


聯系我們

鋼筋籠繞筋機操作規程優選企業
更新時間:2025-02-04 14:16:10 瀏覽次數:5 公司名稱:許昌 建貿機械設備有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 26000 |
| 發貨期限 | 24h |
| 供貨總量 | 999 |
| 運費說明 | 包郵 |
| 最小起訂 | 1 |
| 質量等級 | 特級 |
| 是否廠家 | 是 |
| 產品材質 | 鋼 |
| 產品品牌 | 河南建貿 |
| 產品規格 | JMRLJ-3000 |
| 發貨城市 | 河南長葛 |
| 產品產地 | 河南長葛 |
| 產品型號 | JMRLJ-3000 |
| 可售賣地 | 全國 |
| 產品重量 | 3.5t |
| 質保時間 | 一年 |
| 設備名稱 | 鋼筋籠繞筋機 |
| 型號 | JMRLJ3000型 |
| 加工范圍 | 400-3000MM |
| 整機重量 | 3500KG |
| 安裝尺寸 | 16*5M |
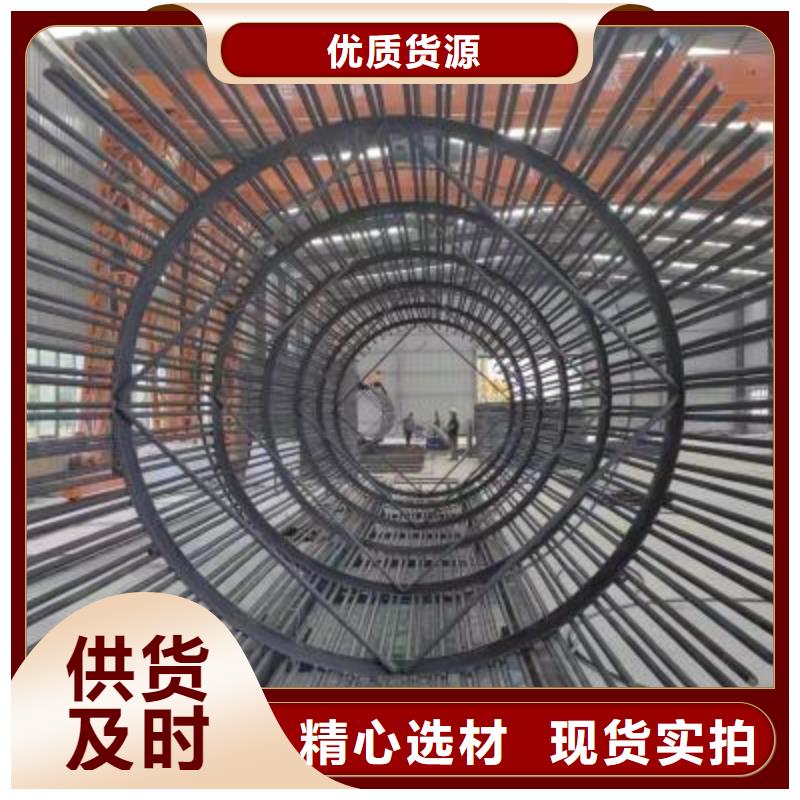

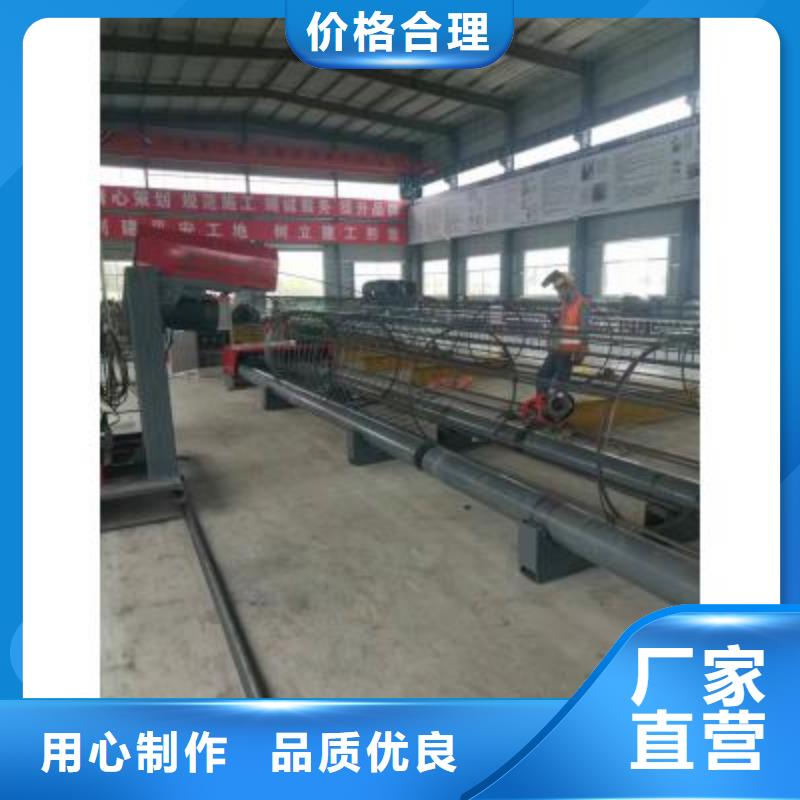
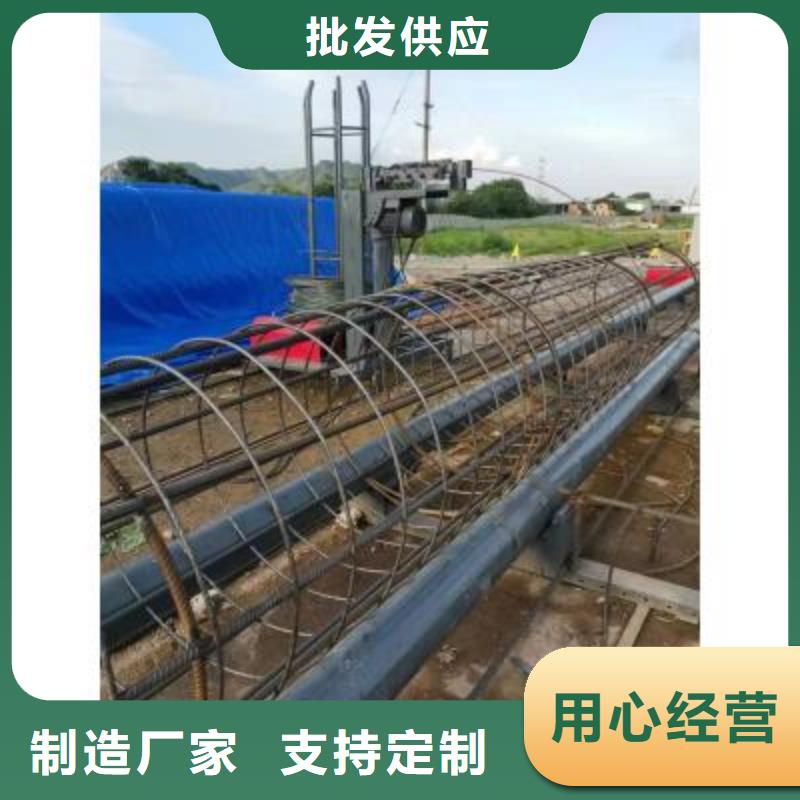
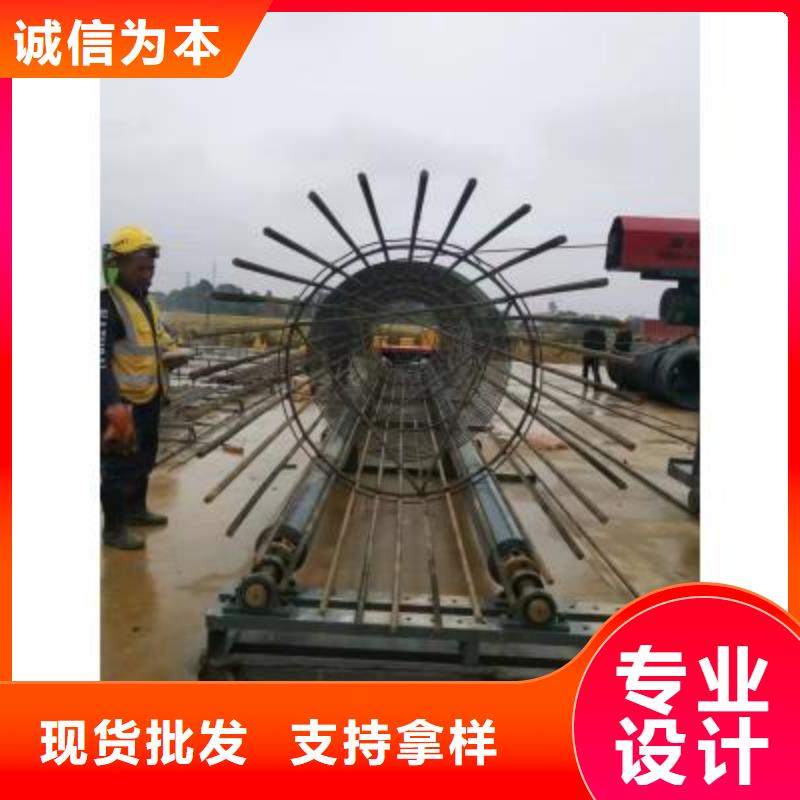


一、寧德鋼筋籠繞筋機加工方法介紹鋼筋籠傳統加工方法以人工操作為主,除鋼筋原材料切頭,車絲由機器和人工輔助完成,其余工序如主筋定位,螺旋筋安裝、定位等都在人工操作下完成,致使鋼筋筋籠生產效率低,加工精度不夠,合格率較低,兩節鋼筋籠因主筋定位誤差較大造成對接安裝較困難。二、鋼筋籠加工廠建設及設備簡介1、鋼筋加工廠建設簡介2、鋼筋籠自動滾焊機設備簡介1)拖動導軌;(2)控制臺;(3)拖動驅動系統;(4)主筋料架;(5)鋼筋籠液壓支撐裝置;(6)固定旋轉驅動機構;(7)移動旋轉驅動機構;(8)主筋固定器;(9)主筋導管;(10)主筋承接分隔系統;(11)箍筋放線架;(12)箍筋矯直機構;(13)主筋上料系統三、施工工藝簡介1、施工工藝流程2、主筋切頭及絲口加工3、絲口檢查及保護每加工完成10個接頭采用卡尺、螺紋環規對絲頭加工質量進行檢測,檢查絲頭螺紋牙型、絲頭長度、螺紋直徑是否滿足規范要求。加工完成的接頭采用專用保護套進行保護。4、主筋上料通過上料架或人工將加工好的主筋放入分料器,人工穿過固定盤模板,并在移動盤模板內通過固定螺栓將主筋鎖緊。啟動移動盤,進行箍筋纏繞及焊接。
<寧德>建貿機械設備有限公司 寧德鋼筋籠繞筋機操作規程優選企業

寧德鋼筋籠繞筋機安裝與使用鋼筋籠保護層應設計圖紙和規范的要求。鋼筋籠保護層墊塊采用綁扎砼輪型墊塊,砼墊塊半徑大于保護層厚度,中心穿鋼筋焊在主筋上,每隔2米左右設一道,每道沿圓周對稱設置不小于4塊。鋼筋籠下放到位后要對其頂端定位,防止澆注砼時鋼筋籠偏移、上浮,下放要留存影像資料。鋼筋籠保護層應設計圖紙和規范的要求。鋼筋籠保護層墊塊采用綁扎砼輪型墊塊,砼墊塊半徑大于保護層厚度,中心穿鋼筋焊在主筋上,每隔2米左右設一道,每道沿圓周對稱設置不小于4塊。●材料規格主筋Φ12~40mm,箍筋Φ5~16mm盤筋直接作業鋼筋繞筋機具體做法是:在定位鋼筋頂端的頂吊圈內兩根平行的工字鋼。將整個定位骨架支托于護筒頂端。兩個工字鋼的凈距應大于導管外徑30CM。然后撤下吊繩,用用4根φ25短鋼筋將工字鋼及定位筋的頂吊圈焊于護筒上。鋼筋籠下完后應在鋼筋籠上拉上十字線,找出鋼筋籠中心,根據保護樁找出樁位中心,鋼筋籠定位時使鋼筋籠中心與樁位中心重合并固定,使鋼筋籠定位于孔中心。一方面可以防止導管或碰撞而使整個鋼筋骨架變位或落入孔中,另一方面也可起到防止骨架上浮的作用。
產品技術參數:型號 RLJ3000鋼筋籠直徑700~2500mm鋼筋籠重量8000kg鋼筋籠長度1m~12m根據需求可加長至29m盤筋直徑Φ5~14mm(Ⅰ、Ⅱ、Ⅲ級鋼直接作業)箍筋間距10~500mm(人工預設,任意調整)主筋直徑14~40mm(Ⅰ、Ⅱ、Ⅲ級鋼直接作業,含對焊、螺紋套筒鏈接)主機轉速100~2100r/min(操作工人熟練掌握,任意調節)液壓站流量及壓力4~10Mpa(操作工人熟練掌握,任意調節)額定總功率23kv(30kv)設備自重20T—40T工作原理根據施工要求,先將主筋穿過固定轉盤中相應模板的園孔穿至移動轉盤的相應孔中,進行固定。寧德鋼筋籠繞筋機把繞筋端頭先焊接在一根主筋上。然后通過固定轉盤及移動轉盤轉動,把繞筋纏繞在主筋上(移動盤是一邊旋轉一邊后移),同時進行焊接,直至焊到主筋末端規定位置,即形成產品鋼筋籠。
