

 精密管從規定的模孔中擠出而得到有同形狀和尺寸的成品的加工方法,多用于生產有色金屬精密鋼管
鋼材。軋制:將鋼材金屬坯料通過一對旋轉軋輥的間隙(各種形狀)因受軋輥的壓縮使材料截面減小
,長度增加的壓力加工方法。拉撥鋼材:將已經軋制的金屬坯料(型、管、制品等)通過模孔拉撥成
截面減小長度增加的加工方法大多用作冷加工。將帶鋼送入 12cr5moi合金鋼管機組,經多道軋輥
滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調整擠壓輥的壓下量,使焊縫間隙控制在
1~3mm并使焊口兩端齊平。如間隙過大,則造成鄰近效應減少,渦流熱量不足,焊縫晶間接合不
良而產生未熔合或開裂。如間隙過小則造成鄰近效應增大,焊接熱量過大,造成焊縫燒損;或者焊
縫經擠壓、滾壓后形成深坑,影響焊縫表面質量。12cr5moi合金鋼管焊接溫度主要受高頻渦流熱
功率的影響,高頻渦流熱功率主要受電流頻率的影響,渦流熱功率與電流激勵頻率的平方成正比;
而電流激勵頻率又受激勵電壓、電流和電容、電感的影響。激勵頻率公式為:f=1/[2π(CL1/2]...式
中:f-激勵頻率(HzC-激勵回路中的電容(F電容=電量/電壓;L-激勵回路中的電感,電感=磁通量/
電流?當輸入熱量不足時,被加熱的焊縫邊緣達不到焊接溫度,12cr5moi合金鋼管組織仍然保持固
態,形成未熔合或未焊透;當輸入熱時不足時,被加熱的焊縫邊緣超過焊接溫度,產生過燒或熔滴
,使焊縫形成熔洞。
精密管從規定的模孔中擠出而得到有同形狀和尺寸的成品的加工方法,多用于生產有色金屬精密鋼管
鋼材。軋制:將鋼材金屬坯料通過一對旋轉軋輥的間隙(各種形狀)因受軋輥的壓縮使材料截面減小
,長度增加的壓力加工方法。拉撥鋼材:將已經軋制的金屬坯料(型、管、制品等)通過模孔拉撥成
截面減小長度增加的加工方法大多用作冷加工。將帶鋼送入 12cr5moi合金鋼管機組,經多道軋輥
滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調整擠壓輥的壓下量,使焊縫間隙控制在
1~3mm并使焊口兩端齊平。如間隙過大,則造成鄰近效應減少,渦流熱量不足,焊縫晶間接合不
良而產生未熔合或開裂。如間隙過小則造成鄰近效應增大,焊接熱量過大,造成焊縫燒損;或者焊
縫經擠壓、滾壓后形成深坑,影響焊縫表面質量。12cr5moi合金鋼管焊接溫度主要受高頻渦流熱
功率的影響,高頻渦流熱功率主要受電流頻率的影響,渦流熱功率與電流激勵頻率的平方成正比;
而電流激勵頻率又受激勵電壓、電流和電容、電感的影響。激勵頻率公式為:f=1/[2π(CL1/2]...式
中:f-激勵頻率(HzC-激勵回路中的電容(F電容=電量/電壓;L-激勵回路中的電感,電感=磁通量/
電流?當輸入熱量不足時,被加熱的焊縫邊緣達不到焊接溫度,12cr5moi合金鋼管組織仍然保持固
態,形成未熔合或未焊透;當輸入熱時不足時,被加熱的焊縫邊緣超過焊接溫度,產生過燒或熔滴
,使焊縫形成熔洞。
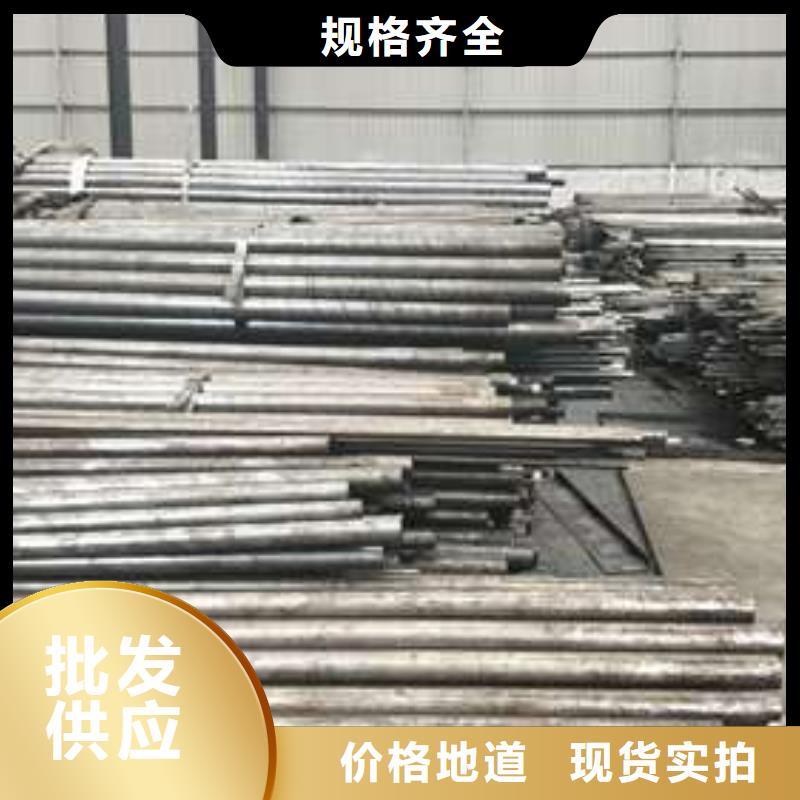
 一般供彎曲,壓延,彎邊和錘拱等精密管加工,電弧焊和接觸焊的焊接性能好,氣焊時厚度小,外形要求嚴格或形狀復雜的制件上易發生裂紋。切削加工性冷拔或正火狀態較退火狀態好,一般用于制造受力不大而韌性要求高的。光亮20#精密管化學成份:0.17~0.24"硅si:0.17~0.37錳mn:0.35~0.65≤0.035≤0.035鉻cr:≤0.25鎳ni:≤0.25銅cu:≤0.25。光亮20#精密管強度比15號鋼稍高,很少淬火,無回火脆性。冷變形塑性高。
一般供彎曲,壓延,彎邊和錘拱等精密管加工,電弧焊和接觸焊的焊接性能好,氣焊時厚度小,外形要求嚴格或形狀復雜的制件上易發生裂紋。切削加工性冷拔或正火狀態較退火狀態好,一般用于制造受力不大而韌性要求高的。光亮20#精密管化學成份:0.17~0.24"硅si:0.17~0.37錳mn:0.35~0.65≤0.035≤0.035鉻cr:≤0.25鎳ni:≤0.25銅cu:≤0.25。光亮20#精密管強度比15號鋼稍高,很少淬火,無回火脆性。冷變形塑性高。
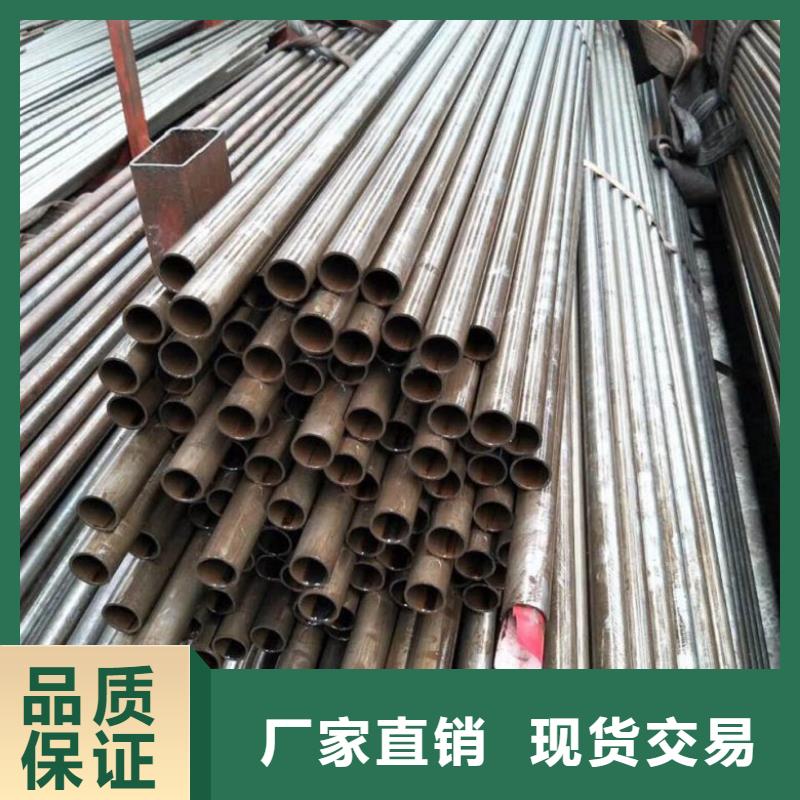
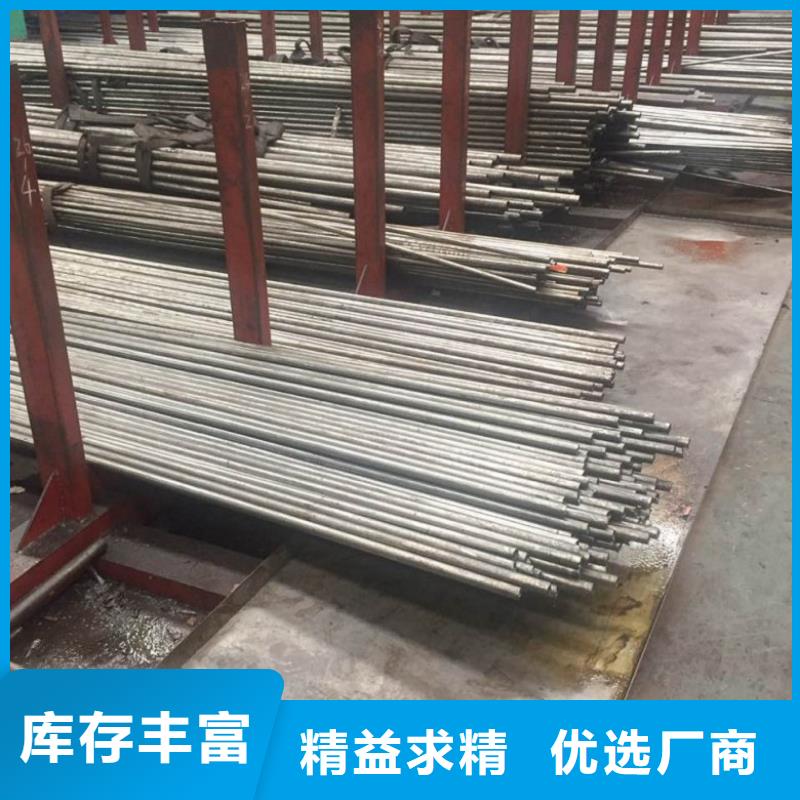
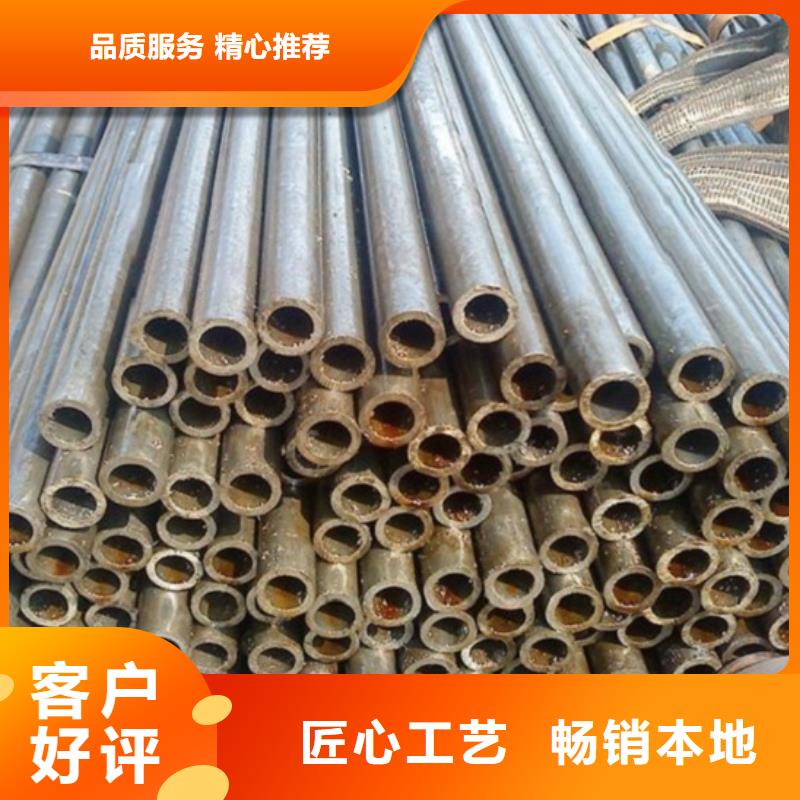
 精密管的處置模式有兩種, 種是運用精撥工藝處置的鋼管,第二組則是采用了冷軋技藝制作,精密無縫因為采用的是一體沖軋成型,所以表面均沒有氧化物質,精密無縫管繼承了無縫管的傳統特點,在受到高壓沖撞時,不會出現泄漏的問題,運用先進的技藝制作的精密無縫管,精密要比一般的無縫管高,比較適合高壓設備。
精密無縫管的原材料采用了非常先進的鋼材配方,主料以碳、硅為主要,輔助以錳等金屬元素,強化了原材料材質,可以媲美相當高的規格鋼材,精密無縫管在精度和光潔上都大大先進與其他的鋼管。
精密無縫管的顏色大部分為白色,表面比較的光鮮艷麗,所以需求是整潔要求的行業可以選擇精密無縫管。
大金鋼管制造有限公司
精密管的處置模式有兩種, 種是運用精撥工藝處置的鋼管,第二組則是采用了冷軋技藝制作,精密無縫因為采用的是一體沖軋成型,所以表面均沒有氧化物質,精密無縫管繼承了無縫管的傳統特點,在受到高壓沖撞時,不會出現泄漏的問題,運用先進的技藝制作的精密無縫管,精密要比一般的無縫管高,比較適合高壓設備。
精密無縫管的原材料采用了非常先進的鋼材配方,主料以碳、硅為主要,輔助以錳等金屬元素,強化了原材料材質,可以媲美相當高的規格鋼材,精密無縫管在精度和光潔上都大大先進與其他的鋼管。
精密無縫管的顏色大部分為白色,表面比較的光鮮艷麗,所以需求是整潔要求的行業可以選擇精密無縫管。
大金鋼管制造有限公司


