









18Cr2Ni4W無縫鋼管、18Cr2Ni4WA無縫鋼管、20CrMnSi無縫鋼管、SA-210A1無縫管、SA-210C無縫管、SA-213 T11無縫管、SA-213 T12無縫管、SA-213 T22無縫管、SA-213 T91無縫管、St52-3(16Mn)無縫管、P11無縫管、P12無縫管、P22無縫管、SAE1045W1無縫管、20CrNi無縫鋼管、20CrNi3無縫鋼管、40CrNi無縫鋼管、50CrNi無縫鋼管、30CrNiMo8無縫鋼管、30CrMnSi無縫鋼管、34CrNiMo6無縫鋼管、 36CrNiMo4無縫鋼管、38CrMoAL無縫鋼管、40CrNiMoVA無縫鋼管、45CrNiMoVA無縫鋼管、45CrNiMoV無縫鋼管
YF20-40MnV無縫鋼管、GCr15無縫鋼管、T13無縫鋼管、9Cr2Mo無縫鋼管、40-50CrV無縫鋼管、60Si2Mn/50Mn無縫鋼管、20CrMnTi無縫鋼管、20CrMnTiH無縫鋼管、W6Mo5Cr4V2無縫鋼管、W9Mo3Cr4V無縫鋼管、W18Cr4V無縫鋼管、9SiCr無縫鋼管、CrWMn無縫鋼管、6CrW2Si無縫鋼管、5CrW2Si無縫鋼管、304/2B無縫鋼管、304/BA無縫鋼管、321/2B無縫鋼管、430/2B無縫鋼管、409L無縫鋼管、316L/2B無縫鋼管304 .0無縫鋼管、321 .0無縫鋼管、316L .0無縫鋼管、309S無縫鋼管、310S無縫鋼管等。
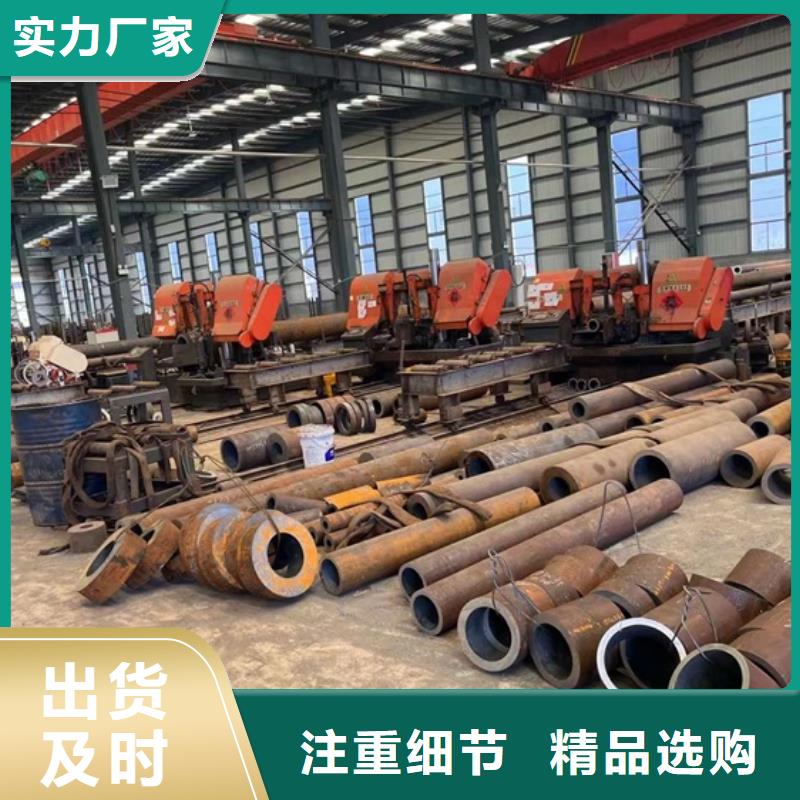
熱軋無縫管一般在主動軋管機組上出產。實心管坯經查看并鏟除表面缺點,截成所需長度,在管坯穿孔端端面上定心,然后送往加熱爐加熱,在穿孔機上穿孔。在穿孔同時不斷旋轉和前進,在軋輥和頂頭的效果下,管坯內部逐漸形成空腔,稱毛管。再送至主動軋管機上持續軋制。***經均整機均整壁厚,經定徑機定徑,達到標準要求。使用接連式軋管機組出產熱軋16mn厚壁無縫鋼管是較***的辦法。
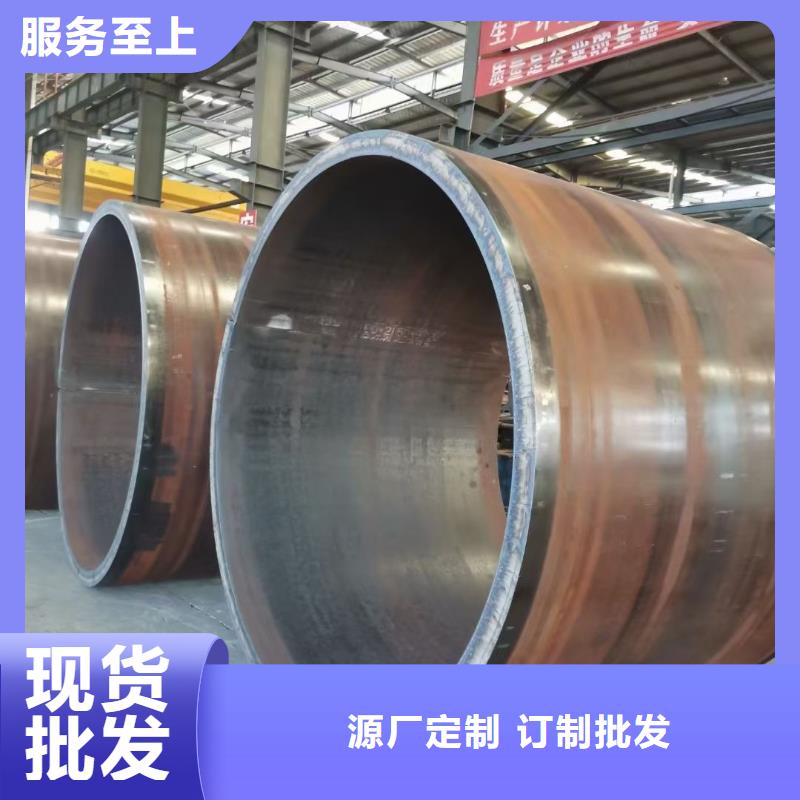
熱軋管外徑32~630mm。壁厚2.5~75mm。冷軋(冷拔)管外徑5~200mm。壁厚2.5~12mm。
外觀質量:鋼管的表里表面不得有裂縫、折疊、軋折、離層、發紋和結疤缺陷存在。這些缺陷應***鏟除掉,鏟除后不得使壁厚和外徑逾越負差錯。
鋼管的兩端應切成直角,并鏟除毛刺。壁厚大于20mm的鋼管答應氣割和熱鋸切開。經供需雙方協議也可不切頭 。
無縫鋼管材質校驗性能檢查和試驗應有以下內容。
(1) 無縫鋼管在進行檢驗時,如遇到下列情況之一,則應進行校驗性的檢查。
① 證明書與到貨無縫鋼管的爐號或鋼號不相符;
② 鋼管或標牌上沒有鋼號、爐號標識;
③ 證明書上的化學成分或力學性能不全時,要對所缺項目補做試驗。
(2) 無縫鋼管校驗性檢查的規定。
① 全部無縫鋼管應逐根測量管子的外徑、壁厚和長度,其尺寸應符合有關標準的規定;
② 全部無縫鋼管應逐根編號并檢查其硬度;
③ 從每批無縫鋼管中取硬度高和低的各一根,每根制備5個試樣,其中,拉力試驗兩個,沖擊試驗兩個,壓扁或冷彎試驗一個,試驗方法和評定標準遵守 的有關規定。
④ 從作力學性能試驗的無縫鋼管或試件上取樣進行化學分析。
無制造廠家的無損檢測合格證明時,應逐根進行無損檢測檢查;雖有制造廠的無損檢測合格證明,但經外觀檢查發現有缺陷時,應抽查10%進行檢測。如仍有不合格者,則應逐根進行檢查。