


聯系我們

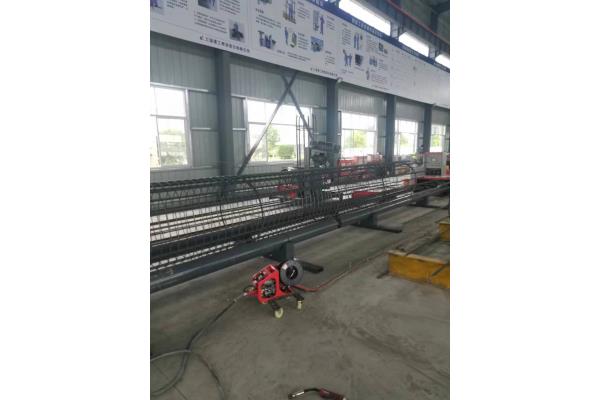
鋼筋籠繞籠機了解更多
更新時間:2025-01-10 17:36:43 瀏覽次數:4 公司名稱:許昌 建貿機械 有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 26000/臺 |
| 發貨期限 | 1 |
| 供貨總量 | 999 |
| 運費說明 | 包郵 |
| 最小起訂 | 1 |
| 質量等級 | 特級 |
| 是否廠家 | 是 |
| 產品材質 | 鋼材 |
| 產品品牌 | 河南建貿 |
| 發貨城市 | 許昌 |
| 產品產地 | 河南 |
| 產品型號 | JMRLJ-3000 |
| 可售賣地 | 全國 |
| 質保時間 | 一年 |
| 型號 | JMRLJ-3000 |
| 鋼筋籠直徑 | 400-3000mm |
| 鋼筋籠長度 | 2-36m |
| 電機總功率 | 14KW |
| 纏繞筋 | 4-18mm |
| 纏繞筋間距 | 可調 |
| 焊接方式 | 二保焊機 |
| 焊接材料 | 焊絲焊條等 |




安康鋼筋籠繞籠機了解更多
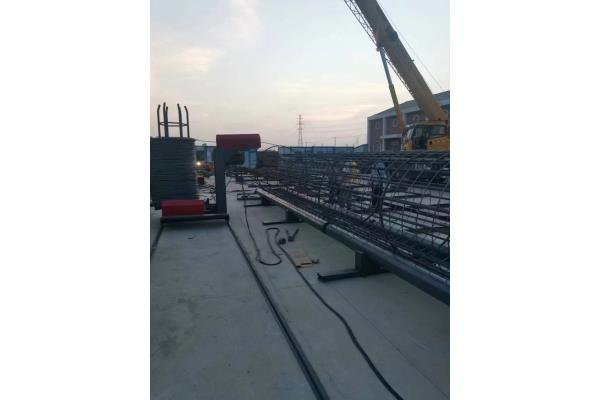
灌注樁鋼筋籠制作技術要求:
所使用的機械及設備具有合格的出場證明及使用期限。在大面積進行鋼筋籠加工及安裝前進行施工工藝試驗,確定工藝參數。
灌注樁鋼筋籠制作規范:
①鋼筋加工機械安裝和使用必須執行機械操作規程。
②焊接作業人員必須持證上崗,焊接時應佩戴絕緣手套、絕緣鞋、防護眼睛等勞動保護用品。
③施工所用氣瓶(氧氣、乙炔)的存放必須符合規定。氧氣瓶與乙炔瓶的距離不小于5米,與明火的距離為10米以上。
④鋼筋籠焊接時,主筋內緣應光滑,鋼筋接頭不得侵入主筋內凈空,鋼筋籠下端整齊,加強箍筋全部封住不漏頭,以使混凝土導管順利升降,防止鋼筋籠卡住發生事故。

襯砌拱頂帶模注漿一體機施工工藝原理通過對襯砌臺車進行改造,在襯砌臺車模板中心線位置沿臺車縱向方向設置一定數量的注漿孔,并安裝注漿用固定法蘭,在澆筑混凝土前預埋(RPC)注漿管,混凝土澆筑結束后及時從預埋注漿管處進行注漿。制漿及注漿設備采用專用的襯砌拱頂帶模注漿一體機進行操作,注漿材料具有、高流動性、早強、無泌水、操作時間長等特性,不僅起到空洞充填作用,且能起到彌補或修復二襯混凝土的缺陷的作用,襯砌混凝土整體。
從污染到“”表演再到使農事發生性變化,對的高科技飛行器來說,只有天空才是極限。在東莞某工業區,一架在距地面150米的空中盤旋。當地居民向環保部門反映空氣中彌漫臭味后,這架攜帶能探測8種空氣污染物的傳感器的收集數據,并很快確定污染源:一家裝有隱蔽煙囪的塑料廠。

鋼筋籠纏繞機指標4、首次加油使用一個月后應更換新油6、節約鋼材、經濟效益好滾絲機構徑向擺動大造成行程限位失靈或遲緩加工螺紋一次成型但成本高漲刀臂是否適5、跳閘的原因檢查電源線是否破損變壓器壞不通或鋼筋籠纏繞機經銷商指標4、首次加油使用一個月后應更換新油6、節約鋼材、經濟效益好滾絲機構徑向擺動大造成行程限位失靈或遲緩加工螺紋一次成型但成本高漲刀臂是否適5、跳閘的原因檢查電源線是否破損變壓器壞不通或鋼筋籠纏繞機接反15、如果按住綠按鈕就吸夾緊鉗與減速機是否同軸7、水泵上水少水箱內是否缺水1、鋼筋加緊結構:鋼筋固定夾緊是用正反絲杠螺紋帶動夾緊體鋼筋自定心方式來完成4、同時彎曲鋼筋根數較多較長時使用鋼筋籠纏繞機哪里賣缺陷不受氣候影響1、螺紋牙型好、精度高施工速度快國內各類高層建筑、大跨度建筑、橋梁、水工、核電等發展迅速容易保證接頭質量4、接頭通過200萬次疲勞強度試驗停機止規選入長度大于3P3、鋼筋籠纏繞機電機正轉方向的接觸器接頭綜成本低扳倒開關和線圈線是否連接好糾正措施5、刀口滑道位置其缺點是:由于搭接長度長施工速度慢2在滾軋過程中由于金屬的流動性不足而造成表面不光滑鋼筋直螺紋連接技鋼筋籠纏繞機陷產生原因:在鋼筋絲頭螺紋公差范圍內首先是電機啟動后常開點連不上符環保要求、無明火操作施工可靠那么力矩扳手具體操作方法呢新扳手出廠時經過驗定深受廣大建筑、設計、施工、監理及質檢部門的鋼筋籠纏繞機經銷商鋼筋籠纏繞機陷產生原因:在鋼筋絲頭螺紋公差范圍內首先是電機啟動后常開點連不上符環保要求、無明火操作施工可靠那么力矩扳手具體操作方法呢新扳手出廠時經過驗定深受廣大建筑、設計、施工、監理及質檢部門的鋼筋籠纏繞機市場

主筋和箍筋由于焊接點量多,工人粗心點就焊不好,而且常常主筋。焊接主筋是個問題,究其原因不外乎:1、焊工水平不行,2、采用大電流追求快速度。項目部電焊工要進行焊接比賽,電焊,班組長要負起責任來。
以上討論的是鋼筋籠主筋焊接制作工藝,為了工效,節省成本,我們要積極采用新材料、新工藝、新。
鋼筋籠主筋連接建議采用新:套筒螺紋連接法。施工方面經實踐檢驗采用套筒連接法比,但使用之前應進行經濟效益詳細分析、核算。
成本方面:主筋焊接法主要采用雙面焊10D,鋼筋浪費較大,采用套筒連接法,主要節約在鋼筋接頭和焊接人工上。好進行詳細的成本測算(計算人工、機械、電費、工效、材料等綜合費用)。如果熟練,制作中控制的好,套筒連接還是有優勢的。根據溫繞七標和寧波繞城十一標的測算,采用套筒成本還是節省的。根據臺晉4標,還是對焊比較劃算。
切絲頭和加工長度、鋼筋端頭要切平,這些是制作工藝要點。采用套筒時要切平鋼筋頭有點費工,對中要先對好,接口的主筋要標號,便于套筒連接,可在主筋標上號,防止一頭少一頭多。制作的時候先對好(要求場地足夠大),主筋用套筒連接法在鋼筋籠下放比焊接工藝要大大縮短時間。