您的位置>首頁 >怒江當地行業動態 >
810*12鋼護筒山東卷管廠信賴
更新時間: 2025-06-14 01:08:48 ip歸屬地:怒江,天氣:陰轉陣雨,溫度:22-36 瀏覽次數:4
以下是:云南省怒江市810*12鋼護筒山東卷管廠信賴的產品參數
| 產品參數 |
|---|
| 產品價格 | 批發 |
|---|
| 發貨期限 | 1-3天 |
|---|
| 供貨總量 | 100 |
|---|
| 運費說明 | 電議 |
|---|
| 小起訂 | 1支訂 |
|---|
| 質量等級 | 1級 |
|---|
| 是否廠家 | 生產廠 |
|---|
| 產品材質 | 235b等 |
|---|
| 產品品牌 | 山特金屬 |
|---|
| 產品規格 | 齊全 |
|---|
| 發貨城市 | 山東 |
|---|
| 產品產地 | 山東 |
|---|
| 加工定制 | 可加工 |
|---|
| 產品型號 | 齊全 |
|---|
| 可售賣地 | 全國 |
|---|
| 產品重量 | 噸 |
|---|
| 產品顏色 | 碳黑 |
|---|
| 質保時間 | 1-5年 |
|---|
| 外形尺寸 | 300-6000 |
|---|
| 適用領域 | 管道 |
|---|
| 是否進口 | 否 |
|---|
| 質量認證 | 3年 |
|---|
| 產品功率 | 32 |
|---|
| 工作溫度 | 常溫 |
|---|
| 公司品牌 | 山特金屬 |
|---|
| 材質 | Q235A、Q235B、Q235C、Q355B、Q355C、Q345R、O355R、45# 、16MN等、 |
|---|
| 橢圓度 | 正負3MM |
|---|
| 執行標準 | GB/T50205-2001 GB/T3092-2001 |
|---|
| 適用區域 | 電力 化工 設備 管道 電機殼等 |
|---|
| 范圍 | 810*12鋼護筒山東卷管廠信賴生產基地位于【聊城】,供應范圍覆蓋云南省 昆明市、玉溪市、麗江市、普洱市、曲靖市、保山市、昭通市、臨滄市、文山市、西雙版納市、紅河市、大理市、德宏市、楚雄市、怒江市、迪慶市 瀘水市、福貢縣等區域。 |
|---|
以下是:云南省怒江市810*12鋼護筒山東卷管廠信賴的圖文視頻
導讀 【山特】業務覆蓋多元場景,提供以下產品和服務:昆明異形管加工、麗江冷撥圓鋼、曲靖橋式濾水管、保山打井無砂管、文山打井無砂管廠家、迪慶無砂管廠家、瀘水濾水管、福貢橋式濾水管廠家等。您是想要在云南省怒江市采購高質量的810*12鋼護筒山東卷管廠信賴產品嗎?山特金屬制品(怒江市分公司)【聊城山特金屬制品(怒江市分公司)stgg3197-42】是您的不二之選!我們致力于提供品質保證、價格優惠的810*12鋼護筒山東卷管廠信賴產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:張經理,地址:《經濟開發區匯通國際金屬物流園》。 云南省,怒江傈僳族自治州 怒江傈僳族自治州,云南省轄民族自治州,位于云南省西北部,地處東經98°39′~99°39′,北緯25°33′~28°23′之間,北接西藏自治區林芝市察隅縣,東北臨迪慶藏族自治州,東靠麗江市,東南連大理白族自治州,南接保山市,總面積14703平方千米。截至2022年底,怒江傈僳族自治州常住人口為54.6萬人。截至2023年5月,怒江傈僳族自治州轄1個縣級市、1個縣、2個自治縣,州人民政府瀘水市大練地街道。


焊接方法分類 螺旋焊接鋼管 螺旋焊接鋼管
按焊接方法不同可分為電弧焊管、高頻或低頻電阻焊管、氣焊管、爐焊管、邦迪管等。
電焊鋼管:用于石油鉆采和機械制造業等。
爐焊管:可用作水煤氣管等,大口徑直縫焊管用于高壓油氣輸送等;螺旋焊管用于油氣輸送、管樁、橋墩等。按焊縫形狀分類可分為直縫焊管和螺旋焊管 直縫焊管陽春直縫鋼板卷管加工廠家
生產工藝簡單,生產效率高,成本低,發展較快。
螺旋焊管
強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。
螺旋縫焊接鋼管分為自動埋弧焊接鋼管和高頻焊接鋼管兩種。

各類型鋼板卷管合金都有以下通性:
(1)多數合金熔點低于其組分中任一種組成金屬的熔點;
(2)硬度比其組分中任一金屬的硬度大;
(3)合金的導電性和導熱性低于任一組分金屬。利用合金的這一特性,可以制造高電阻和高熱阻材料。還可制造有特殊性能的材料,如在鐵中摻入15%鉻和9%鎳得到一種耐腐蝕的不銹鋼,適用于化學工業。
(4)有的抗腐蝕能力強(如不銹鋼) 鋼管卷管結構形式為三輥對稱式,上輥在兩下輥中央對稱位置作垂直升降運動,通過液壓缸內的液壓油作用于活塞而獲得,為液壓傳動;兩下輥作旋轉運動,通過減速機的輸出齒輪與下輥齒輪嚙合,為卷制板材提供扭矩。鋼管卷管缺點是板材端部借助其它設備進行預彎。

鋼板卷管 鑄造卷筒裂紋是一種在較高溫度下形成的裂紋在體積收縮較大的合金和形狀較復雜的鑄件容易出現。?
產生原因:?
1.鑄件結構設計不合理,有尖角,壁的厚薄變化過于懸殊?
2.砂型(芯)退讓性不良?
3.鑄型局部過熱?
4.澆注溫度過高?
5.自鑄型中取出鑄件過早?
6.熱處理過熱或過燒,冷卻速度過激?1、鋁和其他軟金屬?

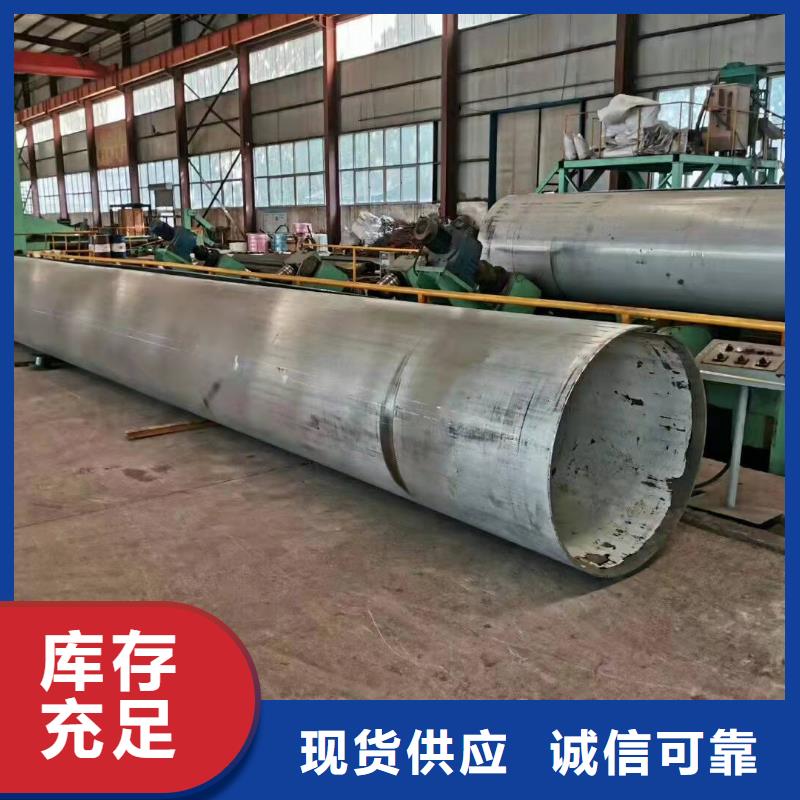
鋼板卷管管節的卷制
在卷管加工過程中,應防止板材表面損傷。對有嚴重傷痕的部位必須進行修磨,使其圓滑過渡,且修磨處的壁厚不得小于設計壁厚。鋼板卷管采用一次性成型工藝,卷制時,先將鋼板兩頭壓彎,直徑應小于卷管直徑。然后調整滾床壓力,分二到三次卷制鋼管。將卷好的管節點焊加固,御下滾床后運往焊接平臺施焊。對焊接完的管節進行第二次滾圓,卷管的校圓樣板的弧長應為管子周長的1/6~1/4;樣板與管內壁的不貼合間隙應符合下列規定:

總結 山特金屬制品(怒江市分公司)【聊城山特金屬制品(怒江市分公司)stgg3197-42】【13863598006】在云南省怒江市本地專業從事810*12鋼護筒山東卷管廠信賴,價格低,發貨快,效果好 (云南省 昆明市、玉溪市、麗江市、普洱市、曲靖市、保山市、昭通市、臨滄市、文山市、西雙版納市、紅河市、大理市、德宏市、楚雄市、怒江市、迪慶市 瀘水市、福貢縣)可送貨上門。