




很多人在使用帶鋸床鋸條中會問的帶鋸條的規格,規格參數在帶鋸條的鋸身上有表示。而這一問題還是有人提出造成的原因多是由于帶鋸條的各項參數對于切割材料和參數影響較大,對于安裝規格方面的影響并不是很大。多是對帶鋸條的不了解造成的。
對于參數安裝過程中一般多是調整帶鋸條的張緊力,當然例如帶鋸床鋸輪的跳動、導向輪和鋸條之間的間隙、鋸夾到鋸條的間距等也是要注意的。
為重要的是即使的發現問題,這非常有助于解決帶鋸床鋸條報廢率,比如帶鋸條的斷帶,它的發生時需要一個過程的,因此正常情況下發現有問題需要即使的修復,使用焊接等方法解決,如果不注意在小口時候的解決就會發生斷帶。帶鋸條的更替使用時有很多好處的,不僅可以將應力釋放還可以在檢查的過程中發現問題。
產品質保期,按照 相關規定和合同雙方要求的質保期執行。質保期為十二個月。在遇有問題接到用戶通知后及時維修處理。質保期內免費維修,質保期滿后以同樣的速度做出反應并及時維修處理,只收成本費。對于用戶有對產品的安裝、調試、培訓有需要的提前說明,我們數控機床提供現場技術支持。產品如需改裝,升級的我們會配合協助用戶的工作。
保證:在上售賣的機床均為,并由滕州國威數控機床為您購買的每一款液壓機進行承保。
關于銑床配件:如非特別說明,臥式銑床類商品圖片中的立銑頭、分度頭等配件均為拍攝搭配之用,不包含在所售商品中。
色差問題:數控機床所有產品均采用專業拍攝,但由于每個人的電腦顯示器不同,顯示上不排除會出現色差問題,用戶如對產品有顏色要求,訂購時請加以說明,沒有說明的終以廠家標準顏色為準。
商品包裝:出口產品為木箱釘裝,在保證不影響到產品運輸的情況,內銷產品的包裝為聚乙烯薄膜包裝,但我司保證所售商品均為廠家直銷,商品包裝請以實物為準,包裝如有要求敬請用戶訂貨時請提前說明。
 <無錫>建貿機械設備有限公司
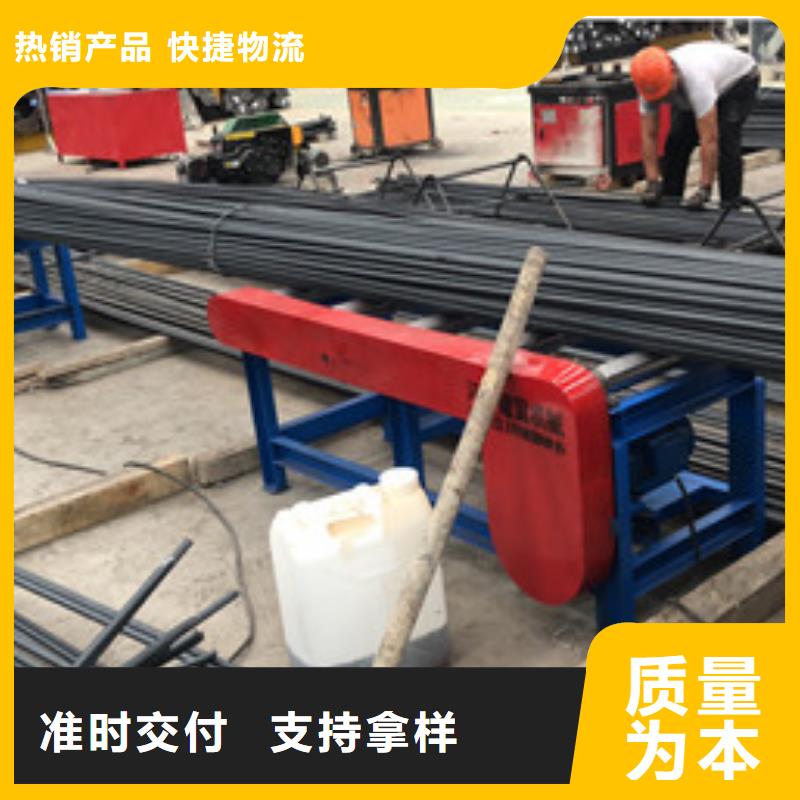
無錫#數控鋼筋鋸床#現貨供應
<無錫>建貿機械設備有限公司
無錫#數控鋼筋鋸床#現貨供應
常呈現的維修誤區。毛病未定位盲目的拆開設備。一些修補人員因為對帶鋸床結構、原理不清楚,不仔細分析毛病原因,不能判別毛病部位,憑著 大約、差不多的思維盲目對機械大拆大卸,成果不光原毛病未掃除,并且因為修補技能和工藝較差,又呈現新的問題。 當數控機床呈現毛病后,要經過檢測設備進行檢測,如無檢測設備,可經過問、看、查、試等傳統的毛病判別辦法和手法,結合其結構和作業原理,斷定可能發作毛病的部位。在斷定毛病時,一般常用掃除法和比較法,依照從簡略到復雜、先表面后內部、先總成再部件的次序進行,切忌;不問青紅皂白,盲目大拆大卸。
盲目替換設備零部件。鋸床數控體系毛病判別和掃除相對困難一些,有些修補人員一向選用換件實驗的辦法,不論大件小件,只要以為可能是導致毛病的零部件,一個一個替換實驗,成果非但毛病沒掃除,且把不應替換的零部件隨意替換了,增加了消費者的開支。在修補時,應根據毛病現象仔細分析判別毛病原因及部位,對能修正的零部件要采納修補的辦法康復技能功能,根絕盲目替換零部件的做法。
鋸床切削液的應用與作用。帶鋸床油一熱液壓柱升不起來的原因分析。帶鋸床液壓油在使用過程中會因摩擦、外力作用等因素造成油溫升高,油溫升高之后液壓油粘度下降,達不到原有標準,在液壓油油溫升到度以上時液壓油基本無常工作。液壓油油溫升高粘度下降后,液壓柱下降過程不受影響,因為油液處于釋放狀態,液壓柱靠重力作用即可下降;液壓柱上升過程中液壓油需通過油泵所施加壓力將壓力傳遞至油缸活塞上將液壓柱頂起,但油溫升高后粘度下降,無法達到正常的壓力傳遞,帶鋸床液壓柱上升緩慢或無法上升;另外油溫升高后油液粘度下降,對密封的要求更加嚴格,有可能存在內泄。解決方法:。帶鋸床加裝冷卻裝置,在使用過程中將液壓油油溫保持在相對較低的溫度;。更換高一級粘度的液壓油,如#改為#;。查找有無內泄現象;。更換油質較好的液壓油。
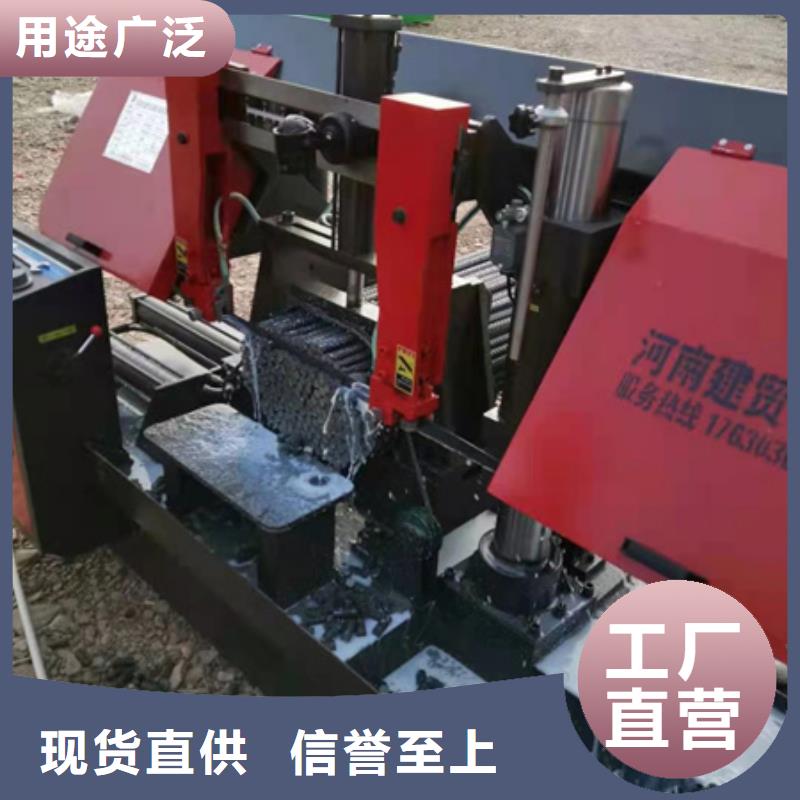
jmc數控鋸床設備特點全自動數控鋸床,適用于批量生產連續切割。采用PCL控制系統可設置組不同數據連續切割。觸摸屏操作,人機界面取代傳統按鈕控制面板。手動與自動雙功能選擇。采用拉線尺控制送料長度,精度高。在鋸切中遇到鋸帶斷裂或電機出現過載,都會自動且自動停。技術參數大鋸切能力圓管mm方管*mm主電機功率KW液壓電機功率KW水泵電機功率KW鋸帶線速度//m/min送料行程mm送料行程可根據要求定做。
中間為夾料虎鉗和手動送料機構,虎鉗前方連接有承接成品的工作臺,左側的裝置為絲桿傳過液壓加緊油缸內孔,轉動手輪或按住按鈕,使左鉗口左右運動。鋸梁和傳動機構,由厚鋼板切割成形焊接而成,具有較強的剛性,其右后側固定有渦輪箱,箱內的渦輪于鋸梁上面的輪固接,二者同步,左側為鋸條的回轉運動,由主電機皮帶輪渦輪付經兩級變速將驅動傳遞到輪,再由輪鋸條驅動被動輪來實現的,鋸條運轉速度共三擋。性能特點本機采用臺灣技術,雙立柱結構,保證導向精度,鋸削穩定可靠。

準確清潔液壓系統。切忌運用火油或柴油作清潔液。清潔時應選竭盡或許大的流量,使管路中液流呈紊流狀況,并結束各個實行元件的動作,以便將污染物從各個泵、閥與液壓缸等元件沖刷出來。清潔結束后,在熱狀況下排掉清潔液,替換新油。
5、人機界面取代傳統控制面板功能,數字設定、指示燈等,隨時顯示設備狀態,操作指示,參數設定。(在人機界面電腦上輸入鋸切長度、鋸切數量,輕松一按啟動按扭LCD顯示液晶屏,鋸切輸入鋸切數量完成后,鋸床自動停機等其它功能。
6、由PLC可編程控制器,設定鋸切全過程的自動程序。
7、送料長度采用光柵尺控制,定位準確精度高,長度誤差<0.30mm。
8、可由數控控制單程自動送料長度400mm。
