選擇直管與配件的接口形式。橡膠圈選用三元乙丙橡膠圈等。涂層的選擇:根據使用時的內、外部條件選擇適和的涂層。現有內涂層為環氧樹脂、聚氨酯內外涂層、PE膜涂層等球墨鑄鐵管新產品,選用時應詳細了解其性能。