


產(chǎn)品介紹河南建貿(mào)")
3.使用鋼筋籠滾焊機(jī)制造鋼筋籠時完全可以多個鋼筋籠同時進(jìn)行制造,與之前的手工制作鋼筋籠相比,既節(jié)省了時間,又提高了工作效率。
滾焊機(jī)的使用,是我國鋼筋生產(chǎn)發(fā)展的重要里程碑,使我國鋼筋行業(yè)的發(fā)展逐漸趕超其他 的生產(chǎn)水平。
鋼筋籠繞筋機(jī)機(jī)器設(shè)備的優(yōu)勢:
1、選用PLC、伺服電機(jī)行星輪減速器等元器件,保證機(jī)器設(shè)備運(yùn)作平穩(wěn);
2、機(jī)器設(shè)備程序流程,使用方便、人性化,單人可工作;
3、鋼筋籠直徑誤差操縱,可達(dá)到極限誤差規(guī)定;
產(chǎn)品介紹河南建貿(mào)")
切割時要保證斷料的長度準(zhǔn)確性直徑12mm以下的可用人工切割;直徑40mm以下的鋼筋可用機(jī)械切割。
控制誤差應(yīng)根據(jù)圖紙和配料單所表示的規(guī)格、尺寸控制在規(guī)定范圍之內(nèi)。鋼筋籠繞筋機(jī)
5.鋼筋籠焊接制作
施焊前,鋼筋的裝配與定位應(yīng)符合下列要求:
首先采用幫條焊時間隙應(yīng)為2.5mm;采用搭接焊應(yīng)保證兩鋼筋的軸線在同一直線上,不得錯開搭接焊;幫條與主筋之間用四點(diǎn)定位焊固定,搭接焊時兩點(diǎn)固定,定位焊縫應(yīng)離幫條或搭接端部20mm以上。
施焊時引弧應(yīng)在幫條或搭接鋼筋的一端開始,收弧應(yīng)在幫條或搭接鋼筋端頭上,弧坑應(yīng)填滿。多層施焊時, 層焊縫應(yīng)有足夠的熔深。主焊縫與定位焊縫,特別是在定位焊縫的始終端,應(yīng)熔合良好。
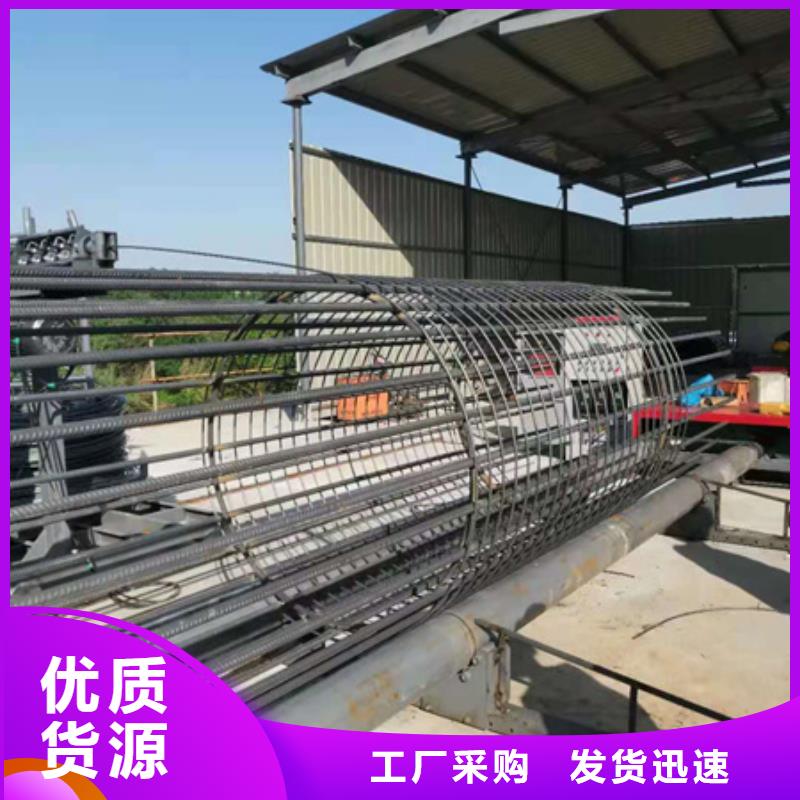
鋼筋籠繞筋機(jī)產(chǎn)品優(yōu)勢 鋼筋籠骨架旋轉(zhuǎn)的同時由移動盤拖動向后移動,盤筋不移動;
● 鋼筋籠直徑由相同直徑的模板控制,一個工程通常需要 2-7 種模板;
● 鋼筋籠成型機(jī)主筋間距決定于人工預(yù)先在模板上布置的,與主筋根數(shù)相同數(shù)量的套管間距;
● 配有多組液壓支撐裝置,防止鋼筋籠因自重而;
● 鋼筋籠滾籠機(jī)配有多組分料盤,防止生產(chǎn)過程中主筋錯亂;
● 為減輕工人勞動強(qiáng)度和提高施工形象,鏈條式主筋自動上料機(jī)構(gòu)和自動焊接機(jī)械手可供用戶選擇(不)。為什么不加機(jī)械手?一些鋼筋籠滾籠機(jī)廠家為了利益客戶去采購,我們不,因?yàn)辄c(diǎn)焊率低。
產(chǎn)品介紹河南建貿(mào)")
產(chǎn)品介紹河南建貿(mào)")
注意用電觀察檢查用電設(shè)施的絕緣情況;接通電源旋轉(zhuǎn)“控制電源”開關(guān)至指示燈亮;
經(jīng)常檢查電極銅塊磨損腐蝕和導(dǎo)電性能情況;惡設(shè)備性能并能熟練操作,做好設(shè)備例保工作;工作前應(yīng)檢查各部位螺性緊固和臺車行走限位開關(guān)嚴(yán)格按操作程序精心操作,檢查確認(rèn)電壓和氣壓是否正常應(yīng)根據(jù)鋼筋籠直徑選定電極配筋板,臺車夾具及調(diào)整支架的高度;+工作結(jié)東,切斷電源、氣源,擦洗機(jī)設(shè)備并給潤)部位加油,做好環(huán)境衛(wèi)生工作。
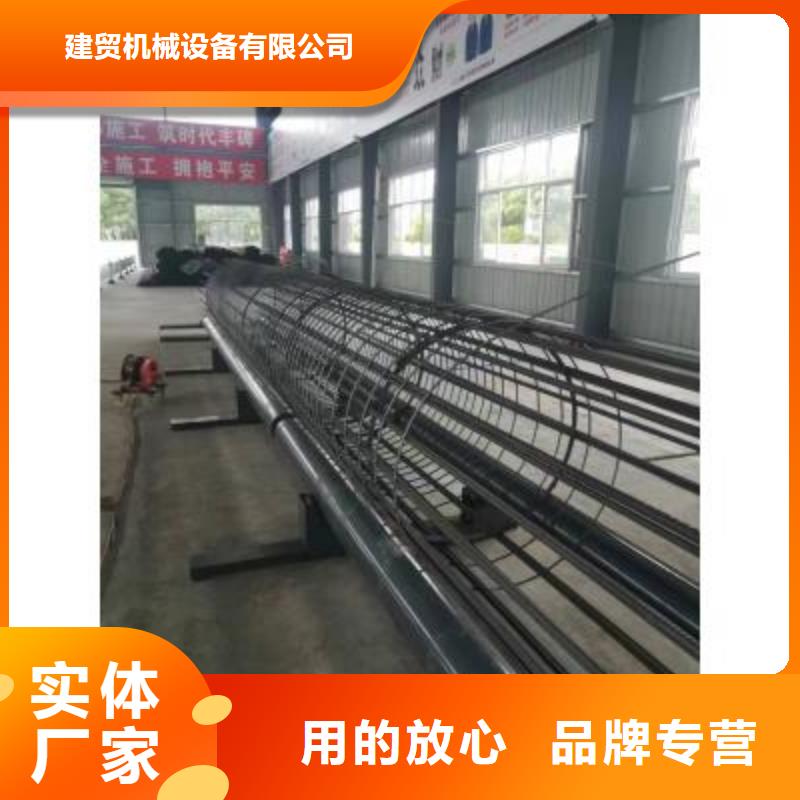
我公司是一家研發(fā)生產(chǎn)自動化數(shù)控鋼筋加工設(shè)備的大型工程裝備企業(yè)。公司主要供應(yīng):鋼筋籠滾焊機(jī)數(shù)控鋼筋籠滾焊機(jī)等工程設(shè)備。鋼筋籠繞筋機(jī)
本溪市鋼筋籠纏繞機(jī)產(chǎn)品介紹河南建貿(mào)