格")
格")
格")


nmgsy<安康>神悅鋼材有限公司
安康鍍鋅管件調(diào)質(zhì)后,視角仍然偏高,二次淬火測(cè)量需要提高20~50℃。否則,視角將難以上升。安康鍍鋅方管件經(jīng)過超低溫淬火后,簡(jiǎn)單的設(shè)計(jì)已經(jīng)被油凍住了,而且很容易被水凍住。方法是避免反映其三種淬火延展性。對(duì)于淬火和快速冷卻后的工件,在不需要時(shí)應(yīng)進(jìn)行去應(yīng)力處理。 反映調(diào)質(zhì)工件的質(zhì)量,操作人員的水平是關(guān)鍵因素,調(diào)質(zhì)前的設(shè)備、材料、生產(chǎn)加工等多方面原因。 我們認(rèn)為,工件從熱處理爐遷移到冷凍罐正在進(jìn)行快速湍流,工件進(jìn)水量的測(cè)量已經(jīng)下降到Ar3零邊界點(diǎn)以下,導(dǎo)致產(chǎn)生所有人員,工件丟失 熱處理結(jié)構(gòu)不完整,滿足無(wú)視角要求。由于整個(gè)機(jī)械冰凍液的獨(dú)特開發(fā),各大手游大作都會(huì)以冷時(shí)為主。裝爐工件數(shù)量要合理,以1~2層為宜。工件的重疊會(huì)導(dǎo)致加熱不均勻,導(dǎo)致視角不均勻。工件應(yīng)放置在離水一定距離的位置,工件應(yīng)靠近水汽膜進(jìn)行分解,導(dǎo)致工件的面對(duì)面視角降低。
由于深海前沿地區(qū)剩余的大型油氣田的開發(fā)和設(shè)計(jì),創(chuàng)造了新的推動(dòng)力,新的設(shè)備和管道布線技術(shù)也將再次進(jìn)行。 安康鍍鋅方管自動(dòng)化焊接技術(shù)分析安康鍍鋅方管的主要工業(yè)生產(chǎn)在海邊管道層面。 這種超級(jí)技術(shù)的一個(gè)突出例子是水下管道的電焊問題。 某公司擴(kuò)大了水下電焊艙的使用,將更換的管道連接起來,或者“用延中管熱插進(jìn)一根大口徑鋼管,電焊工作就是在套管內(nèi)驅(qū)動(dòng)冷水的自然環(huán)境” 安康鍍鋅管在電焊表面保持稀有氣體,以獲得良好的焊接效果。本公司現(xiàn)采用一種鎢極氣體保護(hù)焊和氬弧焊在主根部。焊接泥漿實(shí)用為滿足項(xiàng)目附加質(zhì)量要求而投入運(yùn)營(yíng),該企業(yè)還將其SPLIGE III資金投入使用,這是第三代水下焊接艙,可用于海底輸油管道的連接和維修, 進(jìn)行干氣超標(biāo)氣壓焊接,大口徑鋼管總直徑可達(dá)36英寸以上,混凝土外5英寸以上,管道深度可達(dá)1000英寸。
格")
格")
安康鍍鋅管由于熱鍍鋅工藝溫度較高,回火溫度較低的材料在鍍鋅過程中容易被退火,從而降低硬度。此外,在配合件上采用熱鍍鋅的,還應(yīng)考慮鍍層厚度對(duì)配合公差的影響。熱鍍鋅是將除銹后的鋼構(gòu)件浸入600℃左右的高溫鋅液中,使鋼構(gòu)件表面附著一層鋅層。從而達(dá)到防腐的目的。 近年來,輕鋼結(jié)構(gòu)體系中出現(xiàn)了大量壓型鋼板。安康熱浸鍍鋅也用于防止腐蝕。熱鍍鋅的 道工序是酸洗除銹,然后是清洗。這兩個(gè)過程的不完善會(huì)給防腐留下隱患,所以必須徹底處理。鋼卷定位正確后,可將開卷機(jī)的左右錐頭插入鋼卷中同時(shí)旋轉(zhuǎn),將導(dǎo)頭送至夾送輥,壓緊夾送輥上輥 下降,線圈小車和磁輥可以回到原來的位置。 為使彈簧鋼帶運(yùn)行準(zhǔn)確,開卷機(jī)在運(yùn)行前可整體軸向移動(dòng)150mm。開卷機(jī)啟動(dòng)后,帶鋼通過夾送輥到達(dá)配有除塵裝置的矯直機(jī)。將拉直的彈簧鋼帶用滑動(dòng)式液壓剪裁切到鋼帶的頭部和尾部切割后的鋼帶頭可以立即滑入廢紙箱,切割后的鋼帶尾部可以由外部的輸出裝置收集線在專用的收集箱中。
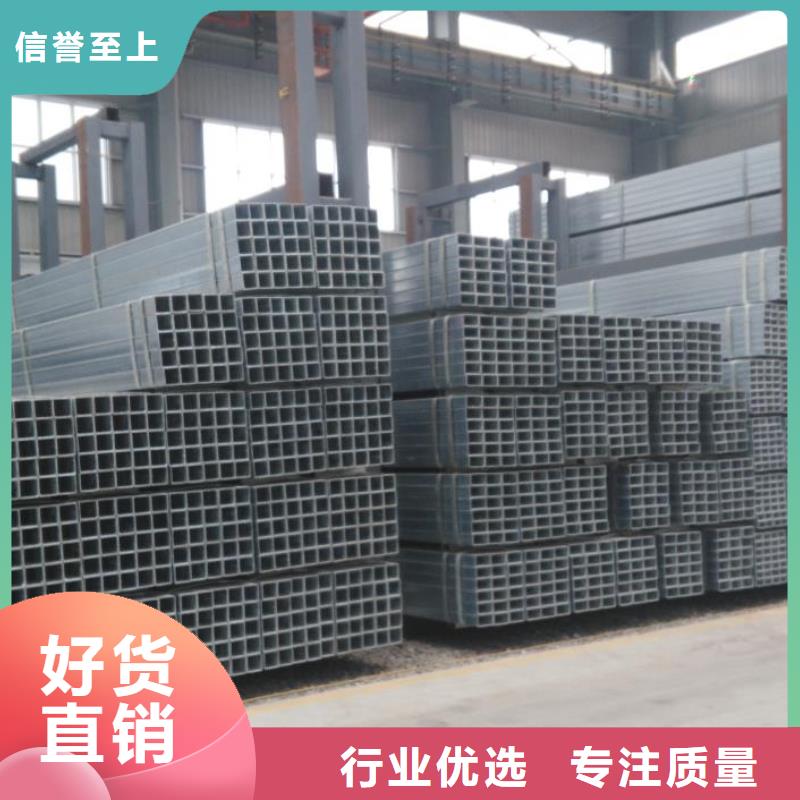
首先,安康鍍鋅管應(yīng)分批提交驗(yàn)收,配料規(guī)則應(yīng)符合相應(yīng)產(chǎn)品標(biāo)準(zhǔn)的規(guī)定。一般情況下,焊接鋼管管徑較小時(shí),一般采用直縫焊,大口徑鋼管多采用螺旋焊。 按鋼管端部形狀可分為圓形焊接鋼管和異形焊接鋼管。 異形焊接鋼管主要是指方形和矩形鍍鋅方管。 按材質(zhì)和用途不同分為礦用流體輸送用焊接鋼管、低壓流體輸送用鍍鋅焊接鋼管、帶式輸送機(jī)托輥用電焊鋼管。 根據(jù)現(xiàn)行 標(biāo)準(zhǔn)中的規(guī)格尺寸表,外徑和壁厚從小到大排序。其次,在安康鍍鋅方管的檢驗(yàn)過程中,應(yīng)進(jìn)行的檢驗(yàn)項(xiàng)目、取樣數(shù)量、取樣部位和試驗(yàn)方法應(yīng)符合相應(yīng)產(chǎn)品標(biāo)準(zhǔn)的規(guī)定。 經(jīng)需方同意,熱軋無(wú)縫直縫鋼管可按軋根組分批取樣。 在分析檢測(cè)結(jié)果時(shí),如果某項(xiàng)不符合產(chǎn)品標(biāo)準(zhǔn)的要求,應(yīng)剔除不合格的,從同批次的直縫鋼管中抽取雙倍的樣品進(jìn)行檢驗(yàn)。 重新檢驗(yàn)合格的項(xiàng)目。復(fù)檢不合格的,該批直縫鋼管不予發(fā)貨。 如果復(fù)檢結(jié)果仍不合格,則鍍鋅方管需一根一根驗(yàn)收,或重新熱處理,重新提交一批驗(yàn)收。 產(chǎn)品標(biāo)準(zhǔn)未作特別規(guī)定的,應(yīng)按冶煉成分對(duì)鍍鋅方管的化學(xué)成分進(jìn)行驗(yàn)收。