


聯(lián)系我們

- 河道清淤挖掘機(jī)機(jī)械出租規(guī)格
- 遷西大理石結(jié)晶附近
- 經(jīng)典候車亭全國(guó)發(fā)貨
- 渦陽縣潛水員服務(wù)公司本市專業(yè)潛水施工團(tuán)隊(duì)
- 汗蒸房安裝廠家直銷
- 橋梁護(hù)欄專業(yè)生產(chǎn)企業(yè)
- 厚壁無縫鋼管-生產(chǎn)廠家
- 折疊帳篷廠家
- 祿豐生態(tài)植物燃油灶具批發(fā)
- 15CrMoR中厚板
- 型鋼等邊角鋼服務(wù)周到
- 污水處理專業(yè)風(fēng)機(jī)4-68NO11D規(guī)格齊全(好服務(wù)!2025已更新)防腐風(fēng)機(jī)
- 數(shù)控等離子切割機(jī)激光切管機(jī)貨源報(bào)價(jià)
- 感謝光顧【凱美】智能自動(dòng)檔案柜
- 紫銅檐溝的規(guī)格
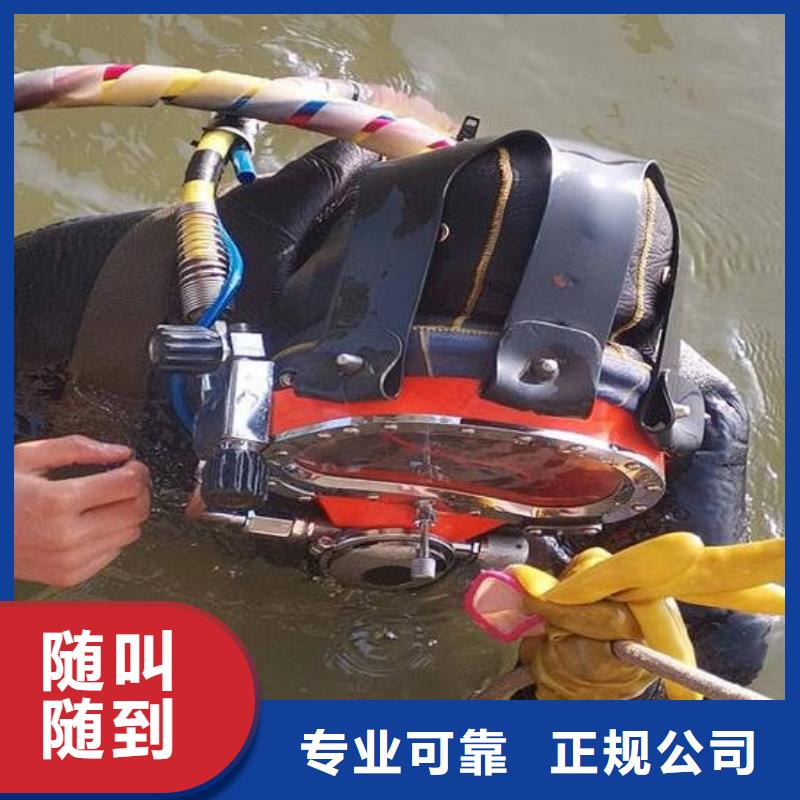
水下作業(yè)電話-承接各種水下施工
更新時(shí)間:2025-01-12 02:43:32 瀏覽次數(shù):5 公司名稱: 盛龍水下堵漏封堵切割打撈焊接作業(yè)工程有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 5800/次 |
| 發(fā)貨期限 | 24小時(shí)到達(dá)現(xiàn)場(chǎng) |
| 供貨總量 | 58 |
| 運(yùn)費(fèi)說明 | 汽運(yùn) |
| 品牌 | 盛龍 |
| 服務(wù)范圍 | 全國(guó)上門 |
| 用途 | 水下堵漏 |
| 所在地 | 全省 |





電話-承接各種水下施工")
電話-承接各種水下施工")
電話-承接各種水下施工")
電話-承接各種水下施工")
水下電焊船底堵漏只使用專門設(shè)計(jì)用于水下作業(yè)的電焊鉗。
水下電焊船底堵漏要確定電焊鉗的所有通電零件都是完全絕緣的。此絕緣必須保證能地隔離所遭遇到的大電流。
開始操作之前,檢查電焊槍有無磨損或者損壞的零件和絕緣材料。
水下電焊船底堵漏只有當(dāng)焊接電路沒有電流時(shí)才能更換或者緊固電焊條。
水下焊接由于水的存在,使水下電焊過程變得更加復(fù)雜,并且會(huì)出現(xiàn)各種各樣陸地焊接所未遇到的問題,目前,世界各國(guó)正在應(yīng)用和研究的水下焊接方法種類繁多,應(yīng)用較成熟的是電弧焊。。
主營(yíng):優(yōu)質(zhì)水下電焊工程、江蘇優(yōu)質(zhì)水下電焊、優(yōu)質(zhì)水下電焊方法、優(yōu)質(zhì)水下電焊方案、優(yōu)質(zhì)水下電焊。
電話-承接各種水下施工")
一般狀況下,水下切割全過程多從被切割工件的邊緣開始,向正中間切割,直到斷開;但有時(shí)候受結(jié)構(gòu)特點(diǎn)或自然環(huán)境限制,應(yīng)從正中間開始切割。
從工件邊緣開始切割時(shí), 將割條端部觸及工件邊緣,并垂直平分切割面,使割條內(nèi)孔騎到工件邊緣凸線上,隨后合閘起弧。 是選用接觸法引弧,開始時(shí) 是不必移動(dòng)割條,待工件邊緣產(chǎn)生凹型口后再漸漸地向正中間移動(dòng),開始正常切割;也可在邊緣周邊(離邊緣線的間距不超過11mm)引弧,引弧后快速向邊緣移動(dòng),使邊緣口產(chǎn)生凹口,隨后再向正中間逐漸切割。
從正中間開始切割時(shí),要比從邊緣開始切割非常容易一些。 將割條端部觸及工件,使之與工件的切割面成80°~85°角,隨后選用接觸法或劃擦法引弧。引弧后維持原地不動(dòng),直到割穿后再開始正常切割。
電話-承接各種水下施工")
水下冷切割法是利用某種器具或某種高能量,在金屬處于固態(tài)情況下直接破壞分子間的結(jié)合而形成切口的切割方法,如水下機(jī)械切割法、水下高壓水切割法等。 下潛速度限制在每分鐘15米內(nèi),作業(yè)水深12.5米內(nèi)上升速度不得超過每分鐘8米。 潛水員: 1、員是下潛人員的主要聯(lián)系人,一般情況可兼配氣的操作。 2、下潛前在組長(zhǎng)的領(lǐng)導(dǎo)下,對(duì)潛水裝備和器材進(jìn)行檢查和準(zhǔn)備,為下 潛人員著裝和卸裝。 3、潛水員下潛前,先進(jìn)行試通話。確認(rèn)潛水性能可靠,方可允許下潛。 4、作業(yè)時(shí)精力集中,嚴(yán)守崗位。認(rèn)真收聽潛水員的問話、呼吸聲、排 氣聲和其他聲響。如有可疑情況,立即向組長(zhǎng)報(bào)告。 5、傳達(dá)指令要送話清楚,簡(jiǎn)明易懂,并監(jiān)督執(zhí)行情況。每隔 5-10 分 鐘詢問一次,禁止閑談。 6、通話工具禁止在潛水作業(yè)時(shí)間內(nèi)做收音機(jī)使用。 電話-承接各種水下施工")
①火焰切割:氫作為可燃?xì)怏w用于水中火焰切割。乙炔在水深約15米的壓力下會(huì)分解,導(dǎo)致爆炸,因此沒有得到廣泛應(yīng)用。
②電弧-氧切割:工件通過空心切割產(chǎn)生的電弧熔化,熔化金屬通過空心切割產(chǎn)生的氧氣吹出,形成切口。用鋼管或碳化硅等陶瓷管涂上穩(wěn)弧劑,防水涂料或環(huán)氧樹脂。氧氣切割壓力應(yīng)高于水深壓力0.5~0.7兆帕。弧氧切割速度高于火焰切割,技術(shù)要求低,設(shè)備簡(jiǎn)單,是水中解體的常用方法。
③熔化極水噴射電弧切割:用高壓噴射水吹出熔化金屬。切口表面干凈,背面掛渣少。熔化極連續(xù)輸送,切割電流大,切割速度高,無氧,是一種非常發(fā)達(dá)的水下快速切割方法。電話-承接各種水下施工")