![紅河[薄壁無縫鋼管]廠家直銷](/images/top6-1.png "紅河[薄壁無縫鋼管]廠家直銷")
![紅河[薄壁無縫鋼管]品質保障](/images/top6-2.png "紅河[薄壁無縫鋼管]品質保障")
![紅河[薄壁無縫鋼管]售后無憂](/images/top6-3.png "紅河[薄壁無縫鋼管]售后無憂")



圓管成型的方式稱為彎曲,焊接方管成型的方式便稱為彎折。鋼爵上海方管專家方管彎折成型有2種基本方法:實彎焊接方管和空彎焊接方管。紅河實彎方管,顧名思義是壓實了彎折方管,實彎焊接方管時內外輥與管坯內外壁雙向壓實。實彎方管的優點是反彈小,方管成型準確,而且只要輥型準確,方管內角成型的R比較準確。實彎方管的缺點是有拉伸、減薄效應。 ,實彎方管會使方管彎折處產生拉伸,方管拉伸效應使彎折線縱向的長度縮短;第二,實彎方管彎折處金屬會因拉伸而變薄。空彎方管是通過外輥與方管管坯外壁的單向接觸形成方管彎矩使帶料彎折,空彎焊接方管會使彎折線產生壓縮,壓縮效應使彎折線縱向伸長,彎折處金屬出現堆積變厚,這就是空彎的壓縮、增厚效應。空彎的優點是可以在無法進行實彎時進行邊長的彎折,比如方矩管的上邊、側邊同步彎折和精整。空彎焊接方管還可以彎折R<0.2t的內角而不致管壁發生斷裂。空彎焊接方管的缺點是方矩管在上邊、側邊同步空彎時,由于上輥和下輥同時產生壓力,方管成型力容易超越臨界點,造成方管邊部失穩內凹,并且也會影響到機組穩定運行和焊接方管成型質量。這也是方矩管和圓管空彎成型時不同的特點。實際應用中,這兩種基本方法,在方矩管成型中應根據產品需要配置到合理的工藝位置。應注意實彎焊接方管成型的拉伸/減薄效應和空彎方管成型的壓縮/增厚效應對于方管產品質量的影響,否則將導致方矩管成型時側邊內凹,成品方管縱向翹曲,而且難以矯直。
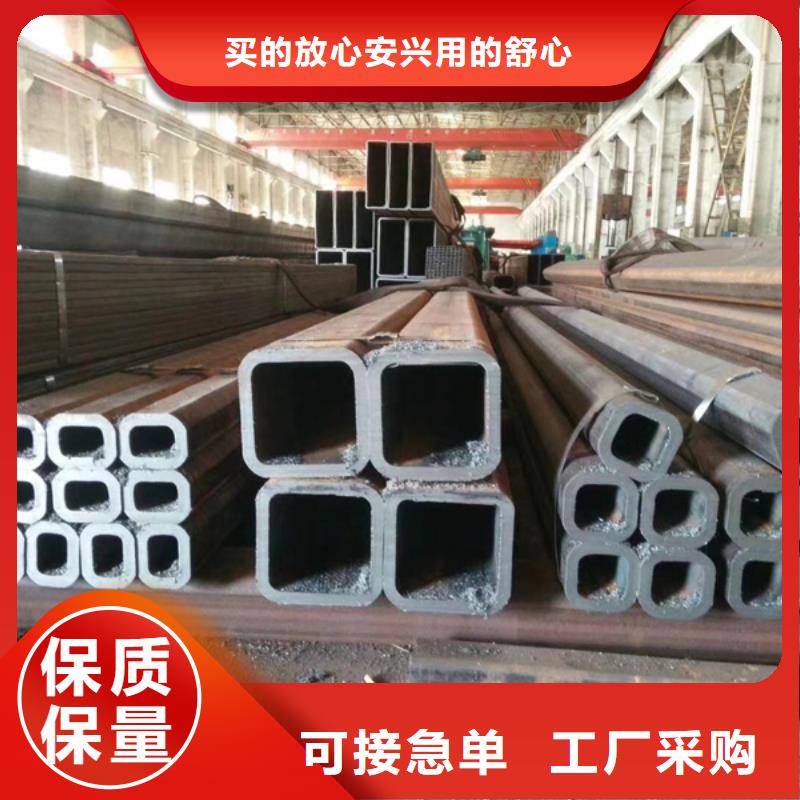
方形冷彎空心型鋼和冷拔方管的區別在于:方形冷彎空心型鋼是用熱軋鋼板冷彎后焊接成型后再經高頻焊接制成的方形截面形狀尺寸的型鋼,又稱焊接方鋼管,方形冷彎空心型鋼有焊縫,方形冷彎空心型鋼具有生產工藝成型穩定,精度高,可以生產任意截面管型,方形冷彎空心型鋼角部尺寸和邊部平直度均達到甚至超過冷拔方形鋼管的水平。紅河冷拔方管采用無縫鋼管冷拔成型,又稱冷拔方鋼管,冷拔方形鋼管無焊縫,冷拔方形鋼管具有耐壓高,冷拔方形鋼管綜合力學性能好,冷,熱加工性能和耐腐蝕性能均好,具有良好的低溫韌性。

紅河方管的表面層難以避免地應力和變形問題。它們之間的差別只是由不同的層次決定的。但是,如果焊接地應力和方管尖角的各種變形問題不能立即處理,焊接產品的質量就會下降,如果更嚴重,裂紋就會繼續出現。如果你想要很好的進行實際操作的尖方管,那么我們需要了解他的實際操作敲。在尖角方管上,無論是生產方法還是他的原材料,我們都應該了解,這樣的話,我們在實際操作中就不會輕易出現。在對尖角方管進行電焊時,要防止其變形,這是非常重要的。如果有變形,尖角的方管我們不能很好地使用,實際效果會或多或少受到破壞。如果你想把尖角的方管焊得更漂亮,就不能讓他顯得不對勁,這是我們需要做的重要的事情。

紅河方管的生產過程,我們應該注意以下七點事項: 一、低壓用氧導致氧管負壓、氧槍噴孔堵塞,都易由高溫熔池產生的燃氣倒罐回火,發生燃爆事故。因此,應嚴密監視氧壓。多個爐子用氧時,不要搶著用氧,以免造成管道回火。生產方管應注意的7點事項知識 二、方管煉鋼過程中所需要的原材料、半成品、成品都需要起重設備和機車進行運輸,這個過程中有很多危險因素。所以廠房設計時考慮足夠的空間,注意設備革新,加強維護。還要提高工人的操作水平,嚴格遵守生產規程。生產方管應注意的7點事項知識 三、鋼水、鐵水、鋼渣以及煉鋼爐爐底的熔渣都是高溫熔融物,與水接觸就會發生爆炸。防止熔融物遇水爆炸的主要措施是,對冷卻水系統要保證供水,水質要凈化,不得泄漏,物料、容器、作業場所必須干燥。生產方管應注意的7點事項知識 四、氧槍上部的氧管彎道或變徑管由于流速大,局部阻力損失大,如管內有渣或脫脂不干凈時,容易誘發高純、高壓、高速氧氣燃爆。我們紅河方管生產中,應該通過改善設計、防止急彎、減慢流速、定期吹管、清掃過濾器、完善脫脂等手段來避免事故的發生。 五、鐵、鋼、渣液的溫度很高,熱輻射很強,又易于噴濺,加上設備及環境的溫度很高,極易發生灼傷事故。所以我們要定期檢查、檢修煉鋼爐、鋼水罐、鐵水罐、混鐵爐等設備。同時注意改善技術規程并嚴格執行,搞好個人防護,容易漏氣的法蘭、閥門要定期更換。 六、因操作失誤造成氧槍回水不通,氧槍積水在熔池高溫中汽化,阻止高壓水進入。當氧槍內的蒸氣壓力高于槍壁強度極限時變發生爆炸。處理此類問題時應該更加謹慎,避免操作失誤。 七、方管生產中應考慮煉鋼廠房的結構能夠承受高溫輻射,具有足夠的強度和剛度,能承受載荷和碰撞而不會變形。還要有寬敞的作業環境,通風采光良好,有利于散熱和排放煙氣,要充分考慮人員作業時的要求。
