






目前焊接系統的特點
1. 機械裝置
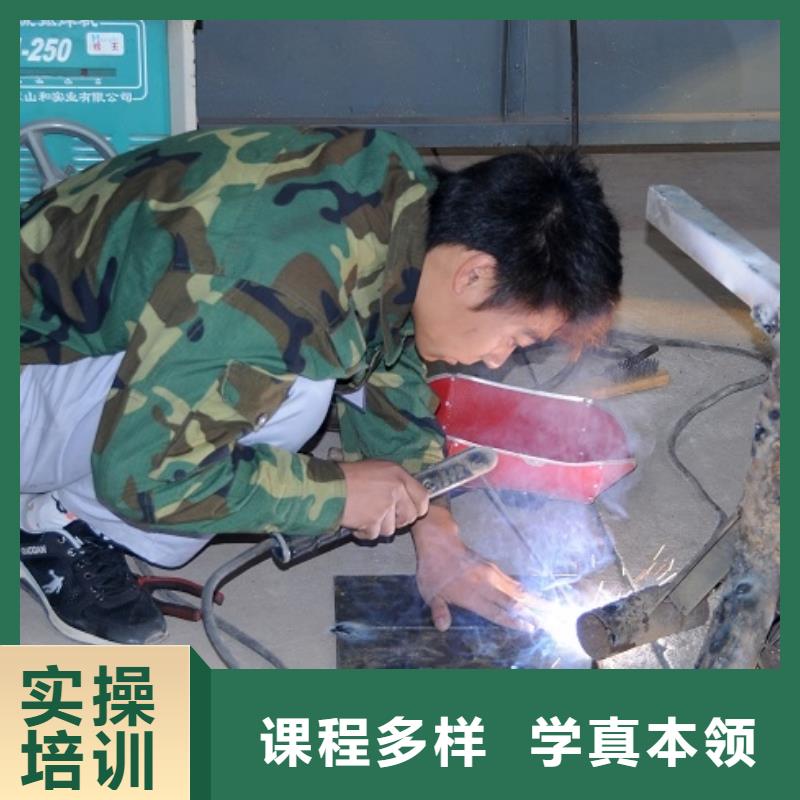
點焊機系統由機械裝置、供電裝置、控制裝置三大部分組成。點焊機為了適應焊接工藝要求,加壓機構(焊鉗)采用了雙行程快速氣壓傳動機構,通過切換行程控制手柄改變焊鉗開口度,可分為大開和小開來滿足焊接操作要求。通常狀態為焊鉗短行程張開,當把控制按鈕切換到“通電”位置扣動手柄開關則焊鉗夾緊加壓,同時電流在控制系統控制下完成一個焊接周期后恢復到短行程張開狀態。
2. 供電裝置
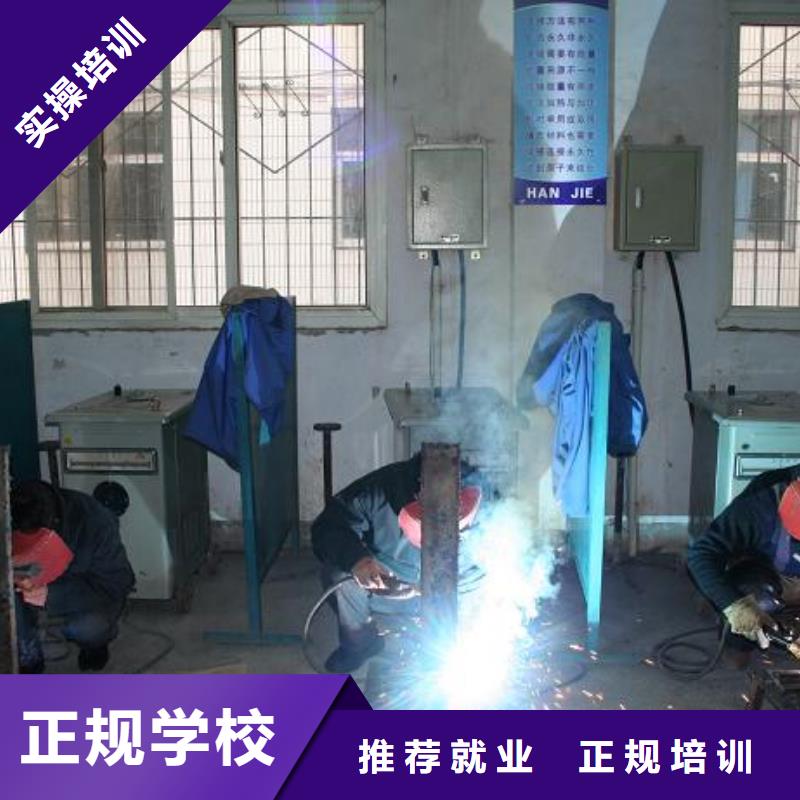
主電力電路由電阻焊變壓器、可控硅單元、主電力開關、焊接回路等組成。目前,我們采用的焊接設備是功率200kVA、次級輸出電壓20V的單相工頻交流電阻焊機。由于多種車型共線生產,焊鉗要焊接高強度鋼板和低碳鋼薄板,
熔化極氬弧焊的工作原理及特點。焊絲通過絲輪送進,導電嘴導電,在母材與焊絲之間產生電弧,使焊絲和母材熔化,并用惰性氣體氬氣保護電弧和熔融金屬來進行焊接的。它和鎢極氬弧焊的區別:一個是焊絲作電極,并被不斷熔化填入熔池,冷凝后形成焊縫;另一個是采用保護氣體,隨著熔化極氬弧焊的技術應用,保護氣體已由單一的氬氣發展出多種混合氣體的廣泛應用,如Ar 80%+CO220%的富氬保護氣。通常前者稱為MIG,后者稱為MAG。從其操作方式看,目前應用廣的是半自動熔化極氬弧焊和富氬混合氣保護焊,其次是自動熔化極氬弧焊。 
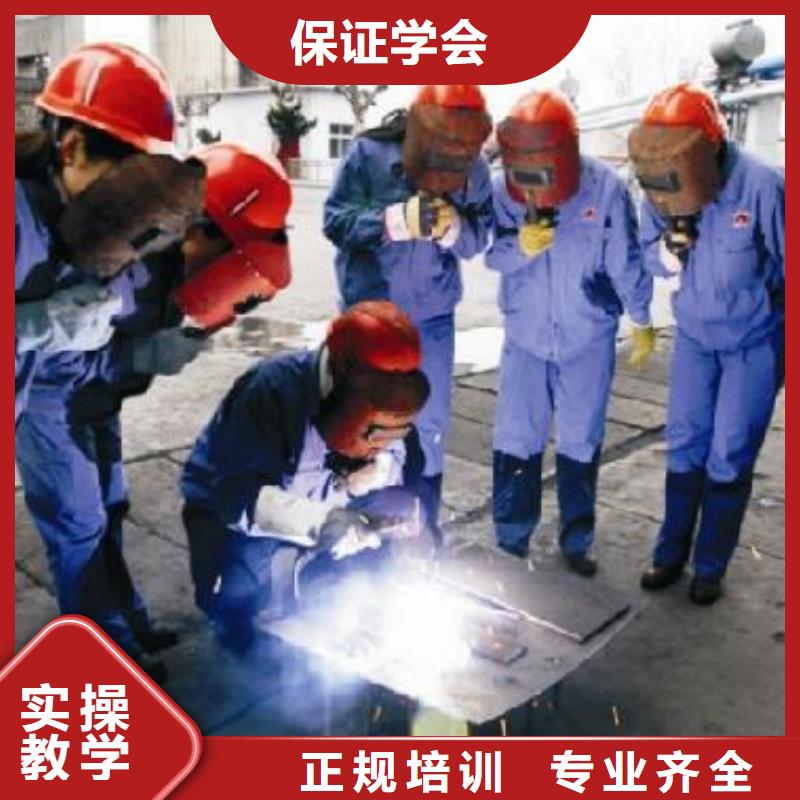
焊接培訓是機械制造中重要的工藝方法之一,焊接培訓工藝作為一門科學和其他科學技術一樣是人類共同創造的財富,也是人類社會發展的必然產物。焊接培訓在工業生產中仍占據主要地位。
我國是較早應用焊接培訓技術的 ,但主要是釬焊。
1、根據考古發現,遠在戰國時期的一些金屬制品,就以采用了焊接培訓技術
1),河南玻璃閣戰國墓中出土文物證實,其殉葬銅器的制品、耳足就是釬焊連接的
2),宋代科學家沈括在《夢溪筆談》一書中就提到釬焊

進入21世紀后焊接培訓作為一個重要的部分在制造業行業一直快速發展這對在中國焊接培訓行業帶來了前所未有的發展機遇也為通用電氣焊工專業從業者提供了舞臺和機會。
電氣焊培訓結業的的焊工操作證和焊工職業資格.生產的發展和科學技術的進步焊接技術是必不可少的焊工在加工工業是一個重要的類型的工作.
電焊工焊接培訓操作證的許可所有人員從事焊接工作的人員必須持證上崗的必要的.特殊的操作人員操作許可證是作為一個標準的焊工可以上崗.沒有焊接操作是違反規定的.
