




使用數控鋼筋彎曲中心,建議大家每周都對設備進行一個簡單的維護,對設備進行維護可以保證設備運行流暢,也能使數控鋼筋彎曲中心更加穩定。
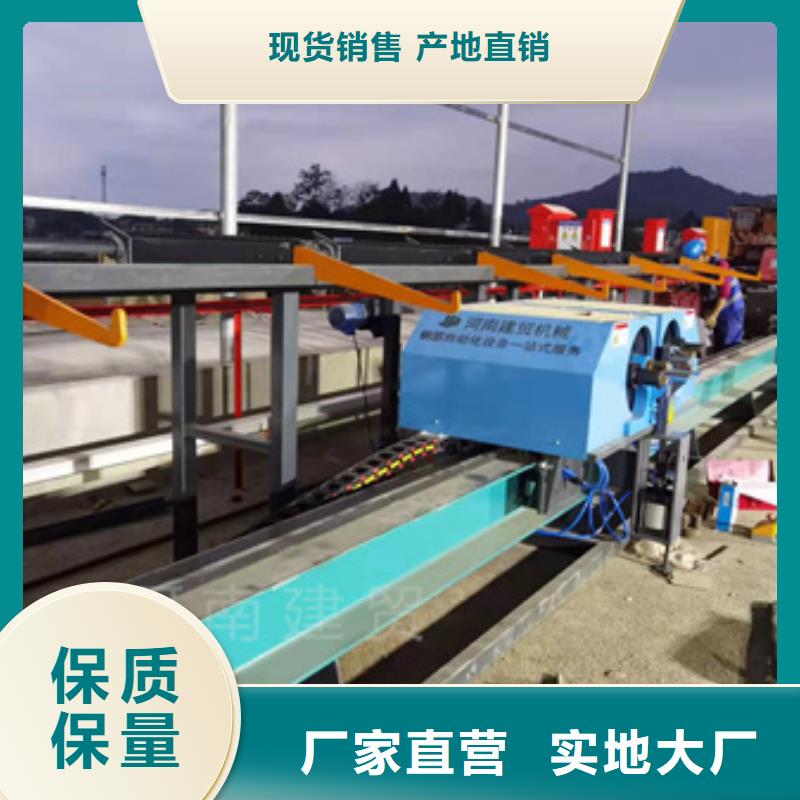
箍筋邊長范圍彎曲方向 左側3個機9,操作人員要正確使用勞動保護用品,不可穿過于肥大,有絲帶或易被卷入設備的服裝實施研發設計作業,防止衣服,手臂被卷入設備中,長發者須把頭發盤起并固定在帽內。一 搭建場地鋼筋籠加工出產的時刻要求防雨,防潮,出入方便。基本選好合適的平整場地后,按需要搭建大棚,并拉好電源。頭 順時針轉右側2個機頭 逆時針轉 左側3個機頭 順時針轉去氧化皮,校直延伸,彎曲成型,切斷多種工藝單機一體化,能直接制做多種尺寸多種規格的箍筋 彎箍機是對鋼筋作業的一種加工工具。彎箍機是彎曲機的一種延深。能更好的加工成規定的角度,模型。 彎箍機基本分成半自動彎箍機和全自動彎箍機 。彎箍一體機是彎箍機的升級改進產品,在加工,調直的基礎上,增多切割功能,大了設 產動力等級。每小時*快達到1500個,彎好箍筋整齊,可根據顧客的需要。彎箍一體機通過全智能高集成控制實現了從鋼筋送料彎曲不相同的角度例方形 長方形 梯形箍筋及板筋。鋼筋彎曲

由兩套矯直輪組成,結合4個牽引輪,由進口伺服電機驅動,保證鋼筋的矯直到達*的精度。●曲折和剪切機構:由進口伺服電機驅動,曲折臂可高速旋轉和伸縮,剪切機構高速完結剪切動作,保證鋼筋曲折精度。●操控系統:該機選用國外老練操控系統,可靠性高。操控系統具有毛病識別及報警功用。●可規劃多達60個彎角以內的任何形狀的古今和輪廓型圖形,可貯存上成千上萬種以上不同的產品形狀,并設有貯存圖形庫,以便多種類大批量出產。●可以接連出產任何形狀的產品,而不需要機械上的調整;在批改曲折視點時也不需要中止加工。傳統工藝比較:●箍筋的傳統加工工藝一般是使用單機將盤圓鋼筋經過調制、堵截、彎箍等工序而散布完結。其工藝較為落后,不能滿意現代施工進度的需要,且很多糟蹋方才、占用較大的空間、用工多、出產率低、箍筋尺度精度和形狀精度差。鋼筋彎曲
還有重要的就是數控鋼筋彎曲中心的芯軸,擋塊和轉盤等都要每月檢測一次,因為這些部件都是容易磨損的,經常檢測不會對設備造成影響。 畢節數控鋼筋彎曲中心-可貨到付款
畢節數控鋼筋彎曲中心-可貨到付款
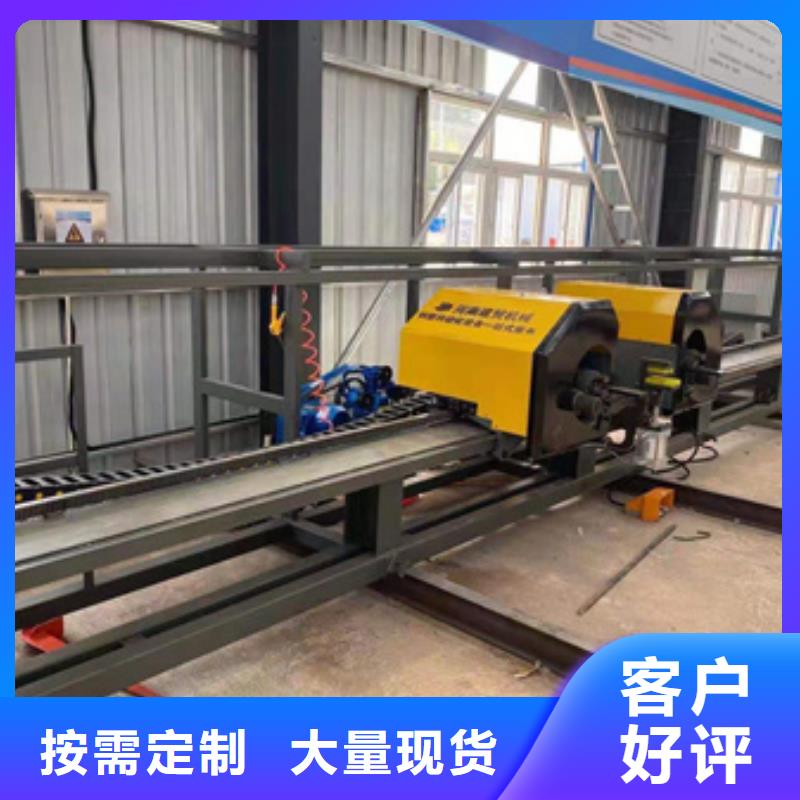
黑龍江五機頭數控彎箍機報價設備介紹:現在人們指的鋼筋調直機大多數指的是這種鋼筋調直機。按與數控彎箍機質量指標的關系也可分兩類:一類是隨合格品率、等級品率的提高而增加,如鑒定費和費,另一類是隨合格品率、等級品率的 提高而減少,如內、外部故障費。現擁有各類大中型設備80余臺、高級工程師3名、員工180多人。設備齊全、工藝先進、技術力量雄厚,是生產規模較大的專業制造廠。使用切斷機切斷短料時,手握一 端的長度不得小于40cm,靠近刀片手與刀片的距離,應保持在15cm以上。切斷較長鋼筋時,應有專人幫扶鋼筋,幫扶人與操作人動作一致,并聽其指揮不得任意拖拉。調直切斷機運轉中嚴禁用手清理刀 口附近的雜物,現場禁止閑雜人員逗留。發現切斷機刀片歪斜異常現象,應立即斷電檢修。鋼筋彎曲
jmc數控鋼筋彎曲中心先將轉動旋鈕拉起,向右旋轉為調高出口壓力(反之向左旋轉為調低出口壓力),在調節壓力時,應逐步均勻地調至所需壓力值。該機構的壓縮空氣的壓力應在0.4-0.6MPa之間,不可過高或過低,氣壓過高可能沖擊很大,對氣動元器件造成不良后果,氣壓過低會使氣動元件執行速度過慢影響生產。同時由于過濾器的部分材質為pc材料,嚴禁接近或在有機溶劑環境中使用。當出口壓縮空氣流量明顯減少時應立即更換濾芯。本系列立式數控鋼筋彎曲中心是我公司大型建筑工程、橋梁、隧道、涵洞、電站、地鐵工程等設計制造的彎弧機專用設備。本系列產品操作簡單、保養方便、效率快捷、弧度準確、一次成型。

