



無論您是初次接觸還是已經(jīng)熟悉,我們的【數(shù)控等離子切割機】_大幅面光纖激光切割機質(zhì)檢合格發(fā)貨產(chǎn)品視頻將為您帶來全新的視覺體驗,讓您對產(chǎn)品有更深入的了解。
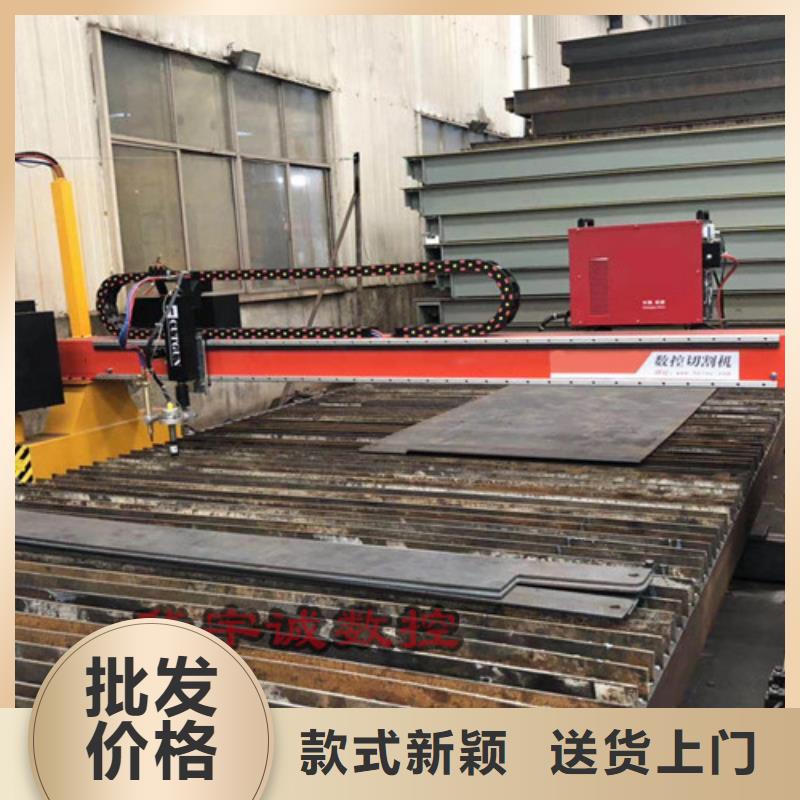
以下是:【數(shù)控等離子切割機】_大幅面光纖激光切割機質(zhì)檢合格發(fā)貨的圖文介紹
控等離子切割機】_大幅面光纖激光切割機質(zhì)檢合格發(fā)貨")
控等離子切割機】_大幅面光纖激光切割機質(zhì)檢合格發(fā)貨")
數(shù)控等離子切割機散熱系統(tǒng)清理要點數(shù)控等離子切割機的散熱系統(tǒng)作為割炬主要散熱渠道,在常規(guī)配置中可以分為風(fēng)冷式散熱和水冷式散熱兩大類,由于數(shù)控等離子切割機的工作原理:利用等離子體弧柱的高溫來熔化被切割材料,在一般切割加工使用時,是需要配備專門的空氣壓縮機作為輔助實現(xiàn)切割過程中吹離材料熔渣形成割縫效果。等離子體是一種特殊的物質(zhì)形態(tài),現(xiàn)代物理上把它列于固態(tài)、液態(tài)、氣態(tài)之后的物質(zhì)第四態(tài)。等離子弧是將自由電弧通過機械壓縮,熱收壓縮和磁收縮,進行強迫 “壓縮”而獲得的壓縮電弧,其能量集中,溫度高(弧中心溫度18000-24000K),焰流速度大(可達300m/s以上)。 接下來武漢耐霸小編將主要就數(shù)控等離子切割機散熱系統(tǒng)清理及日常維護需要注意的一些要求予以歸納和說明:1. 擰下螺釘,拆下空氣過濾器,準(zhǔn)備清洗;2. 定期監(jiān)視數(shù)控系統(tǒng)的電網(wǎng)電壓,保證電網(wǎng)電壓的波動范圍在允許的額定范圍內(nèi);3. 輕輕振動拆下后的過濾器,同時,用壓縮空氣由里向外吹掉空氣過濾器內(nèi)的灰塵;4. 定期檢查和更換直流電動機電刷;5. 若過濾器灰塵過厚壓縮空氣無法除去時,可采用中性清潔劑輕輕沖洗,置于陰涼處晾干;6. 定期更換存儲器用電池。一般情況下,即使電池尚未失效,也應(yīng)每年更換一次電池,以確保系統(tǒng)能正常地工作 。
控等離子切割機】_大幅面光纖激光切割機質(zhì)檢合格發(fā)貨")
控等離子切割機】_大幅面光纖激光切割機質(zhì)檢合格發(fā)貨")
控等離子切割機】_大幅面光纖激光切割機質(zhì)檢合格發(fā)貨")
在數(shù)控等離子切割機過程中,存在穿孔切割和邊緣切割的說法,這兩者之間到底有啥區(qū)別呢?兩者之間的差異是受什么因素影響呢?今天我們以等離子切割為例,分享一下穿孔切割和邊緣切割的區(qū)別?
穿孔切割和邊緣切割的區(qū)別,顧名思義,在數(shù)控等離子切割機過程中一種方式是在鋼板上位置上直接穿孔,穿孔成功后在按照引入線進入圖形切割的一種切割方式,而邊緣切割是指的在切割操作中,切割機從鋼板的邊緣開始切割,然后再按照引入線進入圖形切割。在實際生產(chǎn)過程中,尤其是配件加工作業(yè)。多數(shù)使用的是穿孔切割方法。
大家了解數(shù)控等離子切割機的參數(shù)后發(fā)現(xiàn),一般穿孔切割的切割厚度要小于邊緣切割厚度,到底是什么因素造就的這一差異呢?數(shù)控等離子切割機設(shè)備小編告訴大家,造成兩種切割厚度差異的根本原因是溫度。大家都知道無論是火焰切割,還是等離子切割,都屬于高溫切割,在切割作用中溫度可以達到幾千度,當(dāng)在穿孔作業(yè)中,由于溫度擴散面減少近一半,所以對割嘴的溫度影響很大。
等離子切割機在實際應(yīng)用中,25mm厚的板材就很難實現(xiàn)穿孔切割了,由于不能快速穿透鋼板,導(dǎo)致高溫把割嘴損壞,所以在25mm以上的金屬板切割中,盡量使用邊緣切割。而在20mm以上的碳鋼切割中,一般都采用火焰切割了!
控等離子切割機】_大幅面光纖激光切割機質(zhì)檢合格發(fā)貨")
控等離子切割機】_大幅面光纖激光切割機質(zhì)檢合格發(fā)貨")
華宇誠數(shù)控科技有限公司優(yōu)勢:
1、專業(yè)于 福建廈門大功率激光切割機供應(yīng) 公司專業(yè)經(jīng)營 福建廈門大功率激光切割機種類齊全,已經(jīng)系列化。
2、高素質(zhì)的銷售員工 公司銷售員工具有良好的銷售經(jīng)驗,并經(jīng)過專業(yè)的 福建廈門大功率激光切割機產(chǎn)品學(xué)習(xí)與先進服務(wù)理念培訓(xùn),具有較強的溝通能力,辦事效率高,服務(wù)態(tài)度好,處處為客戶著想的服務(wù)理念。
3、可靠的國際性進口網(wǎng)絡(luò) 公司貿(mào)易渠道廣,國內(nèi)外有專門對接的供貨商。
4、產(chǎn)品品質(zhì)保障和快捷的交貨期 公司經(jīng)營的 福建廈門大功率激光切割機產(chǎn)品,確保品牌和品質(zhì)。貨期短,交貨快。
控等離子切割機】_大幅面光纖激光切割機質(zhì)檢合格發(fā)貨")
控等離子切割機】_大幅面光纖激光切割機質(zhì)檢合格發(fā)貨")
控等離子切割機】_大幅面光纖激光切割機質(zhì)檢合格發(fā)貨")
數(shù)控等離子切割機加工速度
除了工作氣體對切割質(zhì)量有影響外,切割速度對數(shù)控等離子切割機的加工質(zhì)量影響也是很重要的。切割速度:切割速度范圍可按照設(shè)備說明選定或用試驗來確定,由于材料的厚薄度,材質(zhì)不同,熔點高低,熱導(dǎo)率大小以及熔化后的表面張力等因素,切割速度也相應(yīng)的變化。主要表現(xiàn):
1.切割速度適度地提高能改善切口質(zhì)量,即切口略有變窄,切口表面更平整,同時可減小變形。
2.切割速度過快使得切割的線力量低于所需的量值,切縫中射流不能快速將熔化的切割熔體立即吹掉而形成較大的后拖量,伴隨著切口掛渣,切口表面質(zhì)量下降。
3.當(dāng)切割速度太低時,由于切割處是等離子弧的陽極,為了維持電弧自身的穩(wěn)定,陽極斑點或陽極區(qū)必然要在離電弧近的切縫附近找到傳導(dǎo)電流地方,同時會向射流的徑向傳遞更多的熱量,因此使切口變寬,切口兩側(cè)熔融的材料在底緣聚集并凝固,形成不易清理的掛渣,而且切口上緣因加熱熔化過多而形成圓角。
4.當(dāng)速度極低時,由于切口過寬,電弧甚至?xí)纭S纱丝梢姡己玫那懈钯|(zhì)量與切割速度是分不開的。
控等離子切割機】_大幅面光纖激光切割機質(zhì)檢合格發(fā)貨")
控等離子切割機】_大幅面光纖激光切割機質(zhì)檢合格發(fā)貨")
正確設(shè)定數(shù)控等離子切割機的弧壓自動調(diào)高目前數(shù)控切割設(shè)備在各工業(yè)行業(yè)的應(yīng)用逐漸擴大,但在實際應(yīng)用中操作人員總會遇到各個方面的問題。今天結(jié)合我們海斯科技的弧壓調(diào)高器來講解一下關(guān)于數(shù)控切割機自動調(diào)高的設(shè)定問題。首先將數(shù)控等離子切割機系統(tǒng)切割模式設(shè)為等離子模式,開啟弧壓調(diào)高器電源。接下來就從下面三個方面來設(shè)定自動調(diào)高器。圖片1.測試手動調(diào)高是否運轉(zhuǎn)正常試按調(diào)高器上手動上升(TORCH↑)、下降(TORCH↓)按鈕,觀察割炬運動方向是否正確;在割炬上限位置點按手動上升按鈕,割炬應(yīng)沒有上升動作,此時按下降按鈕,割炬應(yīng)下降;在割炬下限位置點按手動下降按鈕,割炬應(yīng)沒有下降動作,此時按上升按鈕,割炬應(yīng)上升,確認(rèn)上限位、下限位動作可靠。若割炬不能上升(或下降),可能是割炬處在上限(下限)位置上,或者上限位開關(guān)(下限位開關(guān))損壞。請及時更換損壞的限位開關(guān),否則會因開關(guān)不動作導(dǎo)致調(diào)高電機損壞。2.初始定位測試按調(diào)高器上初始定位(IHS TEST)按鈕,此時,等離子割炬應(yīng)以初始定位下降脈寬(IHS DOWN PWM)設(shè)定的速度向下運動,噴嘴接觸鋼板后停頓,并以初始定位上升脈寬(IHS UP PWM)設(shè)定的速度上升定位時間(IHS時間),到達適當(dāng)?shù)钠鸹「叨韧V埂F鸹「叨纫话銥榍懈罡叨鹊?.5~2倍,根據(jù)等離子電源的說明書來設(shè)定,如切割高度為1.5mm,其起弧高應(yīng)該為3mm左右。用戶可以根據(jù)切割經(jīng)驗,調(diào)整定位時間來改變起弧高度,以在減少耗材損傷的前提下達到的切割質(zhì)量。3.弧壓測試按調(diào)高器上初始定位(IHS TEST)按鈕,使割炬到達起弧高度,再點按調(diào)高器上弧壓測試(ARC TEST)按鈕,起弧成功,觀察弧壓監(jiān)視窗口中測到的弧壓值。檢測到的弧壓值應(yīng)該與弧壓設(shè)定值相近。若兩者相差太大,請調(diào)整弧壓設(shè)定值,使之相近,否則,會引起切割時切割高度太高或使割炬在切割過程中撞板,兩種方式下,都會導(dǎo)致切割質(zhì)量下降,并引起割炬耗材的嚴(yán)重?fù)p傷 。經(jīng)過以上測試后,我們就可以開始正式切割了。實際使用中,切割的具體參數(shù)和割炬易損件,輸入電壓,空氣壓力...都有關(guān)系,操作人員應(yīng)該積極去了解和學(xué)習(xí)設(shè)備的相關(guān)專業(yè)知識,從而積累一些使用經(jīng)驗。以便讓設(shè)備發(fā)揮出更好的使用效果!
控等離子切割機】_大幅面光纖激光切割機質(zhì)檢合格發(fā)貨")
控等離子切割機】_大幅面光纖激光切割機質(zhì)檢合格發(fā)貨")
控等離子切割機】_大幅面光纖激光切割機質(zhì)檢合格發(fā)貨")
點擊查看華宇誠數(shù)控科技有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】

