


更新時間:2025-01-22 22:58:26 瀏覽次數(shù):3 公司名稱: 河畔水利機械廠
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 面議/套 |
| 發(fā)貨期限 | 面議 |
| 供貨總量 | 12000 |
| 運費說明 | 面議 |
| 最小起訂 | 1 |
| 是否廠家 | 廠家 |
| 產(chǎn)品材質(zhì) | 鑄鐵 |
| 發(fā)貨城市 | 衡水 |
| 加工定制 | 加工定制 |
| 品牌 | 揚禹 |
| 主體材質(zhì) | 鑄鐵 |
| 密封形式 | 硬密封型 |
| 連接形式 | 手電啟閉機 |
| 用途 | 止水 |







根據(jù)我們的日常使用情況來看,鑄鐵閘門的使用量還是非常大的。因為它特有的優(yōu)勢,使得在各種水利領(lǐng)域都被大范圍的使用。我們又根據(jù)柵極結(jié)構(gòu)的組合不同,把柵極分成整體式和組裝式兩種,一般情況下尺寸較小的都制作成整體式的,如果遇到運輸困難、安裝不方便的情況下,也可以制作成手動即可完成安裝的類型閘門,通常組裝中等大小或更大的門。在鑄鐵閘門施工過程中,我們?nèi)绾伪3植僮髂兀?.在調(diào)整裝配鑄鐵閘門之前,我們應(yīng)檢查鋼絲繩、離合器、驅(qū)動滑輪、制動器、棘輪等,從而可以確保整體的性和可靠性。同時鋼絲繩少要在卷筒上纏繞三圈以上。在操作的過程中,嚴(yán)禁任何人通過正在工作的鋼絲繩,以防止出現(xiàn)事故。2.在啟閉機工作時,除了使用制動機器之外,我們還要使用棘輪保險卡。在離開崗位時一定要將機器停止工作。3.施工單位應(yīng)將啟閉機結(jié)構(gòu)安裝在視野開闊、地勢平坦的地面上,同時將整體結(jié)構(gòu)固定牢固。啟閉機的中心線應(yīng)與導(dǎo)向輪的中心線垂直對準(zhǔn),起重機與導(dǎo)向輪的距離應(yīng)不小于15米。4.當(dāng)指揮員的信號處于未知狀態(tài)或者有危險發(fā)生時,我們一定要立即停止工作,并在情況解決完成之后再開始工作。如果鑄鐵閘門在操作過程中突然停電,我們應(yīng)立即打開制動系統(tǒng),并將閘門緩慢的放下。
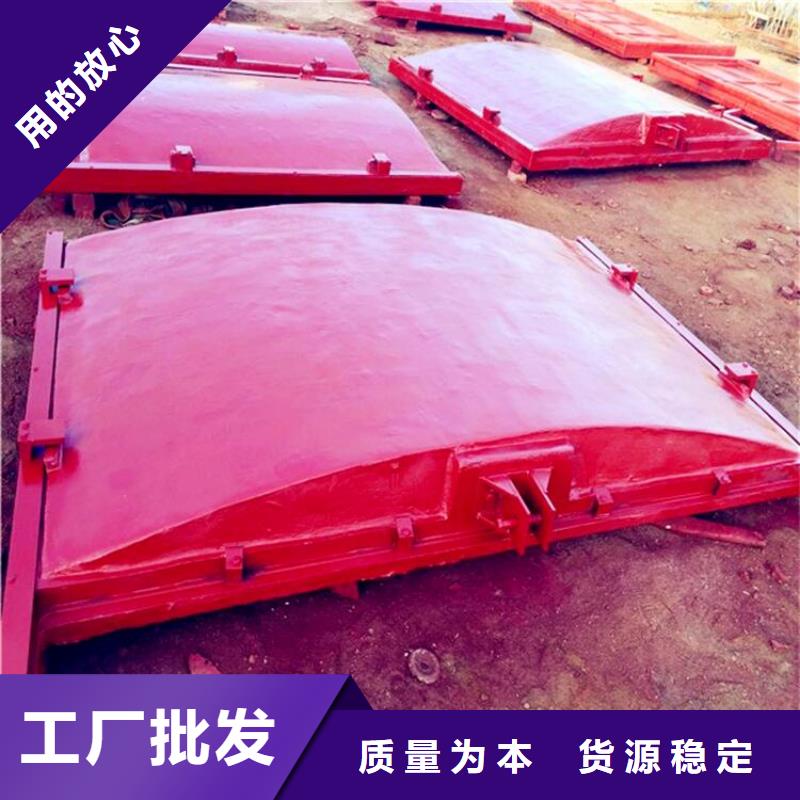
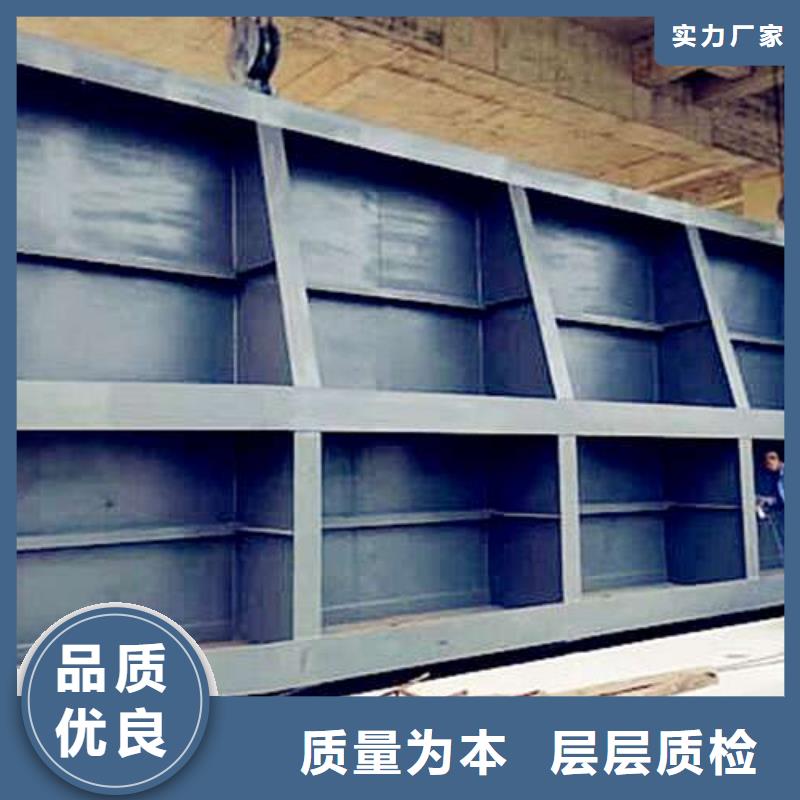
閘門產(chǎn)品主要由閘框閘板、吊座及緊閉斜鐵等零部件組成,為克服容易銹蝕的缺點閘框、閘板全采用球墨鑄鐵生產(chǎn),其中閘框又由上橫梁下橫梁、左直梁、右直梁組成,為了制造、
運輸、安裝方便閘板一般根據(jù)其大小或高度情況由上下幾部分拼裝組成。
雙向止水鑄鐵閘門是直接承受水壓力的擋水構(gòu)件閘框是閘板四周的支承構(gòu)件,同時也是閘板上下運動的滑道滑道以外部分鑲嵌于閘墩及閘底的二期混凝土中將閘板所承受的水壓力均勻地傳遞到閘墩及閘室底部,閘框迎水面四周與閘板框四周背水面接觸處經(jīng)機械精制、加工,刨光后平直光滑、貼合嚴(yán)密使結(jié)合面、止水面與運動滑道合三為一。
鑄鐵閘門在啟閉機操作下啟閉運行操作時,在水壓力和緊閉斜鐵的雙重作用下,閘板運行使閘板與閘框滑道緊密貼合從而達(dá)到有效止水

不銹鋼閘門傳動裝置的設(shè)計為了便于操作,一般可以采用直流傳動,如不便于安裝保護(hù)的主泵轉(zhuǎn)子式外動膨脹螺母,直流二進(jìn)制電磁閥,拉桿分泵旋門,交流二進(jìn)制轉(zhuǎn)換器,直流線圈等。電動閘門的一般要求是耐磨性能良好、不易堵塞、不容易損壞。或是容易養(yǎng)護(hù),保持不變動。 當(dāng)干涸的灌溉管道被嚴(yán)重沖刷后,井水則便會上浮,進(jìn)而下泄到雨水管道內(nèi),形成的浮渣。 根據(jù)現(xiàn)場實際情況,是否有一臺裝有計算機的手動圓形閘門停機?經(jīng)過現(xiàn)場實際操作后,您對該閘門有何實際行動?現(xiàn)按手動、及正常停機的要求制定施工方案。由于閘門制作不同類型,自身結(jié)構(gòu)和受力分析不同,您應(yīng)選用水平木方或不等寬的木方來封閉閘門,加大閘門的進(jìn)料口面積,加大閘門的垂直度。 不銹鋼閘門價格-品質(zhì)保證 電動閘門又可以分為:固定型、裝置型、變送器型。固定型電動閘門按在閘門上的形狀和控制方式分為:斜閘門(手動或半手動)、電動閘門(手動或人力電動閘門)和液力閘門,變送器型電動閘門以液力關(guān)系為主。電動閘門的優(yōu)點是:安裝簡單、穩(wěn)定,起吊時變送器回路中不漏氣;方便操作,維修、檢查及可靠性大;控制靈活,調(diào)節(jié)方便,及時加工。 
鑄鐵閘門各工序間的時間間隔
噴砂除銹后,鋼材表面應(yīng)盡快噴鋅,一般控制在2h內(nèi),氣象條件好時,也不宜超過8h。噴鋅檢查合格后,應(yīng)立即進(jìn)行涂漆封閉, 在鋅層尚有余溫時即涂裝 遍防銹漆,以后各遍涂層必須在前一層全干透后方可進(jìn)行,以免產(chǎn)生皺皮現(xiàn)象,通常干燥時間為6h,應(yīng)按涂料說明書進(jìn)行。
3.4噴涂距離與角度
噴砂噴射距離宜為150-300mm,噴射角度以45-80度為宜,這樣可以邊打邊吹,避免直射時因砂粒反射引起相互撞擊。噴鋅噴鍍距離為150-200mm,噴距過小,鍍層溫度增高,冷卻收縮易引起翹皮和脫落;噴距過大,影響鋅粒噴射動能,引起鍍層結(jié)構(gòu)疏松,孔隙增加,降低附著力。噴射角度(噴束中心線與工作面垂線夾角)控制在25度左右,這樣既可減少鋅粒互相碰撞,又可防止其滑沖與飛散,從而得到緊密、牢固的鍍層。涂漆噴射角度應(yīng)垂直,距離以150-250mm為宜,距離增大,漆霧噴射力量減少,易飛散,影響漆膜附著力;距離減小,易使漆液集中,形成桔皮流掛。
3.5涂層遍數(shù)與厚度
一般噴鋅、噴防銹漆、噴面漆均分兩遍完成,噴鋅 遍完成總量的70-80%,第二遍完成20-30%,噴漆兩遍各完成總量的一半。每遍噴涂應(yīng)有一定重疊量,兩遍噴涂噴束應(yīng)垂直交叉覆蓋。
