

聯系我們

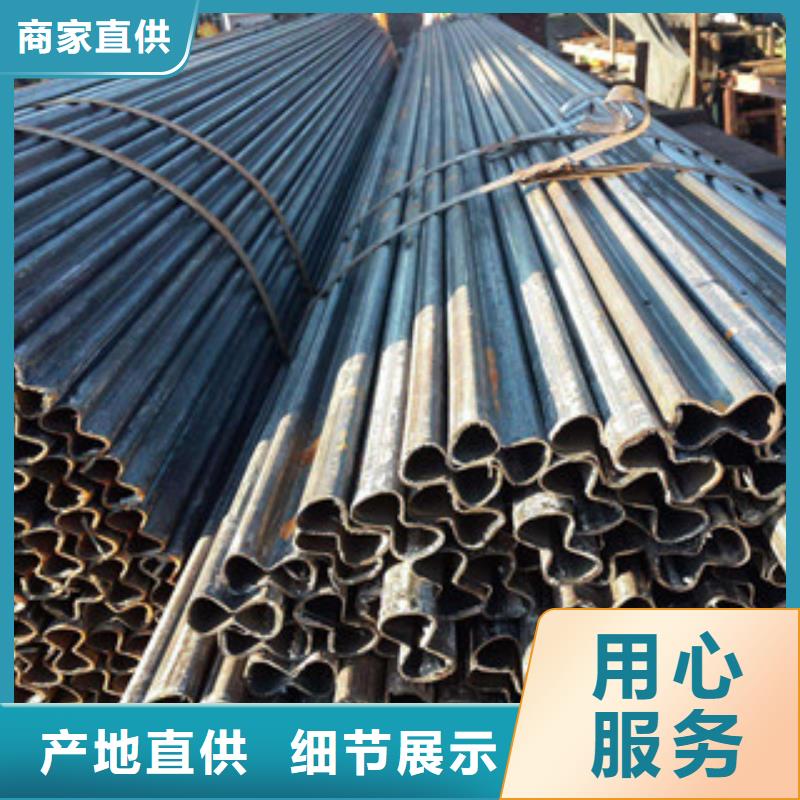
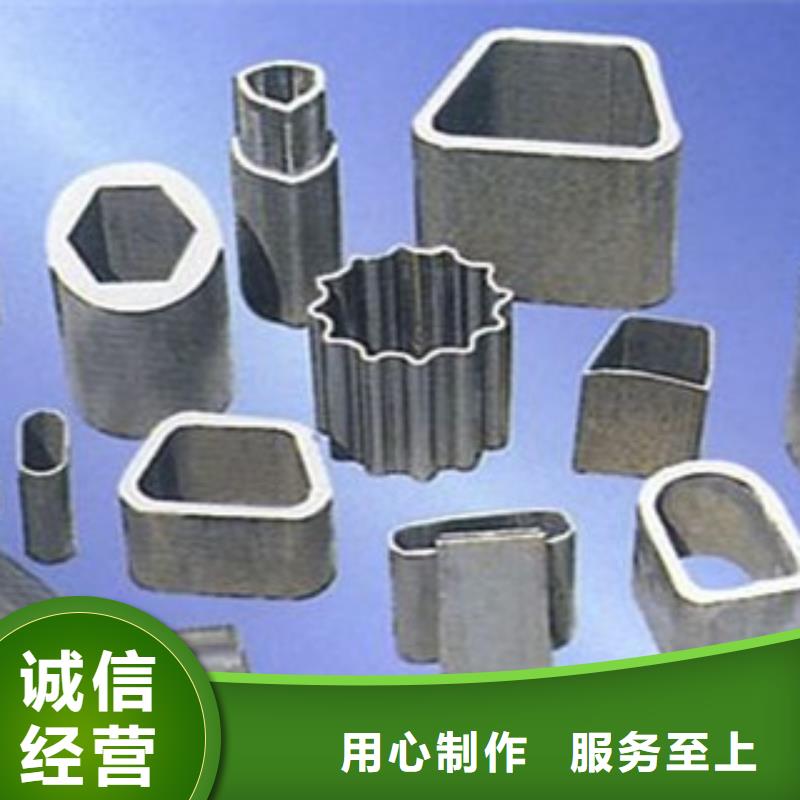
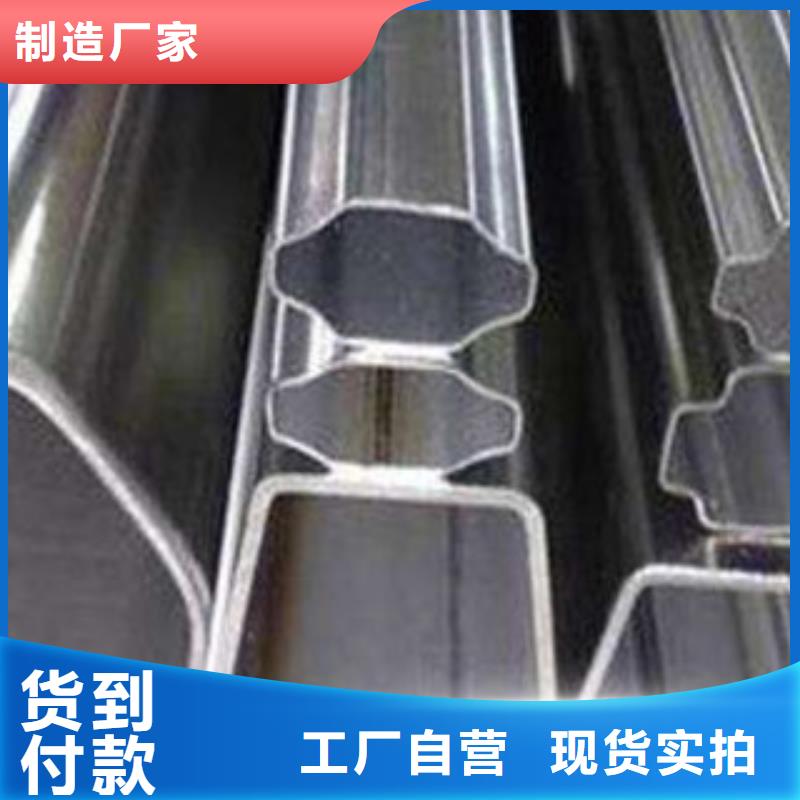
【異型管軸承鋼管快速生產】
更新時間:2025-01-13 10:30:03 瀏覽次數:4 公司名稱:聊城 浩融金屬制品廠有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 232 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 品牌 | 浩融金屬 |
| 產地 | 山東 |
| 是否進口 | 否 |



我國異型鋼管行業生產技術裝備水平既有世界 的無縫鋼管和焊接鋼管生產機組,異型鋼管又有不斷增加的穿孔+冷拔機組和焊接鋼管熱鍍鋅機組等。異型鋼管后者生產過程涉及到廢酸、廢水的處理和廢氣排放等問題,這些機組大部分裝備水平很低,環保設施不完善。異型鋼管初步統計數據顯示,穿孔+冷拔機組占我國無縫鋼管機組總數的比例達60%左右,產量占20%左右,熱鍍鋅機組也占有一定的比例。這些機組中相當一部分是屬于須淘汰或改造的產能
(一)異型管在倉庫里不得與酸、堿、鹽、水泥等有侵蝕性的材料堆放在一起,不同品種的鋼材應分別堆放,防止混淆,防止接觸腐蝕。
(二)遮蓋物應結實耐用,防止長時間日曬雨淋而腐爛滲漏。鋼管遮蓋時應保證表面通風,避免水蒸氣難以揮發而在表面匯集。
(三)庫房應根據地理條件選定,一般采用普通封閉式庫房,即有房頂有圍墻、門窗嚴密,設有通風裝置的庫房。



異型管波浪缺陷的七點措施
異型管在退火時可能會出現局部波浪形,表現為中間浪和邊浪,少量二肋浪。這種缺陷一般與來料質量、機組爐底輥磨損程度、加熱和冷卻時的熱應力等因素有關。我們可以采取以下措施來進行:
(一)通過增加控冷風機的輸出量,通過增加快冷風機的輸出功率來進行調整。
(二)在異型管生產過程中,通過高低牌號調整和爐內氣氛控制減少結瘤磨輥的時間,從而減少碳套輥的整體磨損。如果此時還出現碳套輥整體磨損邊浪,則是碳套輥超期服役造成的。
(三)為兩側邊浪,減少異型管帶鋼邊部氮氣通入量,增加二肋氮氣通入量,將控冷擋板的比例由原來的2-5-9-5-2調整為1-6-9-6-1。
(四)正常情況下,連退爐內帶鋼張力根據帶鋼規格計算設定,原則是保證帶鋼的穩定運行。張力過小,影響糾偏輥的糾偏能力,不能保證帶鋼在爐內中間運行的軌跡,使帶鋼在爐內跑偏,嚴重時造成刮邊。來料出現不平度為1.5%的浪形時,爐內張力應適當調低。
(五)生產中要使爐子兩側燒嘴燃燒的數量一致且分布對稱,根據儀表顯示和火焰顏色調整燃燒狀態,使異型管帶鋼在無氧化爐內加熱均勻,以防止產生加熱浪形。
(六)碳套的使用周期根據生產規格和牌號可以有一定區別,生產牌號越高,碳套使用周期越短;生產規格越窄,碳套使用周期越短。建議中低牌號連退退火機組碳套使用周期為4-6個月。
(七)保證碳套輥與異型管鋼帶的同步性。在設定爐輥速度時,要考慮帶鋼的熱膨脹,根據對應爐段的不同溫度進行爐輥的速度補償,使每根爐輥的速度都和相應的帶鋼速度一致,以減少爐輥和帶鋼速度不同步造成的爐底輥磨損。



浩融金屬制品廠有限公司多年來秉承“追求卓越,用心鑄造好品質”的企業核心理念,與時俱進,推行品牌運營戰略,使公司 四川巴中防腐鋼管產品有著優良的性價比以及快捷的服務特點,以“誠信為本、務實創新、強化管理、力創新高”的經營方針,打造充滿活力和競爭力的企業,用務實的姿態與海內外客商精誠合作,攜手共創美好明天。


異型管電鍍前的準備工作
異型管在生產制造、加工搬運、保存期間會有油酯、氧化物銹皮、氫氧化物、灰塵等污物附著于表面,若不去除這些污物而進行電鍍將得不到良好的鍍層。所以在異型管電鍍加工前應做好以下準備工作:
(一)去除氧化物及銹皮的基本方法有:噴砂除銹、滾筒除銹、刷光除銹、酸浸漬、鹽浴除銹、鹼劑除銹、酸洗,我們要根據情況進行選擇。
(二)污物的種類可分為有機物及無機物。有機物污物主要是動物性油酯,植物性油酯及礦物性油酯,無機物污物是金屬氧化物、鹽類、塵埃、及砂土。另外由有機物和無機物污物之物如研磨屑、研磨材料。動物性及植物性油酯可被化緘劑皂去除。礦物性油污無法被緘劑皂去除需用三菉乙烯、汽油、石油溶劑乳化劑等去除。無機物污物可被酸或緘溶解,利用酸、緘浸漬、化學或電解方法去除及機械研磨方法去除。無機、有機混合污物去除較困難,除了利用化學方法,亦須用電解,機械研磨等方法聯合應用去除。


