
產品詳細介紹


鋼板卷管鍍鋅鋼管:為提高鋼管的耐腐蝕性能,對一般鋼管(黑管)進行鍍鋅。鍍鋅鋼管分熱鍍鋅和電鍍鋅兩種,熱鍍鋅鍍鋅層厚,電鍍鋅成本低。吹氧焊管:用作煉鋼吹氧用管,一般用小口徑的焊接鋼管,規格由3/8寸-2寸八種。用08、10、15、20或Q195-Q235鋼帶制成。為防蝕,有的進行滲鋁處理。
電線套管:也是普通碳素鋼電焊鋼管,用在混凝土及各種結構配電工程,常用的公稱直徑從13-76mm。電線套套管壁較薄,大多進行涂層或鍍鋅后使用,要求進行冷彎試驗。
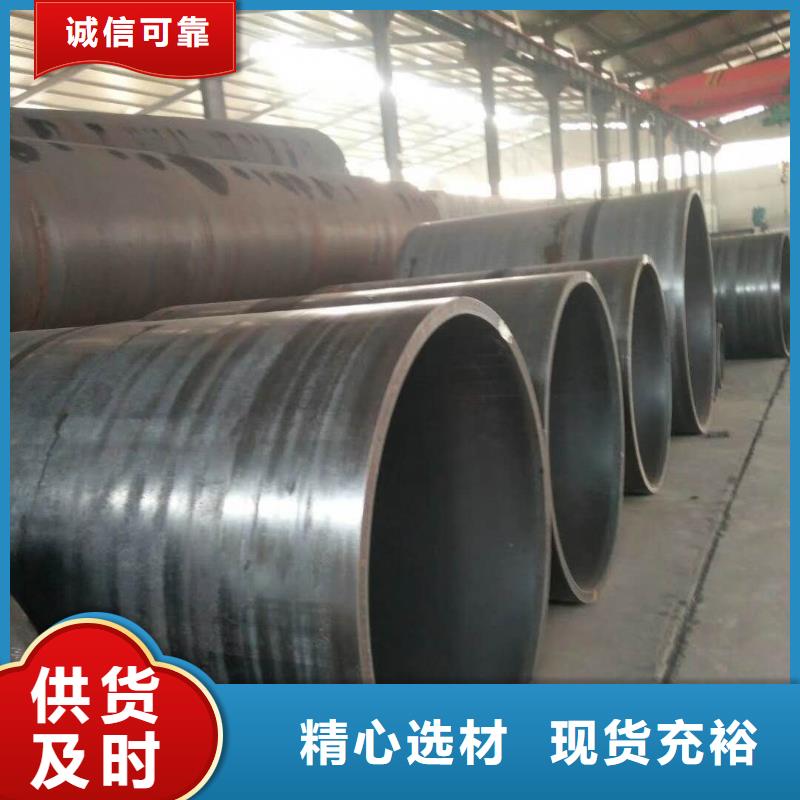
大口徑鋼板卷管、厚壁卷管、大口徑厚壁卷管加工工藝流程圖
:材料檢查
檢查材料質量合格證明書、標識及檢驗報告是否符合現行有關標準及規范的要求。鋼板厚度及允許偏差是否符合產品標準的要求。鋼材外觀質量是否符合 現行有關標準的規定,當鋼材表面有銹蝕、麻點或劃痕等缺陷時,其深度不得大于鋼材厚度允許偏差值的12;鋼材表面的銹蝕等級應符合現行 標準涂裝前鋼材表面銹蝕等級和除銹等級GB8923規定的C級及C級以上;鋼材端邊或斷口處不應有分層、夾渣等缺陷。
丁字焊接鋼管在生產時,錯邊時有發生,其影響因素很多。在生產實踐中,往往由干錯邊超差而使鋼管降級。因此分析螺旋鋼管錯邊產生的原因及其措施是很有必要的。陽春直縫鋼板卷管加工廠家
由于不切邊鋼帶頭尾的形狀和尺寸精度較差,對接時易造成鋼帶硬彎而引起錯邊。模擬參數范圍:豎直管:管徑D=lOmm,管長L=660mm;三種立式丁字焊接鋼管:管徑D=10mm,丁字焊接鋼管曲率直徑和螺旋管徑的比值的變化分別為Dc/D=15,20,25,螺旋節距Pt=20mm,管長分別為L=503mm,L=660mm,L=817MM。質量流量G=200~400Kg/(m2·s),熱流密度q=5~15KW/m2,飽和壓力p飽和=0.414880MPa,飽和溫度T飽和=283.15K。
鋼板卷管的生產過程介紹:1.原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。2.帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼板卷管后采用自動埋弧焊補焊。3.成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。4.采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。5.采用外控或內控輥式成型。6.采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。7.內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩定的焊接規范。8.焊完的焊縫均經過在線連續超聲波自動傷儀檢查,保證了100%的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產工人依此隨時調整工藝參數,及時缺陷。9.采用空氣等離子切割機將鋼板卷管切成單根。10.切成單根鋼板卷管后,每批鋼板卷管頭三根要進行嚴格的首檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼板卷管表面質量以及經過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產。11.焊縫上有連續聲波探傷標記的部位,經過手動超聲波和X射線復查,如確有缺陷,經過修補后,再次經過無損檢驗,直到確認缺陷已經。12.帶鋼對焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經過X射線電視或拍片檢查。13.每根鋼板卷管經過靜水壓試驗,壓力采用徑向密封。試驗壓力和時間都由鋼板卷管水壓微機檢測裝置嚴格控制。試驗參數自動打印記錄。