

連鑄球鐵型材還具有良好的熱處理性能。一般在CE=4.8—5.0時,鑄態性能可達到QT500-10牌號,正火性能可達到QT800-等溫淬火可達到QT1200-4水平。在CE=4.3—4.7時,鑄態性能可達到QT550-10牌號,正火性能可達到QT800-等溫淬火可達到QT200-6水平。特別是在加入銅、鉬以后,其鑄態性能可達到QT600-3的水平。可見,連鑄型材優良的性能和質量的穩定性完全可以滿足ADI的要求,能過ADI處理更易于得到品質優良的次鑄件。 反弧度法工藝制各的鑄鐵型材組織更為均勻,力學性能更為優良。與實施反弧度法之前的鑄鐵型材相比,實施反弧度法之后的鑄鐵型材硬度得到提高,組織更為均勻,并且其抗拉強度指標高于鑄鐵型材標準(JBT10854-2008水平連續鑄造鑄鐵型材) 性能要求。同時,伸長率指標均超過LZQT500-7規定的指標。與拉伸性能結果類似,反弧度法試樣的抗壓強度高于未實施反弧度法試樣的抗拉強度。 在拉伸過程中,石墨作為夾雜分布在集體組織中,石墨形態對度灰鑄鐵的抗拉強度有很大的影響。石墨越彎曲,石墨端部角度越鈍,抗拉強度越好。在切削加工過程中,由于剪切力的作用,度灰鑄鐵組織中的石墨將發生規律性的變形,增加石墨的數量能夠減輕切削加工過程中的抗力、降低刀具的磨損,改善度灰鑄鐵的切削加工性能。通過石墨對度灰鑄鐵的性能影響的研究,為開發度易切削加工度灰鑄鐵提供理論依據,獲得度易切削加工灰鑄鐵的組織形貌為短細的石墨及細小片間距的珠光體組織。
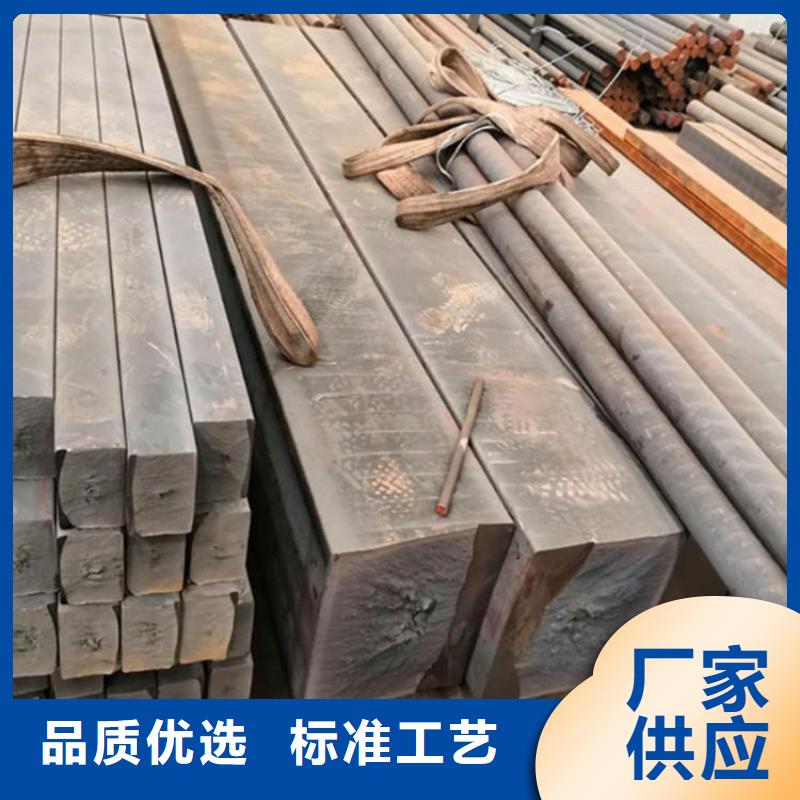
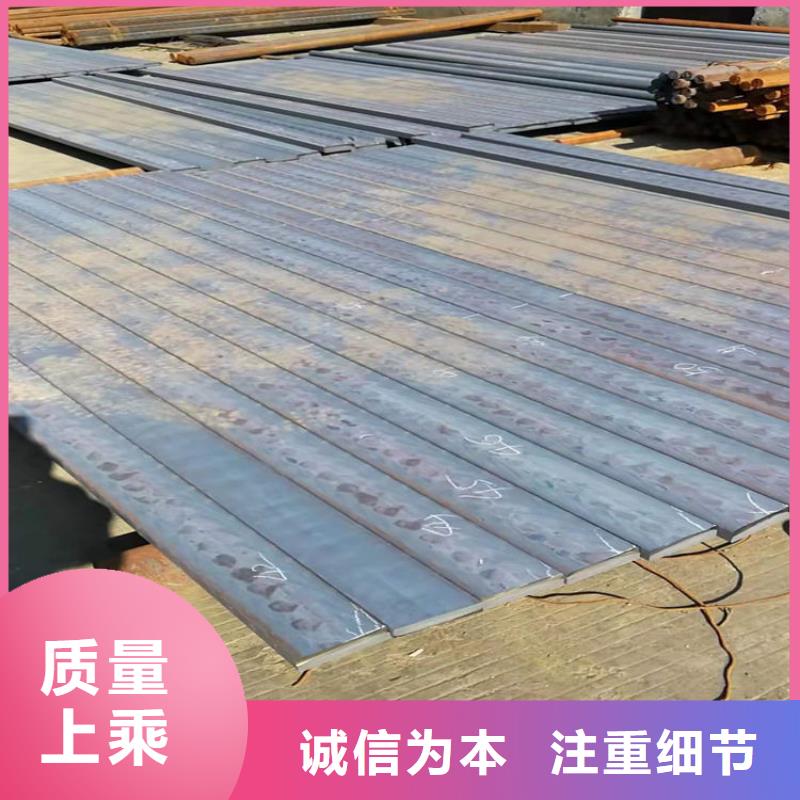
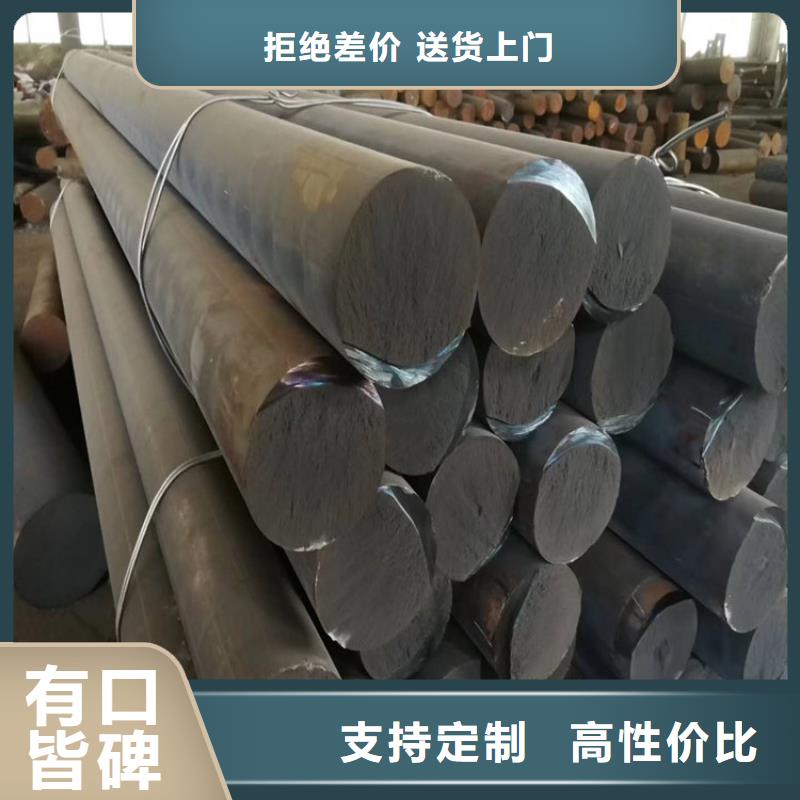
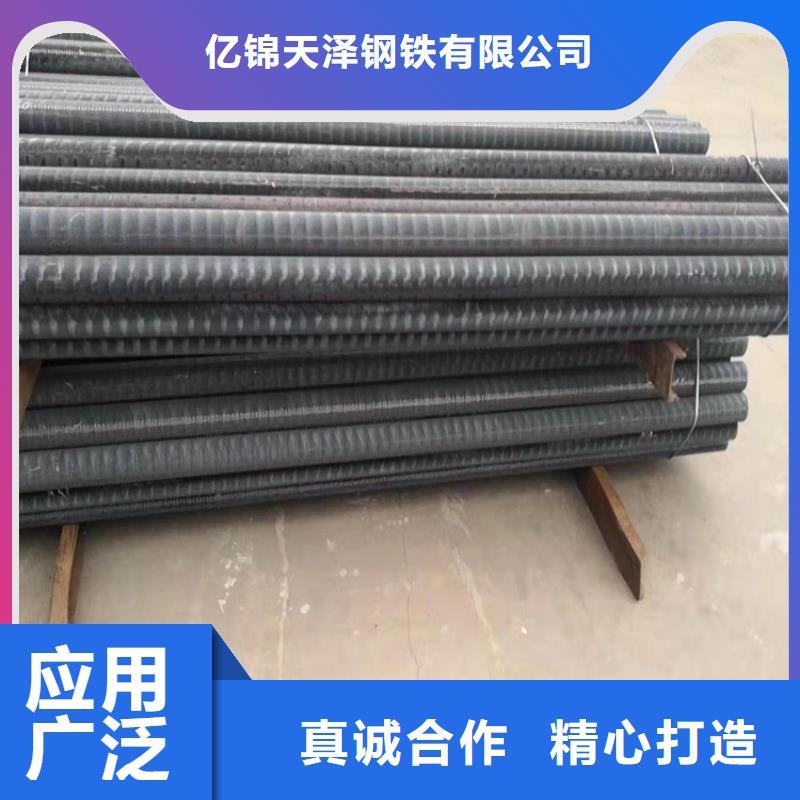
億錦天澤鋼鐵有限公司 寧波QT420-12鑄鐵圓棒廠家批發

球化反應控制的關鍵是鎂的吸收率,溫度高,反應激烈,時間短,鎂燒損多,球化效果差;溫度低,反應平穩,時間長,鎂吸收率高,球化效果好。因此,一般在保證足夠澆注溫度的前提下,宜盡可能降低球化處理溫度,控制在1420~1450℃。在鑄鐵中,碳能以化合態的滲碳體和游離狀態的石墨兩種形式存在,游離狀態的石墨容易形成片狀結構。這是由于石墨的晶格為簡單六方晶格,基面中的原子間距142nm,原子間結合力較強;而兩基面間的面間距340nm,因基面間距較大,原子間結合力較弱,故結晶時易形成片狀結構,且強度、塑性和韌性極低,接近于零,硬度僅為3HBS。 優化設計后得到的鑄鐵型材新生產線,能夠滿足 尺寸為400mm的鑄鐵型材的生產,且生產鑄鐵型材的工序簡化,各設備的結構組成更為簡單合理.鑄鐵型材中的夾雜物主要聚集分布在其中心線上方約3/4半徑處,其中大尺寸的夾雜物主要來源于球化和孕育處理,因此解決鑄鐵型材內部夾雜問題的關鍵是控制球化和孕育處理的相關參數.對于鑄鐵型材表面存在的疤皮缺陷,鑄鐵型材具有組織均勻致密;耐壓氣密性好;減磨性能強;表面質量光潔;尺寸精度高:加工余量小;硬度分布均勻;抗拉伸強度高無縮松氣孔夾渣砂眼等缺陷機械性能優越其中為顯著的特點是具有度和高韌性相結合以及優良的抗疲勞性能。
