
檢嚴(yán)格")
檢嚴(yán)格")
冷軋基本的工藝流程是:熱軋毛管—>毛管檢查、修磨—>毛管酸洗—>毛管酸洗后復(fù)檢—>冷軋—>精拉道次前矯直—>酸洗、潤(rùn)滑—>精拉—>成品前處理—>入庫(kù)。
生產(chǎn)需要注意控制:毛管壁厚要均勻、內(nèi)外表面缺陷少;要配置外表面拋光及內(nèi)孔缺陷清理設(shè)備。 與普通冷軋鋼管相比,冷軋精密無(wú)縫鋼管生產(chǎn)增加了熱軋毛管酸洗復(fù)檢工序,主要是要保證毛管外表面無(wú)折疊、裂紋等缺陷,排除掉內(nèi)表面存在折疊、嚴(yán)重劃線、麻面等缺陷的毛管。一般冷軋精密無(wú)縫鋼管生產(chǎn)所使用的工具的表面光潔度要求在Ra0.4以上,尺寸精度達(dá)到H3以上,硬度要求在HRC70以上。同時(shí)要求拉軋過程中不能出現(xiàn)頂頭或模具粘鋼現(xiàn)象。
退火在所有的冷軋管生產(chǎn)中是非常重要的工序,退火質(zhì)量的好壞既影響鋼管的性能也影響氧化鐵皮的。冷軋冷拔管需要配置無(wú)氧化光亮退火爐設(shè)備。精密無(wú)縫鋼管在硫酸酸洗過程中容易形成以Fe2O3、Fe3O4為主的“黑渣”,在后續(xù)生產(chǎn)中形成表面黑斑。Fe2O3、Fe3O4易溶于鹽酸,為防止黑斑形成則在酸池中加入5-10g/l的NaCl 應(yīng)選用樹脂作潤(rùn)滑劑,這種潤(rùn)滑與磷化加潤(rùn)滑(皂化)相比有明顯的區(qū)別,軋制出來的鋼管呈現(xiàn)鐵基體的本色,既有高的光潔度又有冷軋管般的漂亮外觀色澤。生產(chǎn)冷軋精密無(wú)縫鋼管的工業(yè)控制包括模具設(shè)計(jì)、退火、酸洗、潤(rùn)滑等條件控制,同時(shí)應(yīng)在毛管質(zhì)量檢測(cè)、整修方面做好工作。
檢嚴(yán)格")
檢嚴(yán)格")
檢嚴(yán)格")
冷拔鋼管用拉拔、擠壓、穿孔等方法生產(chǎn)的整根鋼管表面沒有接縫的鋼管。是一種具有中空截面、周邊沒有接縫的圓形,方形,矩形鋼材。是用鋼錠或?qū)嵭墓芘鹘?jīng)穿孔制成毛管,然后經(jīng)冷撥制成。鋼材力學(xué)性能是保證鋼材終使用性能(機(jī)械性能)的重要指標(biāo),它取決于鋼的化學(xué)成分和熱處理制度。在鋼管標(biāo)準(zhǔn)中,根據(jù)不同的使用要求,規(guī)定了拉伸性能(抗拉強(qiáng)度、屈服強(qiáng)度或屈服點(diǎn)、伸長(zhǎng)率)以及硬度、韌性指標(biāo),還有用戶要求的高、低溫性能等。 冷拔鋼管的硬度與材料及冷軋的變形量(2輥硬度值大、3輥硬度值小)都有很大的關(guān)系。
一般是20鋼HRC16-22 45鋼HRC18-26 30CrMo HRC24-30 冷拔鋼管(GB3639-2000)是用于精密機(jī)械結(jié)構(gòu)、液壓設(shè)備或鋼筋套筒的尺寸精度高和表面光潔度好的一種無(wú)縫鋼管。
檢嚴(yán)格")
檢嚴(yán)格")
檢嚴(yán)格")
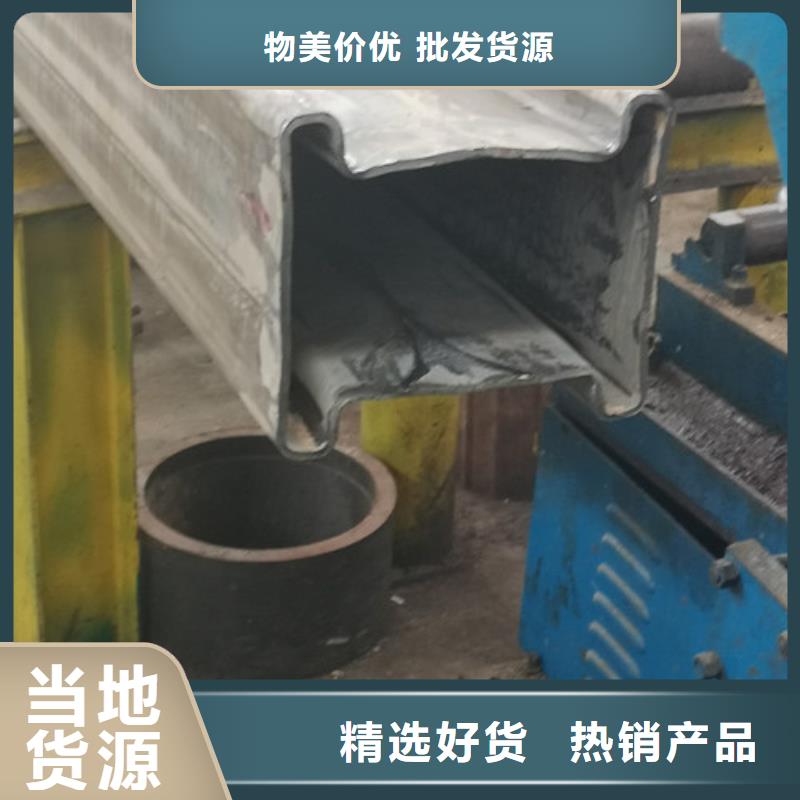
冷拔管是用實(shí)心管坯經(jīng)穿孔后軋制的,按生產(chǎn)方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管等。
冷拔管一般在自動(dòng)軋管機(jī)組上生產(chǎn)。實(shí)心管坯經(jīng)檢查并表面缺陷,截成所需長(zhǎng)度,在管坯穿孔端端面上定心,然后送往加熱爐加熱,在穿孔機(jī)上穿孔。在穿孔同時(shí)不斷旋轉(zhuǎn)和前進(jìn),在軋輥和頂頭的作用下,管坯內(nèi)部逐漸形成空腔,稱毛管。再送至自動(dòng)軋管機(jī)上繼續(xù)軋制。 經(jīng)均整機(jī)均整壁厚,經(jīng)定徑機(jī)定徑,達(dá)到規(guī)格要求。利用連續(xù)式軋管機(jī)組生產(chǎn)冷拔管是較先進(jìn)的方法。
若欲獲得尺寸更小和質(zhì)量更好的無(wú)縫管,必須采用冷軋、冷拔或者兩者聯(lián)合的方法。冷軋通常在二輥式軋機(jī)上進(jìn)行,鋼管在變斷面圓孔槽和不動(dòng)的錐形頂頭所組成的環(huán)形孔型中軋制。冷拔通常在0.5~100T的單鏈?zhǔn)交螂p鏈?zhǔn)嚼浒螜C(jī)上進(jìn)行。
擠壓法即將加熱好的管坯放在密閉的擠壓圓筒內(nèi),穿孔棒與擠壓桿一起運(yùn)動(dòng),使擠壓件從較小的模孔中擠出。此法可生產(chǎn)直徑較小的鋼管。冷拔管的焊接工藝。
檢嚴(yán)格")
檢嚴(yán)格")
檢嚴(yán)格")
精拉管業(yè)有限公司是專業(yè)生產(chǎn) 河南安陽(yáng)精拉無(wú)縫鋼管的大型生產(chǎn)企業(yè)。公司生產(chǎn)工藝先進(jìn)、技術(shù)力量雄厚、裝備精良、檢測(cè)設(shè)備齊全。我們將不斷奉獻(xiàn)我們的勤勞與真誠(chéng),細(xì)心的完成每一件產(chǎn)品。誠(chéng)信為本、互利共贏、和諧發(fā)展是河南安陽(yáng)[公司恒久不變的追求與承諾。我們?cè)概c您攜手共同創(chuàng)造行業(yè)新高度!
檢嚴(yán)格")
檢嚴(yán)格")
冷拔鋼管,冷軋鋼管機(jī)組是用冷軋、冷拔或冷軋和冷拔相結(jié)合的冷加工方法生產(chǎn)管材的整套裝備組合,是對(duì)熱軋管材或焊接管進(jìn)行深度加工的機(jī)組。
依據(jù)金屬的加工性能、管材尺寸、質(zhì)量要求以及投資和效益來選擇不同的加工方法及相應(yīng)的輔助工序。冷軋冷拔管的基本工序有:(1)管料供給,所用管料為熱軋成品管或半成品管、擠壓管以及焊接管;(2)管料準(zhǔn)備,包括檢查、打捆、酸洗、清洗、沖洗、中和、烘干、涂潤(rùn)滑劑等;(3)冷加工(冷軋或冷拔);(4)成品精整包括成品熱處理、矯直、取樣、切頭尾、檢查(人工檢查和各種探傷)、水壓試驗(yàn)、涂油、包裝、入庫(kù)等。不同的產(chǎn)品精整內(nèi)容有所差異。
冷加工管機(jī)組生產(chǎn)特點(diǎn)是管料從投入到加工成成品通常要經(jīng)過多次冷變形并產(chǎn)生加工硬化,因而整個(gè)生產(chǎn)過程由多個(gè)準(zhǔn)備工序和變形工序組成,且具有往復(fù)循環(huán)的特點(diǎn),因而工序多,生產(chǎn)周期長(zhǎng)、金屬消耗較大,生產(chǎn)效率較低,一般生產(chǎn)規(guī)模均不大。
在機(jī)組中同時(shí)配置冷拔和冷軋機(jī)有利于發(fā)揮它們各自的優(yōu)點(diǎn),特別是對(duì)生產(chǎn)不銹鋼等高合金鋼管和難變形的有色金屬管更為合理和必要。冷拔機(jī)有單根和多根直條拔管機(jī)以及卷筒拔管機(jī)(見卷筒拔管)。單根冷拔時(shí)管材的長(zhǎng)度達(dá)50m,卷筒拔管時(shí)長(zhǎng)達(dá)幾百米。冷拔機(jī)的噸位小為30kN, 為7000kN。常規(guī)冷軋管機(jī)有二輥式冷軋管機(jī)和多輥式冷軋管機(jī)兩種。
檢嚴(yán)格")
檢嚴(yán)格")
檢嚴(yán)格")