服務熱線:13298459090

您可能對揭陽本地以下產(chǎn)品新聞也感興趣
更新時間:2025-01-13 09:48:48 瀏覽次數(shù):1 公司名稱:許昌 建貿(mào)機械設(shè)備有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 26000 |
| 發(fā)貨期限 | 24h |
| 供貨總量 | 999 |
| 運費說明 | 包郵 |
| 最小起訂 | 1 |
| 質(zhì)量等級 | 特級 |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | 鋼 |
| 產(chǎn)品品牌 | 河南建貿(mào) |
| 產(chǎn)品規(guī)格 | JMRLJ-3000 |
| 發(fā)貨城市 | 河南長葛 |
| 產(chǎn)品產(chǎn)地 | 河南長葛 |
| 產(chǎn)品型號 | JMRLJ-3000 |
| 可售賣地 | 全國 |
| 產(chǎn)品重量 | 3.5t |
| 質(zhì)保時間 | 一年 |
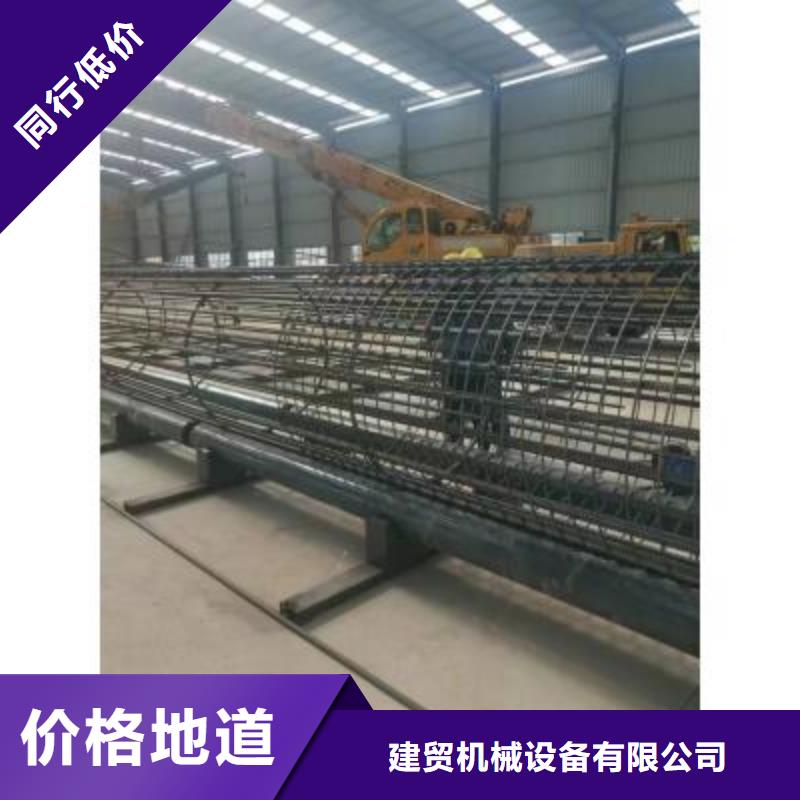
| 設(shè)備名稱 | 鋼筋籠繞筋機 |
| 型號 | JMRLJ3000型 |
| 加工范圍 | 400-3000MM |
| 整機重量 | 3500KG |
| 安裝尺寸 | 16*5M |




鋼筋籠繞筋機使用說明認準建貿(mào)機械設(shè)備有限公司
建貿(mào)機械設(shè)備有限公司
機械設(shè)備有限公司")
鋼筋籠滾焊機運行中工作原理 根據(jù)施工要求,鋼筋籠的主筋通過人工穿過固定旋轉(zhuǎn)盤相應模板圓孔至移動旋轉(zhuǎn)盤的相應孔中進行固定,把盤筋(繞筋)端頭先焊接在一根主筋上,然后通過固定旋轉(zhuǎn)盤及移動旋轉(zhuǎn)盤轉(zhuǎn)動把繞筋纏。 B. 人員 5-7人/班,工期緊時,可分兩班。C. 耗材 CO2氣體、焊絲、焊條等就近定點采購。D. 機具 除主設(shè)備滾焊機外, 還需準備切斷機1臺、對焊機2臺以上、連接設(shè)備1臺以上。 籠同心度。 筋籠變形;是10mm以上繞筋較密時,人工更難保證質(zhì)量。鋼筋籠繞筋機
“信就是命、質(zhì)還是命。”這是河南建貿(mào)全體家人秉承“心經(jīng)”,也是為之努力目標。通過建立人品合一雙贏服務,對內(nèi)打造動態(tài)狀組織,對外構(gòu)筑開放平臺,成為機電者和規(guī)則制定者。
鉆孔樁所使用的柱狀鋼筋籠由主筋和箍筋焊接或綁扎而成, 鋼筋直徑比較大,目前國內(nèi)鉆孔灌注樁鋼筋籠成型工藝多采用長線放樣、人工成型的施工工藝,該施工工藝機械化率低,成型質(zhì)量不穩(wěn)定,耗用大量人工。我項目樁基鋼筋采用剝肋滾絲直螺紋連接, 該連接工藝質(zhì)量穩(wěn)定、可控性較好,但對鋼筋籠成型精度要求比較高,人工成型的鋼筋籠對接比較困難。 我項目根據(jù)實際情況采用鋼筋籠滾焊機生產(chǎn)樁基鋼筋籠,即樁基鋼筋籠整體成型工藝。
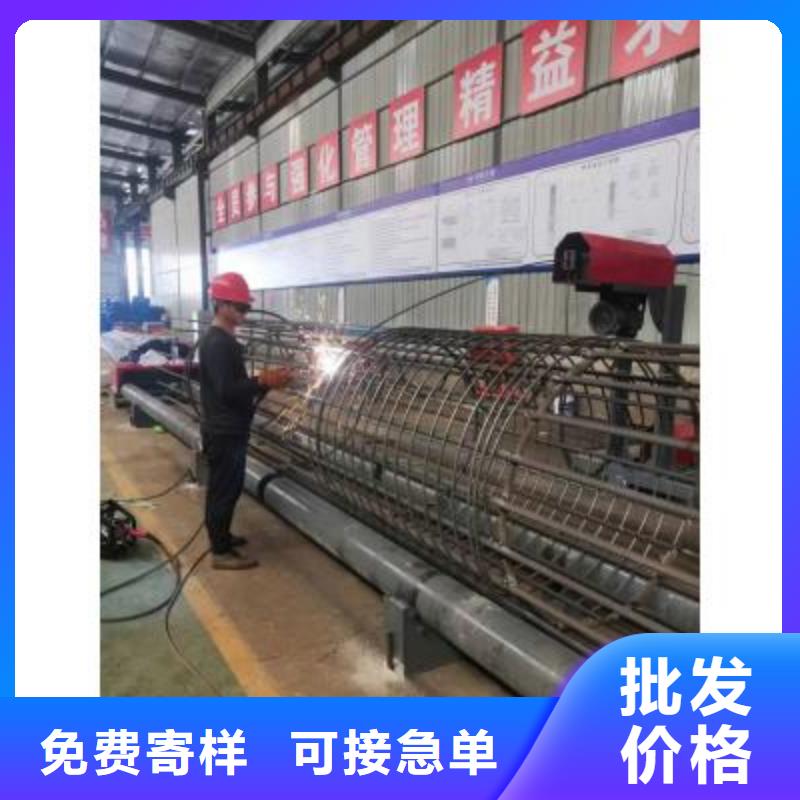
鋼筋籠繞筋機設(shè)備特點
1 加工速度快: 20 米鋼筋籠成型耗時 90分鐘左右,工作效率非常高。
2 加工質(zhì)量穩(wěn)定可靠:由于采用的是機械化作業(yè),主筋、纏繞筋的間距均勻,鋼筋籠直徑一致,產(chǎn)品質(zhì)量完全達到規(guī)范要求。
機械設(shè)備有限公司") 鋼筋籠繞筋機使用說明認準建貿(mào)機械設(shè)備有限公司
鋼筋籠繞筋機使用說明認準建貿(mào)機械設(shè)備有限公司
機械設(shè)備有限公司")
二、技術(shù)參數(shù)1、型號; TYGJL3000型 (按基本型配置)2、加工范圍;鋼筋籠直徑φ600---φ3000mm 長度12m3、繞筋線速;0---15.44、小車速度;0---1.38濟寧騰宇揭陽鋼筋籠繞筋機生產(chǎn)廠家采用半自動的方法去完成其繞筋成型整個工藝過程的專用機械裝備(亦可在膠輥上制作骨架) 5,膠輥電機;Y90L-4 功率4kw6、小車電機;Y90L-4 功率1.5kw7、整機質(zhì)量;3500kg 小車 15*1.3*1.59、安裝尺寸;16三 功能應用 主機;含機架、底座、膠輥、傳動系統(tǒng)等。膠輥旋轉(zhuǎn)帶動鋼筋籠轉(zhuǎn)動,按圖紙設(shè)計間距,配合小車移動纏繞箍筋成型。一般不建議在設(shè)備上進行骨架制作,會影響生產(chǎn)線效率。需要在設(shè)備上制作骨架時(人員少,工作量不足,無機械連接、單節(jié)鋼筋籠等情況),可按人工制作方式生產(chǎn),利用膠輥帶動骨架轉(zhuǎn)動,可完成全部主、箍筋焊接生產(chǎn)。完工的骨架不下設(shè)備,繼續(xù)進行繞筋工作。還可在機器上點動鋼筋籠,完成焊接機器上骨架制作過程;備齊一節(jié)鋼筋籠所需箍筋按位置平放兩膠輥上,將一根主筋抬放于膠輥長度上方,調(diào)整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉(zhuǎn)至上方再補焊。焊完一節(jié)主、箍筋,低速轉(zhuǎn)動膠輥,抬第二根主筋準備焊接。此時按選定生產(chǎn)工藝確定旋轉(zhuǎn)方向,采用卡具(比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉(zhuǎn),應注意多根主筋焊好后有可能出現(xiàn)偏重,可將骨架旋轉(zhuǎn)在對面位置或錯開幾根位置后再開始分度焊接,后補齊焊完全部主筋。若采用劃線分度工藝,則不分旋轉(zhuǎn)反向。


