



螺旋管內外拋光流體管廠家直銷售后完善的詳細視頻已經上傳,通過視頻,您可以更深入地了解產品的功能和特點。
以下是:螺旋管內外拋光流體管廠家直銷售后完善的圖文介紹


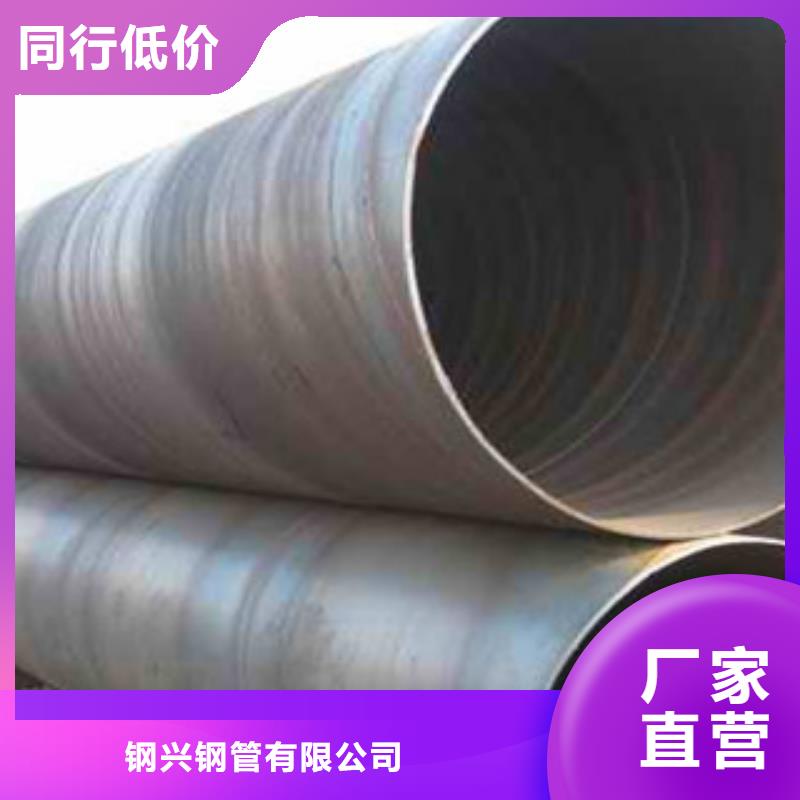
螺旋焊管采用螺旋成型器成型,它可分為上卷成型和下卷成型兩種。日前螺旋焊管的成型器結構形式歸納起來有三種基本形式:
(1)套筒式螺旋成型器。只適用于小口徑焊管的成型。它造價低,操作容易。
(2)輥式螺旋成刪器。輥式成型器是根據三輥彎板機工作原理制成,這種成型器與帶鋼的接觸面呈滾動摩擦,阻力小、工具壽命長,對產品表面幾乎無擦傷。
(3)芯棒螺旋成型器。這種成型器適合于小直徑、薄壁優質螺旋焊管的成型。但鋼管內表面可能因摩擦而被擦傷。



鋼興鋼管 有限公司批發零售: 山西朔州20G無縫鋼管,貨源充足,常備庫存,現貨充足,目前公司客戶遍布全國各地,公司一貫重合同、守信用,在業界內享有較高的商業信譽,且有雄厚的經營實力,能穩健地向客戶提供產品的營銷服務,公司優勢:貨源充足,價格合理,高端服務,寧可一諾不許,許則一諾千金,歡迎新老客戶來電咨詢洽談。


螺旋焊管的優點:
(1)使用同一寬度的帶鋼能夠生產出不同直徑的鋼管,尤其是可用窄帶鋼生產大直徑的鋼管。
(2)同等壓力條件下,螺旋形焊縫所承受的應力比直縫小,為直縫焊管的75%~90%,因而能夠承受較大的壓力。與相同外徑的直縫焊管相比較,在承受同等壓力的情況下,壁厚可減小10%~25%。
(3)尺寸,一般直徑公差不超過0.12%,撓度小于1/2000,橢圓度小于1%,一般可以省去定徑和矯直工序。
(4)可連續生產,理論上可以生產無限長鋼管,切頭、切尾損失小,可提高金屬利用率6%~8%。
(5)和直縫焊管相比其操作靈活、更換品種調整方便。
(6)設備重量輕、初投資少。可做成拖車式流動機組,直接在敷設管道的施工工地生產焊管。
(7)易于實現機械化、自動化。
螺旋焊管的缺點是:由于使用成卷帶鋼為原料,有一定的月牙彎,且焊接點是在具有彈性的帶鋼邊緣區,因此不易對準焊炬,影響焊接質量。為此,要設置復雜的焊縫跟蹤和質量檢查設備。
(1)使用同一寬度的帶鋼能夠生產出不同直徑的鋼管,尤其是可用窄帶鋼生產大直徑的鋼管。
(2)同等壓力條件下,螺旋形焊縫所承受的應力比直縫小,為直縫焊管的75%~90%,因而能夠承受較大的壓力。與相同外徑的直縫焊管相比較,在承受同等壓力的情況下,壁厚可減小10%~25%。
(3)尺寸,一般直徑公差不超過0.12%,撓度小于1/2000,橢圓度小于1%,一般可以省去定徑和矯直工序。
(4)可連續生產,理論上可以生產無限長鋼管,切頭、切尾損失小,可提高金屬利用率6%~8%。
(5)和直縫焊管相比其操作靈活、更換品種調整方便。
(6)設備重量輕、初投資少。可做成拖車式流動機組,直接在敷設管道的施工工地生產焊管。
(7)易于實現機械化、自動化。
螺旋焊管的缺點是:由于使用成卷帶鋼為原料,有一定的月牙彎,且焊接點是在具有彈性的帶鋼邊緣區,因此不易對準焊炬,影響焊接質量。為此,要設置復雜的焊縫跟蹤和質量檢查設備。



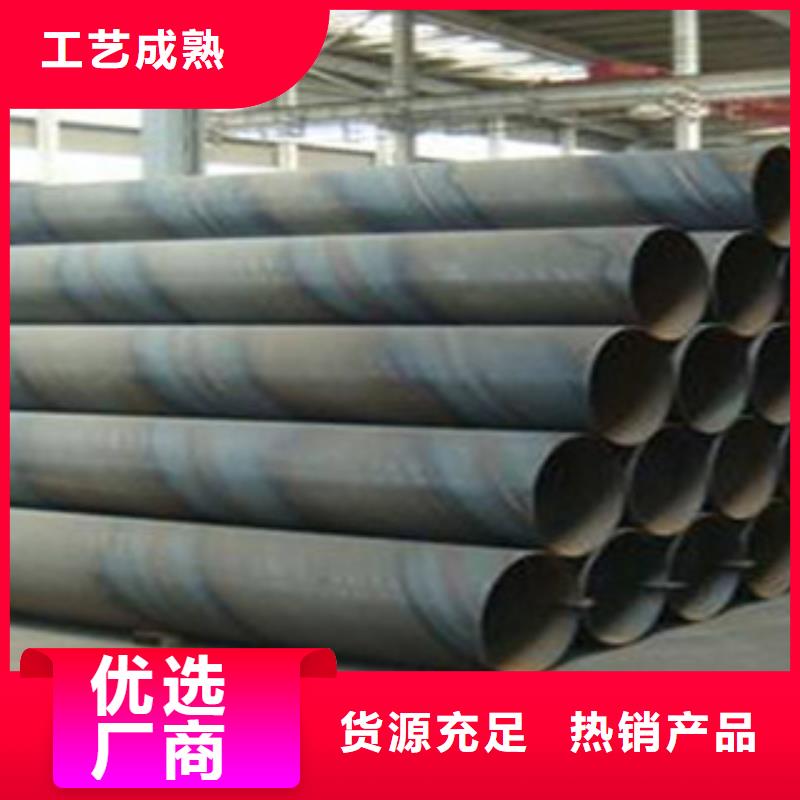
螺旋管是以帶鋼卷板為原材料,采用空氣等離子切割機將鋼管切成單根。切成單根鋼管后,每批鋼管都要進行嚴格的首檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼管表面質量以及經過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產。焊縫上有連續聲波探傷標記的部位,經過手動超聲波和X射線復查,如確有缺陷,經過修補后,再次經過無損檢驗,直到確認缺陷已經。帶鋼對焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經過X射線電視或拍片檢查。每根鋼管經過靜水壓試驗,壓力采用徑向密封。試驗壓力和時間都由鋼管水壓機檢測裝置嚴格控制。試驗參數自動打印記錄。管端機械加工,使端面垂直度,坡口角和鈍邊得到準確控制。
