


您可能對(duì)紹興本地以下產(chǎn)品新聞也感興趣
更新時(shí)間:2025-01-14 19:16:35 瀏覽次數(shù):1 公司名稱:聊城 大金鋼管制造有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 4.5/米 |
| 發(fā)貨期限 | 1-3天 |
| 供貨總量 | 9999 |
| 運(yùn)費(fèi)說(shuō)明 | 電聯(lián) |
| 是否廠家 | 是 |
| 產(chǎn)品品牌 | 大金鋼管 |
| 發(fā)貨城市 | 山東聊城 |
| 產(chǎn)品產(chǎn)地 | 山東聊城 |
| 可售賣地 | 全國(guó) |
| 適用領(lǐng)域 | 金屬制品,機(jī)械制造 |



品質(zhì)") 精密鋼管在熱處理工藝中淬火工序造成的廢品率往往較高,這主要是在淬火過(guò)程中,同時(shí)形成較大
的熱應(yīng)力與組織應(yīng)力,此外,由于精密鋼管內(nèi)在的冶金缺陷、選材不當(dāng),錯(cuò)料、設(shè)計(jì)上的結(jié)構(gòu)工藝
性差、冷、熱加工過(guò)程中形成的缺陷等因素,均容易在淬火、回火工藝中暴露出來(lái),因此對(duì)零部件
淬火、回火后的缺陷必須進(jìn)行系統(tǒng)的分析與調(diào)查。 淬火變形與淬火裂紋 在實(shí)際生產(chǎn)中,應(yīng)該根
據(jù)淬火變形與淬火裂紋的形成原因采取有效的措施。精密管熱處理盡管做到均勻加熱及正
確加熱:工件形狀復(fù)雜或截面尺寸相差懸殊時(shí),常因加熱不均勻而變形。為此,工件在裝爐前,對(duì)
不許淬硬的孔及截面突變處,應(yīng)采用石棉繩堵塞或綁扎等辦法,以改善其受熱條件,對(duì)一些薄壁圓
環(huán)等易變形零件,可設(shè)計(jì)特定淬火夾具,。這些措施既有利于加熱均勻,又有利于冷卻均勻。工件
在爐內(nèi)加熱時(shí),應(yīng)均勻放置,防止單面受熱,應(yīng)放平,避免工件在高溫塑形狀態(tài)因自重而變形。對(duì)
細(xì)長(zhǎng)零件及袖類零件盡量采用井式爐或鹽爐垂直懸掛加熱。限制或降低加熱速度,可減少工件截面
溫差,使加熱均勻。因此對(duì)大型鍛模、高速鋼及高合金鋼工件,以及形狀復(fù)雜、厚薄不勻、要求變
形小的零件,一般都采用預(yù)熱加熱或限制加熱速度的措施。合理選擇淬火加熱溫度,也是減少或防
止變形、開(kāi)裂的關(guān)鍵。
大金鋼管制造有限公司
精密鋼管在熱處理工藝中淬火工序造成的廢品率往往較高,這主要是在淬火過(guò)程中,同時(shí)形成較大
的熱應(yīng)力與組織應(yīng)力,此外,由于精密鋼管內(nèi)在的冶金缺陷、選材不當(dāng),錯(cuò)料、設(shè)計(jì)上的結(jié)構(gòu)工藝
性差、冷、熱加工過(guò)程中形成的缺陷等因素,均容易在淬火、回火工藝中暴露出來(lái),因此對(duì)零部件
淬火、回火后的缺陷必須進(jìn)行系統(tǒng)的分析與調(diào)查。 淬火變形與淬火裂紋 在實(shí)際生產(chǎn)中,應(yīng)該根
據(jù)淬火變形與淬火裂紋的形成原因采取有效的措施。精密管熱處理盡管做到均勻加熱及正
確加熱:工件形狀復(fù)雜或截面尺寸相差懸殊時(shí),常因加熱不均勻而變形。為此,工件在裝爐前,對(duì)
不許淬硬的孔及截面突變處,應(yīng)采用石棉繩堵塞或綁扎等辦法,以改善其受熱條件,對(duì)一些薄壁圓
環(huán)等易變形零件,可設(shè)計(jì)特定淬火夾具,。這些措施既有利于加熱均勻,又有利于冷卻均勻。工件
在爐內(nèi)加熱時(shí),應(yīng)均勻放置,防止單面受熱,應(yīng)放平,避免工件在高溫塑形狀態(tài)因自重而變形。對(duì)
細(xì)長(zhǎng)零件及袖類零件盡量采用井式爐或鹽爐垂直懸掛加熱。限制或降低加熱速度,可減少工件截面
溫差,使加熱均勻。因此對(duì)大型鍛模、高速鋼及高合金鋼工件,以及形狀復(fù)雜、厚薄不勻、要求變
形小的零件,一般都采用預(yù)熱加熱或限制加熱速度的措施。合理選擇淬火加熱溫度,也是減少或防
止變形、開(kāi)裂的關(guān)鍵。
大金鋼管制造有限公司
品質(zhì)") 精密管(SSAW)是帶鋼卷管時(shí)其前進(jìn)方向與成型管中心線有成型角(可調(diào)整),邊成型邊焊接,其焊縫成螺旋線,優(yōu)點(diǎn)是同一規(guī)格的帶鋼可生產(chǎn)多種直徑規(guī)格的鋼管,原料適應(yīng)范圍較大,焊縫可避開(kāi)主應(yīng)力,受力情況較好,缺點(diǎn)是幾何尺寸較差,焊縫長(zhǎng)度相比直縫管長(zhǎng),易產(chǎn)生裂紋、氣孔、夾渣、焊偏等焊接缺陷,焊接應(yīng)力呈拉應(yīng)力狀態(tài)。
精密管生產(chǎn)廠家國(guó)外將此工藝改進(jìn)后將原料改為,使成型與焊接分開(kāi),經(jīng)預(yù)焊和精悍,焊后冷擴(kuò)徑,則其焊接質(zhì)量接近UOE管,目前國(guó)內(nèi)尚無(wú)此種工藝,是我國(guó)廠改進(jìn)的方向。“西氣東輸”所用仍然是按傳統(tǒng)工藝生產(chǎn),只是管端進(jìn)行了擴(kuò)徑。美國(guó)、日本和德國(guó)總體上否定SSAW,認(rèn)為主干線不宜使用SSAW;加拿大和意大利部分使用SSAW,俄羅斯少量使用SSAW,而且都制定了非常嚴(yán)格的補(bǔ)充條件,由于歷史原因,國(guó)內(nèi)主干線多數(shù)還是使用SSAW。
大金鋼管制造有限公司
精密管(SSAW)是帶鋼卷管時(shí)其前進(jìn)方向與成型管中心線有成型角(可調(diào)整),邊成型邊焊接,其焊縫成螺旋線,優(yōu)點(diǎn)是同一規(guī)格的帶鋼可生產(chǎn)多種直徑規(guī)格的鋼管,原料適應(yīng)范圍較大,焊縫可避開(kāi)主應(yīng)力,受力情況較好,缺點(diǎn)是幾何尺寸較差,焊縫長(zhǎng)度相比直縫管長(zhǎng),易產(chǎn)生裂紋、氣孔、夾渣、焊偏等焊接缺陷,焊接應(yīng)力呈拉應(yīng)力狀態(tài)。
精密管生產(chǎn)廠家國(guó)外將此工藝改進(jìn)后將原料改為,使成型與焊接分開(kāi),經(jīng)預(yù)焊和精悍,焊后冷擴(kuò)徑,則其焊接質(zhì)量接近UOE管,目前國(guó)內(nèi)尚無(wú)此種工藝,是我國(guó)廠改進(jìn)的方向。“西氣東輸”所用仍然是按傳統(tǒng)工藝生產(chǎn),只是管端進(jìn)行了擴(kuò)徑。美國(guó)、日本和德國(guó)總體上否定SSAW,認(rèn)為主干線不宜使用SSAW;加拿大和意大利部分使用SSAW,俄羅斯少量使用SSAW,而且都制定了非常嚴(yán)格的補(bǔ)充條件,由于歷史原因,國(guó)內(nèi)主干線多數(shù)還是使用SSAW。
大金鋼管制造有限公司
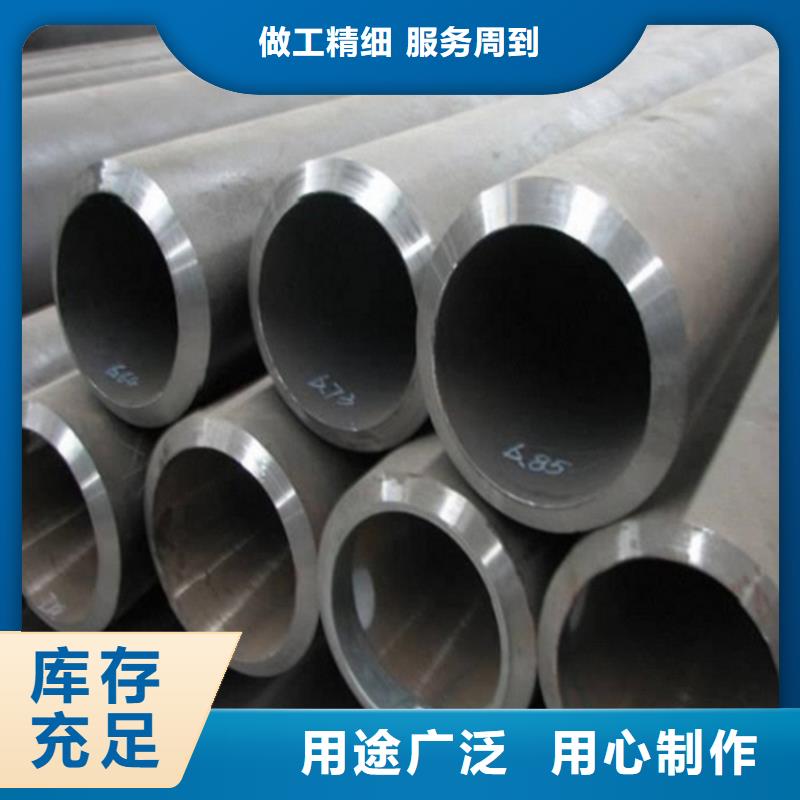
品質(zhì)") 精密無(wú)縫管的特有的特點(diǎn)是啥
1.精密管廠家生產(chǎn)的精密無(wú)縫管和無(wú)縫管的差別油后便可做成、無(wú)縫管關(guān)鍵特點(diǎn)是無(wú)焊接
縫,可承載很大的工作壓力。產(chǎn)品能夠是很不光滑的鑄態(tài)或冷撥件。精密無(wú)縫管是近些年來(lái)發(fā)生的
產(chǎn)品,主要是內(nèi)螺紋、表面規(guī)格有嚴(yán)格要求的尺寸公差及表面粗糙度。
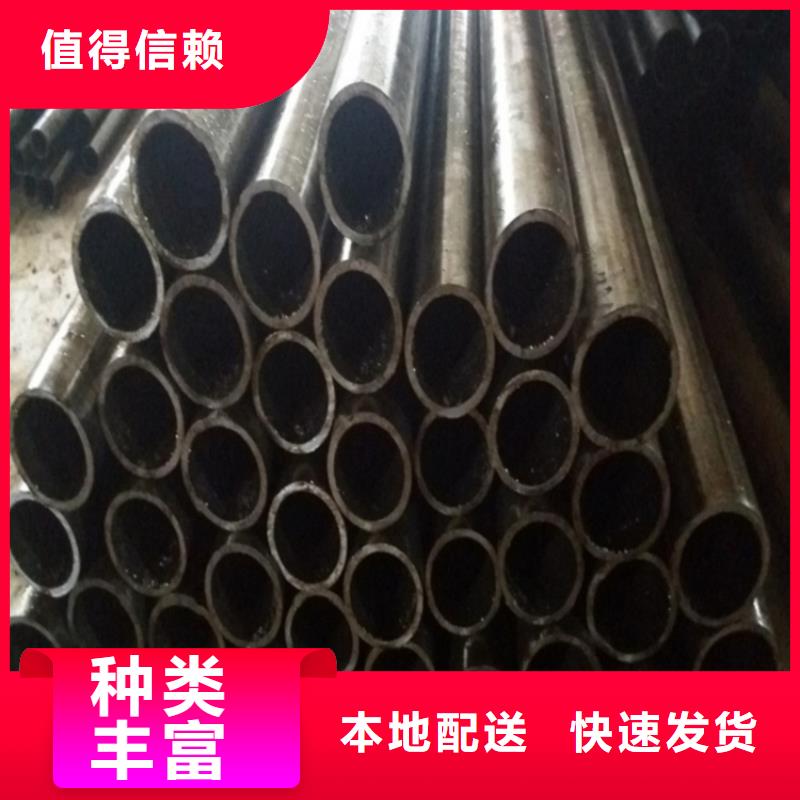
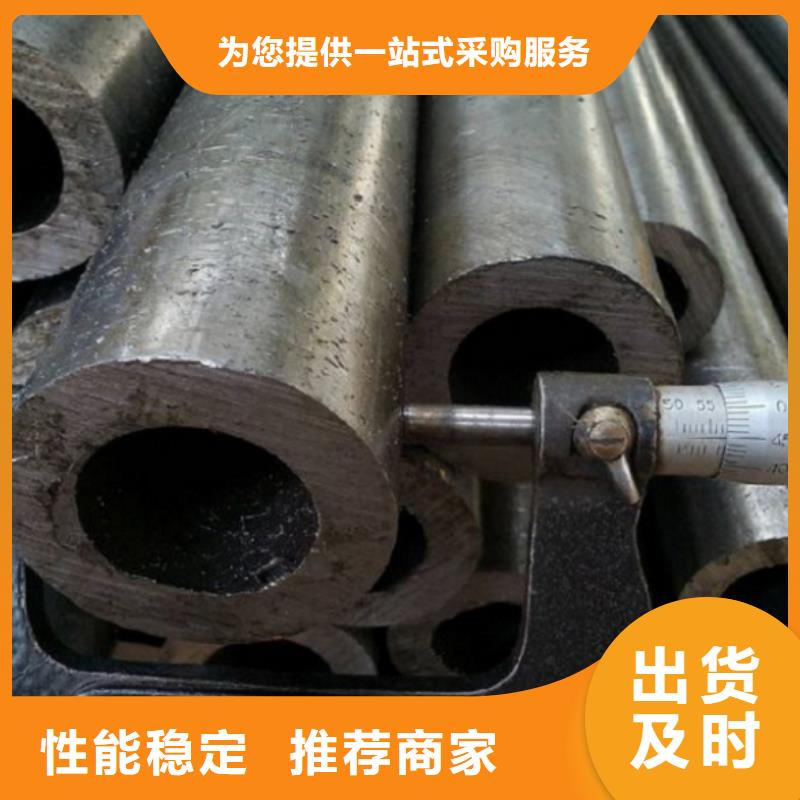
2.冷拉精密無(wú)縫管的特點(diǎn)直徑更小。高精度可做小批量生產(chǎn)生冷食物拔制成品高精度,表層質(zhì)
量好。無(wú)縫鋼管橫總面積更繁雜無(wú)縫鋼管功能更優(yōu)越,金屬材料較為密。熱扎精密無(wú)縫管后的差別
熱扎精密無(wú)縫管用軋鋼圓管料方坯或初軋方坯作原材料,經(jīng)步進(jìn)式熱處理爐加溫,髙壓水除鱗后加
入粗?jǐn)D壓機(jī),粗軋料經(jīng)切頭、尾、再進(jìn)到精擠壓機(jī),執(zhí)行計(jì)算機(jī)系統(tǒng)控制冷軋,終軋后即經(jīng)由層.流
制冷和卷取機(jī)放卷、變成直發(fā)卷。
3.直發(fā)卷的頭、尾通常呈舌狀及魚(yú)身狀,薄厚、總寬精密度較弱,邊緣常存有浪形、壓邊、塔
形等缺點(diǎn)。其卷重較重、卷鋼直徑為760mm。將直發(fā)卷經(jīng)切頭、切尾、裁邊及多道次的校直、整
平等鑄軋線解決后,再切板或重卷,即變成:熱軋鋼、整平熱軋圓鋼卷、縱剖帶等產(chǎn)品。
精密無(wú)縫管的特有的特點(diǎn)是啥
1.精密管廠家生產(chǎn)的精密無(wú)縫管和無(wú)縫管的差別油后便可做成、無(wú)縫管關(guān)鍵特點(diǎn)是無(wú)焊接
縫,可承載很大的工作壓力。產(chǎn)品能夠是很不光滑的鑄態(tài)或冷撥件。精密無(wú)縫管是近些年來(lái)發(fā)生的
產(chǎn)品,主要是內(nèi)螺紋、表面規(guī)格有嚴(yán)格要求的尺寸公差及表面粗糙度。
2.冷拉精密無(wú)縫管的特點(diǎn)直徑更小。高精度可做小批量生產(chǎn)生冷食物拔制成品高精度,表層質(zhì)
量好。無(wú)縫鋼管橫總面積更繁雜無(wú)縫鋼管功能更優(yōu)越,金屬材料較為密。熱扎精密無(wú)縫管后的差別
熱扎精密無(wú)縫管用軋鋼圓管料方坯或初軋方坯作原材料,經(jīng)步進(jìn)式熱處理爐加溫,髙壓水除鱗后加
入粗?jǐn)D壓機(jī),粗軋料經(jīng)切頭、尾、再進(jìn)到精擠壓機(jī),執(zhí)行計(jì)算機(jī)系統(tǒng)控制冷軋,終軋后即經(jīng)由層.流
制冷和卷取機(jī)放卷、變成直發(fā)卷。
3.直發(fā)卷的頭、尾通常呈舌狀及魚(yú)身狀,薄厚、總寬精密度較弱,邊緣常存有浪形、壓邊、塔
形等缺點(diǎn)。其卷重較重、卷鋼直徑為760mm。將直發(fā)卷經(jīng)切頭、切尾、裁邊及多道次的校直、整
平等鑄軋線解決后,再切板或重卷,即變成:熱軋鋼、整平熱軋圓鋼卷、縱剖帶等產(chǎn)品。
品質(zhì)")