



更新時間:2025-02-15 03:58:51 瀏覽次數:3 公司名稱:溫州 久鑫不銹鋼有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 282 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |


面向未來,久鑫不銹鋼有限公司將繼續以為用戶創造價值為己任,以【浙江麗水304不銹鋼管】產品質量為核心、以優質服務為重點,以精細化管理為保障,以創新驅動為動力,追求市場較大化,與海內外客商一道,攜手并進,在發展中共贏,在共贏中發展,努力實現融通天下!


304衛生級不銹鋼焊管
由于衛生級不銹鋼焊管產品技術含量高,故同不銹鋼無縫管冷拉、冷扎相比較,有產品材質穩定準確、壁厚均勻、精度高、內孔沒有拉傷和麻點,內外表面質量好,硬度低可直接制作彎頭、三通和相關配件等優點。
內外鏡面拋光管子.標準:ISO.GB.IDF.3A 光潔度符合GMP標準
我廠專業生產衛生級不銹鋼焊管
材質:304 304L 316 316L
本廠引進先進拋光設備,表面拋光度速SB400#還分有沙光,拉絲,精光. 酸洗處理.
主要生產不銹鋼焊管,圓管,方管,衛生級鏡面管,矩管,其規格齊全,材料優質,價格合理,歡迎各新老客戶來電咨詢及前來指導!為我們的不銹鋼生意共創雙贏而努力!期待與您的合作!
大口徑不銹鋼鏡面管
不銹鋼焊管的五種加工方法:
1、沖壓法:在沖床上用帶錐度的芯子將管端擴到要求的尺寸和形狀。
2、彎曲成形法:伸展法、沖壓法、滾輪法,這三種方法較為常用。有3-4個輥,兩個固定輥,一個調整輥,調整固定輥距,成品管件就是彎曲的。
3、鼓脹法:一種是在管內放置橡膠,上方用沖子壓縮,使管子凸出成形;另一種方法是液壓鼓脹成形,在管子中部充入液體,液體壓力把管子鼓成所需要的形狀,波紋管的生產大部分用的是這種方法
4、鍛壓法:用型鍛機將管子端部或一部分予以沖伸,使管件外徑減少,常用型鍛機有旋轉式、連桿式、滾輪式。在管內放置芯子,外周用滾輪推壓,用于圓緣加工。
5、滾軋法:一般不用芯軸,適合于厚壁管內側圓緣。
溫州久鑫不銹鋼有限公司生產的衛生級不銹鋼管、食品級不銹鋼管,不銹鋼焊管等產品,以各種牌號的不銹鋼帶為加工原料,運用冷成型氬弧焊接工藝及國際領先的焊道內整平技術焊接而成. 本公司從國外引進成套焊管生產線,結合本公司研制開發內外焊道處理技術與設備,產品執行符合中國 GB/T12771 、國際 ISO 、德國 DIN 、美國 3A 、歐洲 IDF 標準。 產品可根據客戶需求控制鋼管內外光潔度 、長度 、內外徑及壁厚公差。通過技術工人與現職工兩年多的技術攻關,經過無數次的試驗,終于攻克了焊接不銹鋼帶生產衛生級不銹鋼管的種種困難。實現了技術突破,使產品內外徑公差可達到±0.05mm,而國際平均水平僅能達到±0.10mm,其精準度處于同行業領先地位。



標準:ASTM A213/ASTM A269/ASTM A511/ EN10216-5/ EN10305-1/ISO 1127, JIS, GOST 或者根據其他要求
常用規格:(英制)外徑OD 1/4” - 2-1/2”; WT: above 0.0197”
(米制)OD 6-76mm; WT: above 0.5mm
材質:304/304L; 316/316L, 321/321H, 316/316Ti, 310S, 904L, 254sMo, S31803, S32205, S32750/S32760, S31500
1.4301/1.4307, 1.4404/1.4435, 1.4541, 1.4571, 1.4539, 1.4547, 1.4426, 1.4410, 1.4501
不銹鋼電解拋光管 EP
電解拋光管 EP
產品分類:不銹鋼潔凈管
產品說明:電拋光管 通過化學電解拋光,使管壁達到明亮、滑順、潔凈效果,能表面抗腐蝕性
EP管
- Electro Polished Pipe 電解拋光管
電拋光管 通過化學電解拋光,使管壁達到明亮、滑順、潔凈效果,能表面抗腐蝕性。
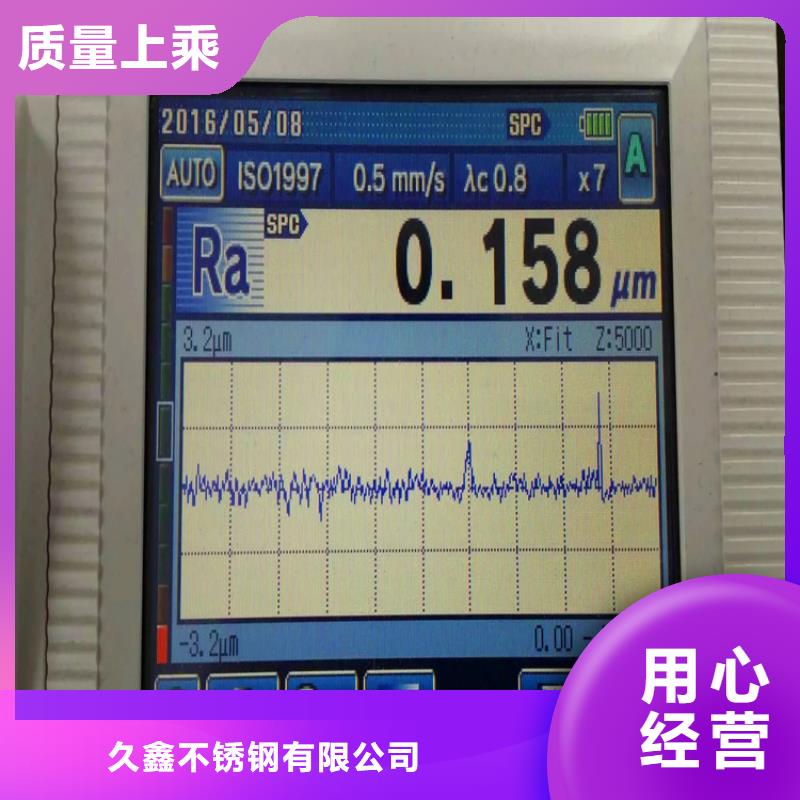
粗糙度:Ra≤0.2μm
EP:即電解拋光(Electro Polishing),電解拋光是利用陽極處理的方式,借由電化學的原理,適當地調整電壓、電流、酸液組成、以及拋光時間,不但可以使表面達到明亮、順滑、潔凈的效果,更可以提成表面的抗腐蝕性,所以是的亮化表面的方法,當然其成本和技術也相應的提高不少。
光亮管對比酸洗管,內外表面光滑。光亮管具有更精準的公差,可適用于高潔凈,精密領域。光亮管通過精密冷軋機軋出。
產品詳情
電解拋光不銹鋼管適用于超潔凈領域。為了取得完美電解拋光內表面,光亮管作為原材料必須嚴格仔細挑選其內表面適合電解拋光并用無塵包裝。表面光潔度能達到Ra.0.1u 甚至更高。
生產標準:ASTM A269/ASTM A270/ ASME A270-BPE / EN10216-5/ EN10305-1/ISO 1127
常見規格:英制:1/4”, 3/8”, 1/2”, 5/8”, 3/4”, 1”, 1-1/4”,1-1/2”;
米制: 6,8 10, 12,16,18,20,25,32,38;
材質:304/304L, 316/316L,
1.4301/1.4307,1.4404/1.4435
生產標準:ASTM A213/ASTM A269/ASTM A270/ EN10216-5/ EN10305-1/ISO 1127
常見規格:英制:1/4”, 3/8”, 1/2”, 5/8”, 3/4”, 1” ,1-1/4”,1-1/2”;
米制: 6,8 10, 12,16,18,20,25,32,38;
材質:304/304L; 316/316L,321, S31803, 1.4301/1.4307,1.4404/1.4435,1.4426
特點:
光潔的表面
超高純
高精度公差
優良的內表面粗糙度
內表面Ra < 0.2 μm或更好
用于終清潔過程的去離子水的純度將滿足以下純度水平:
過濾: 0.1米值
細菌:小于6個菌落/ 100毫升。
總有機碳:低于25百萬分之
用于吹掃和干燥的氮氣應達到以下純度規格:
濕度: < 1 ppm
氧氣: < 1 ppm
碳氫化合物總量: <百萬分之一
二氧化碳: < 1 ppm
應用:
半導體
醫用導管
食物和飲料
制藥的
超高管換熱器
高純氣體和流體管道系統


衛生級不銹鋼管主要應用于食品,飲料,酒類,生物工程等生產設備及流水線。
主要是針對不銹鋼管的表面光潔度,禁油度以及鈍化層進行要求;
1.表面光潔度:針對鋼管的內外表面進行拋光處理,使得鋼管表面呈亮面;也就是我們常說的鏡面。主要是防止管內走的流體物質在管內形成掛壁,時間長了容易污染而且形成管內堵塞。
2.鈍化層:拋光完成后需將鋼管放入鈍化池進行浸泡,用酸性鈍化液將鋼管表面氧化形成鈍化層,以達到鋼管的抗腐蝕效果。
3.禁油度:鈍化完成后進行禁油清洗,將鋼管表面的油污等去除。完成后需用油脂分析儀進行檢驗。主要防止管壁本身的油污污染到管內走的流體物質。
衛生級不銹鋼管內外表面(特別如電解拋光、機械拋光后)具有良好的鈍化層,耐腐蝕能力較強。內外表面光潔度高,介質粘附很少有利于耐腐蝕。管內表面光潔度高液體介質滯留越少,有利于沖洗,特別在制藥行業。
1、管內表面電解拋光(電化學拋光):電解拋光液是磷酸、硫酸、鉻酐、明膠、重鉻酸鉀等。不銹鋼管內表面在陽極上,拋光液在和內流動通以低電壓大電流而進行電解拋光處理。這時管內表面同時進行著兩個相互矛盾的過程,即金屬表面鈍化層(含稠性粘膜)生成與溶解。由于表面觀的凸起部分和凹進部分成膜進入鈍化的條件是不同的,又由于陽極溶解。由于表面觀凸起部分和凹進部分成膜進入鈍 化的條件是不同的,又由于陽極溶解,陽極區金屬鹽濃度不斷增加,在表面形成一種高電阻的稠性粘膜。該膜在凹凸處厚度不同導致陽極表面電流密度大,尖端放電溶解速度快,在短時間內達到削平突出的觀部分的目的,能達到很高的光潔度Ra≤0.2-0.4μm。并在這種作用下,管內表增加了鉻含量,增加了金屬表面鈍化層的耐腐蝕能力。 如何掌握拋光的質量要與電解液配方、濃度、溫度、通電時間、電流密度、電極狀況、管表面處理程度等有關。技術掌握不好反而會破壞管表面光潔度,電解程度過大會出現更多更大的凹凸面,甚至條管報廢,真正制作好質量需要一定技術,費用成本較高。
2、管內表面機械拋光:有旋轉與直線拋光。這里以旋轉機械拋光為例:機械拋光設備較為簡單,動力與拋光盤、高級拋光設備較為簡單,動力與拋光盤、高級拋光蠟。采用逐級細砂粒作的布盤與布盤在管內外表面上來回多次多道進行拋光處理,光潔度能達到Ra≤0.2-0.4μm。 機械拋光與電解拋光相比較具有設備簡單、技術含量低容易掌握,費用成本也低,不會破壞管而造成報廢,因此廣泛地應用。但表面印化層耐腐蝕能力電解拋光要好的多。
衛生級不銹鋼管應用在制藥、食品、啤酒、飲用水、生物工程、化學工程、空氣凈化、航空、核工業等國民經濟建設多領域多行業上廣泛地應用,每年有大量的進口。這里介紹本廠生產衛生級不銹鋼管的工藝與設備、管的性能與質量。此管屬于國內精密水平已廣泛應用,并出口國外。