




廣東鋼筋籠成型機價格優
建貿機械設備有限公司

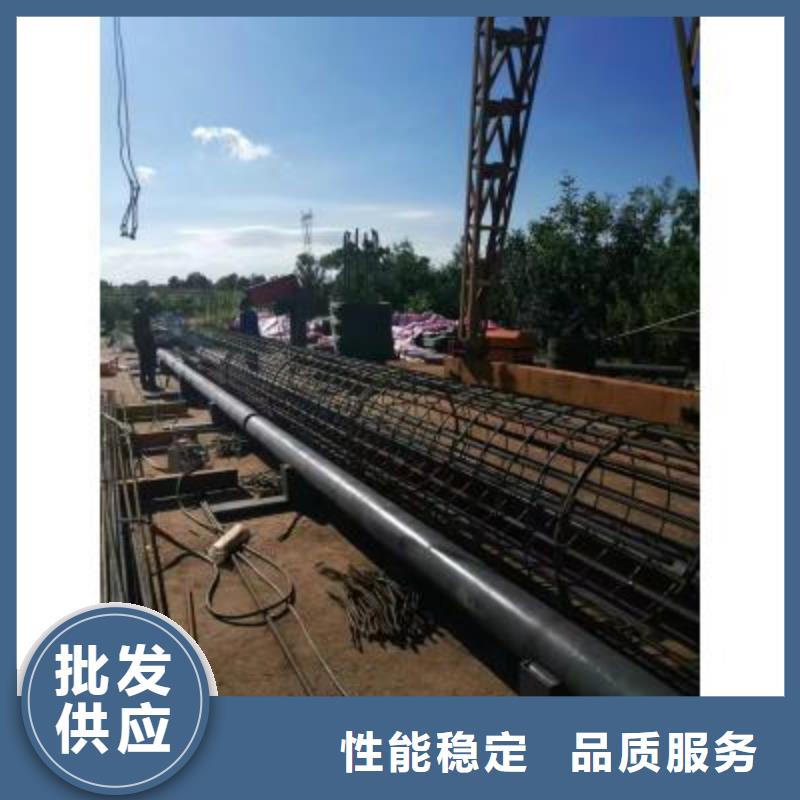
鋼筋籠繞筋機鋼筋籠滾焊機的分類
1、連續滾焊 連續滾焊時,工件在兩滾 間連續移動(即滾盤連續旋轉),焊接電流也連續通過工件。這種方法易使工件表面和熔核附近過熱,電機磨損嚴重,焊縫易出現較深的壓坑,因而很少使用。
2、斷續滾焊 斷續滾焊時,滾輪連續轉動,工件連續移動,電流斷續通過工件,形成的焊縫由彼此搭疊的熔核組成。由于電流斷續通過,在休止時間內,滾輪和工件得以冷卻,因而可以提高滾輪壽命,減小熱影響區寬度和工件變形,獲得較好的焊接質量,沒有連續滾焊時的缺點。斷續滾焊時,在熔核冷卻時滾盤已離開焊接區,沒有充分的鍛壓過程,熔核在壓力減小的情況下結晶,很容易產生表面過熱、縮孔和裂紋。
全自動鋼筋籠繞筋機是將這些設備有機的結合在一起,使得鋼筋籠的加工基本上實現機械化和自動化,減少了各個環節間的工藝時間和配合偏差,大大提高了鋼筋籠成型的質量和效率,為鋼筋籠的集中制作、統一配送提供了奠定了良好的技術和物質基礎。同時,全自動鋼筋籠繞筋機的使用將大大的減輕操作人員的勞動強度,為施工單位創造良好的經濟效益和社會效益。全自動鋼筋籠繞筋機的使用,開創了鋼筋籠加工的新局面,是今后鋼筋籠加工的發展方向。
我們在使用機械時,不管質量再怎么好,使用壽命再怎么長,也是需要日常的精心維護保養,否則就會大大的折損機器的使用壽命。那么我們在使用前的檢查工作也是必不可少的,接下來就給大家科普一下鋼筋籠滾焊機的使用前檢查工作。
 廣東鋼筋籠成型機價格優
廣東鋼筋籠成型機價格優

切割時要保證斷料的長度準確性直徑12mm以下的可用人工切割;直徑40mm以下的鋼筋可用機械切割。
控制誤差應根據圖紙和配料單所表示的規格、尺寸控制在規定范圍之內。鋼筋籠繞筋機
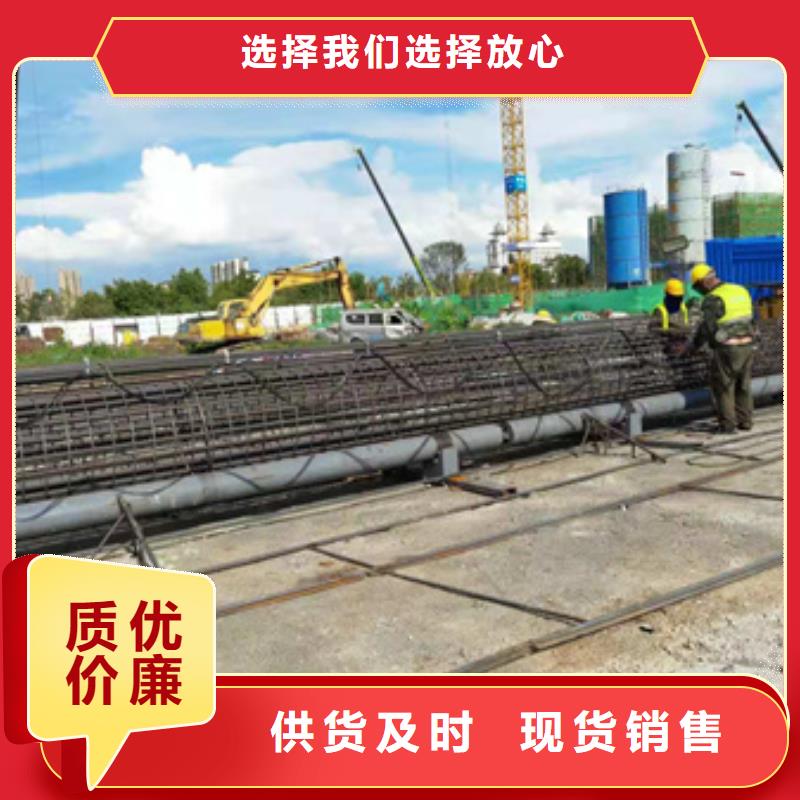
5.鋼筋籠焊接制作
施焊前,鋼筋的裝配與定位應符合下列要求:
首先采用幫條焊時間隙應為2.5mm;采用搭接焊應保證兩鋼筋的軸線在同一直線上,不得錯開搭接焊;幫條與主筋之間用四點定位焊固定,搭接焊時兩點固定,定位焊縫應離幫條或搭接端部20mm以上。
施焊時引弧應在幫條或搭接鋼筋的一端開始,收弧應在幫條或搭接鋼筋端頭上,弧坑應填滿。多層施焊時, 層焊縫應有足夠的熔深。主焊縫與定位焊縫,特別是在定位焊縫的始終端,應熔合良好。
