

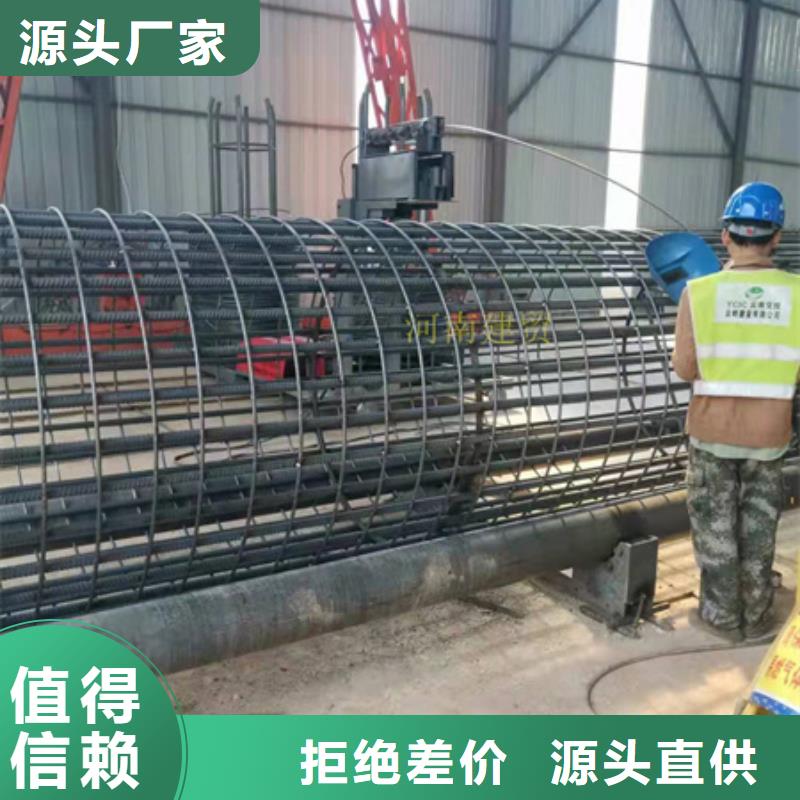
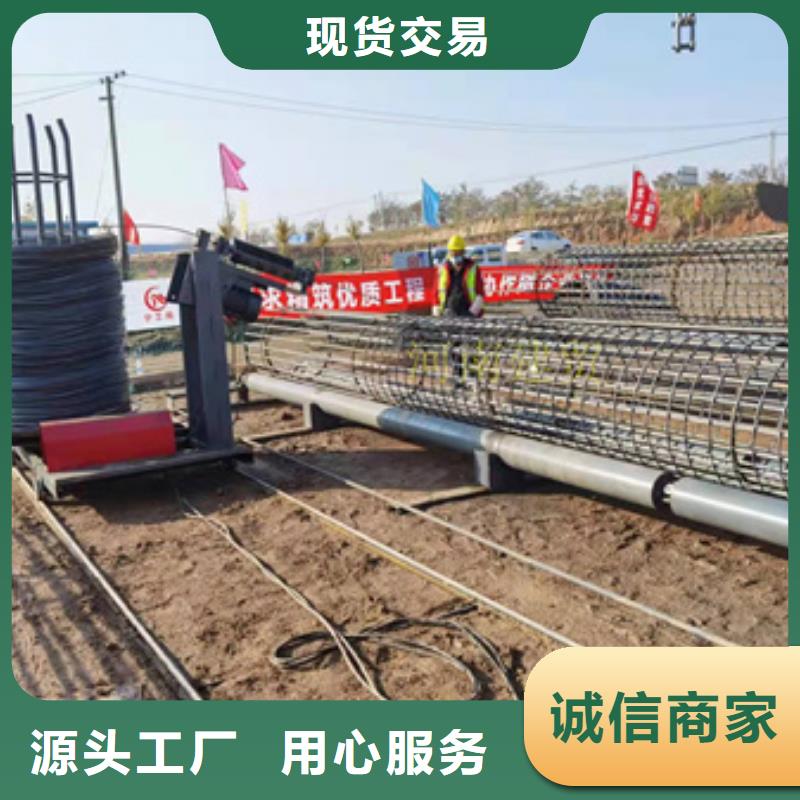
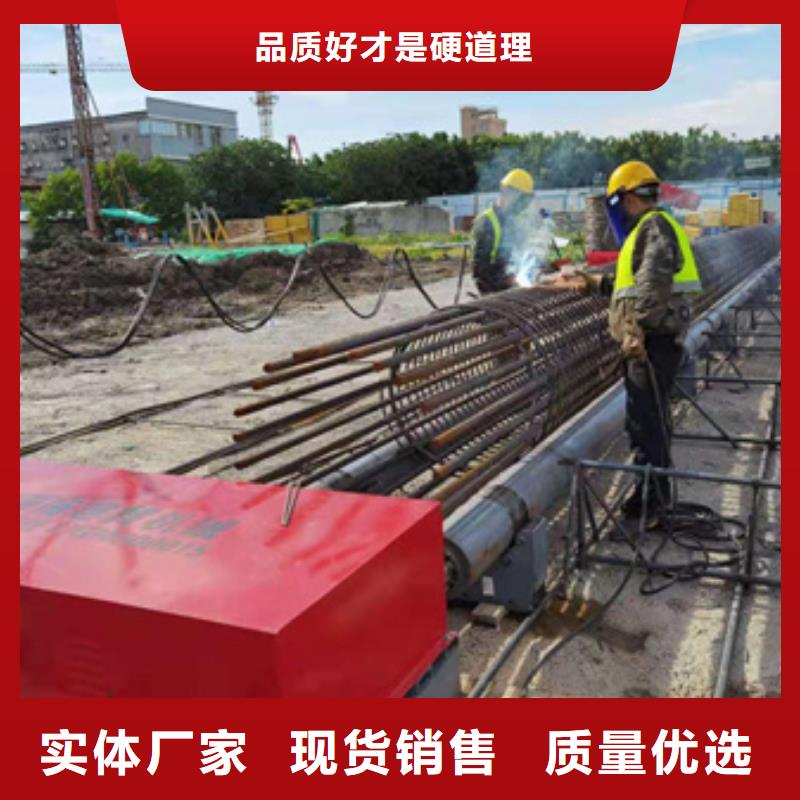
 全自動數(shù)控鋼筋籠繞筋機價格工法特點鋼筋籠繞筋機的使用說明:1.備齊一節(jié)鋼筋籠所需箍筋按位置平放兩膠輥上,將一根主筋抬放于膠輥長度上方,調(diào)整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。2.焊完一節(jié)主、箍筋,低速轉動膠輥,抬第二根主筋準備焊接。此時按選定生產(chǎn)工藝確定旋轉方向,采用卡具(比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉,應注意多根主筋焊好后有可能出現(xiàn)偏重,可將小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。3.圓盤用于纏繞筋存放,繞筋通過放線器連接于骨架,骨架旋轉、小車直行,纏繞筋拉動圓盤自行轉動。4.調(diào)速;按繞筋間距要求的10倍在車輪下方做記號,數(shù)鋼筋籠轉10圈整,測量小車行走距離,變頻調(diào)速至接近該數(shù)值為宜,并記住變頻調(diào)定值備用。也可直接在鋼筋籠上測量與調(diào)整要求的間距值。在主機速度確認不變后,根據(jù)變頻器初始參數(shù)0-50均分并計算,可以快時間調(diào)到所需數(shù)值。確認的一個或幾個數(shù)值記錄備用。場地足夠時可以不用小車上的圓盤,在一定距離上將盤圓材料后倒臥放,纏繞筋直接通過放線器進行繞筋工作,也可以用調(diào)直機配合使用。主機;含機架、底座、膠輥、傳動系統(tǒng)等。鐵輥旋轉帶動鋼筋籠轉動,按圖紙設計間距,配合小車移動纏繞箍筋成型。一般不建議在設備上進行骨架制作,會影響生產(chǎn)線效率。需要在設備上制作骨架時(人員少,工作量不足,無機械連接、單節(jié)鋼筋籠等情況),可按人工制作方式生產(chǎn),利用膠輥帶動骨架轉動,可完成全部主、箍筋焊接生產(chǎn)。完工的骨架不下設備,繼續(xù)進行繞筋工作。還可在機器上點動鋼筋籠,完成焊接保護塊的工作。機器上骨架制作過程;
全自動數(shù)控鋼筋籠繞筋機價格工法特點鋼筋籠繞筋機的使用說明:1.備齊一節(jié)鋼筋籠所需箍筋按位置平放兩膠輥上,將一根主筋抬放于膠輥長度上方,調(diào)整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。2.焊完一節(jié)主、箍筋,低速轉動膠輥,抬第二根主筋準備焊接。此時按選定生產(chǎn)工藝確定旋轉方向,采用卡具(比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉,應注意多根主筋焊好后有可能出現(xiàn)偏重,可將小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。3.圓盤用于纏繞筋存放,繞筋通過放線器連接于骨架,骨架旋轉、小車直行,纏繞筋拉動圓盤自行轉動。4.調(diào)速;按繞筋間距要求的10倍在車輪下方做記號,數(shù)鋼筋籠轉10圈整,測量小車行走距離,變頻調(diào)速至接近該數(shù)值為宜,并記住變頻調(diào)定值備用。也可直接在鋼筋籠上測量與調(diào)整要求的間距值。在主機速度確認不變后,根據(jù)變頻器初始參數(shù)0-50均分并計算,可以快時間調(diào)到所需數(shù)值。確認的一個或幾個數(shù)值記錄備用。場地足夠時可以不用小車上的圓盤,在一定距離上將盤圓材料后倒臥放,纏繞筋直接通過放線器進行繞筋工作,也可以用調(diào)直機配合使用。主機;含機架、底座、膠輥、傳動系統(tǒng)等。鐵輥旋轉帶動鋼筋籠轉動,按圖紙設計間距,配合小車移動纏繞箍筋成型。一般不建議在設備上進行骨架制作,會影響生產(chǎn)線效率。需要在設備上制作骨架時(人員少,工作量不足,無機械連接、單節(jié)鋼筋籠等情況),可按人工制作方式生產(chǎn),利用膠輥帶動骨架轉動,可完成全部主、箍筋焊接生產(chǎn)。完工的骨架不下設備,繼續(xù)進行繞筋工作。還可在機器上點動鋼筋籠,完成焊接保護塊的工作。機器上骨架制作過程;
 工藝流程:建貿(mào)機械廠家鋼筋籠繞筋機JMRLJ-3000繞筋機鋼筋井上下料→安裝加勁箍→主筋與加勁箍焊接→綁扎螺旋筋→吊鋼筋籠到孔內(nèi)安裝→隱蔽手續(xù)→樁身砼澆筑。3)鋼筋籠制作按設計要求及實際樁長,孔上進行鋼筋的配料,主筋搭接下料時,保證在35d或500m范圍內(nèi)搭接頭的數(shù)量不超過主筋的50%,加勁箍制作時應確保樁主筋的保護層不得小于50mm,螺旋盤分段長度滿足可綁3~5圈所需的鋼筋長度;樁端水平箍筋不得少于3道。產(chǎn)品優(yōu)勢;1;該設備由PLC工控控制,內(nèi)置程序,操作簡單。2;繞筋間距無極可調(diào),調(diào)直速度、行走速度、旋轉速度 均由頻器控制,速度可根據(jù)鋼筋籠的規(guī)格、工人的熟練程度任意調(diào)節(jié)。3;鋼筋籠繞筋機具有參數(shù)自動存儲功能,可存儲數(shù)百種規(guī)格的鋼筋籠參數(shù)。4;設備具有遠距離遙控功能,專門定制工業(yè)遙控器,配備信號增強天線,控制靈活方便。5;滾筒采用一級無縫鋼管壁厚耐磨,大大增加了設備的使用壽命。6;調(diào)直機構角度可調(diào)節(jié),適用范圍廣。7;放線架由實心圓鋼,和厚度10mm的鋼板加工而成,結構扎實,可放整捆鋼筋。8;滾筒采用無縫連接,造型美觀,操作不卡頓。本設備,適用于高速公路、高速鐵路、地鐵、水電站、房建防護等各種規(guī)格的鋼筋籠的加工。
工藝流程:建貿(mào)機械廠家鋼筋籠繞筋機JMRLJ-3000繞筋機鋼筋井上下料→安裝加勁箍→主筋與加勁箍焊接→綁扎螺旋筋→吊鋼筋籠到孔內(nèi)安裝→隱蔽手續(xù)→樁身砼澆筑。3)鋼筋籠制作按設計要求及實際樁長,孔上進行鋼筋的配料,主筋搭接下料時,保證在35d或500m范圍內(nèi)搭接頭的數(shù)量不超過主筋的50%,加勁箍制作時應確保樁主筋的保護層不得小于50mm,螺旋盤分段長度滿足可綁3~5圈所需的鋼筋長度;樁端水平箍筋不得少于3道。產(chǎn)品優(yōu)勢;1;該設備由PLC工控控制,內(nèi)置程序,操作簡單。2;繞筋間距無極可調(diào),調(diào)直速度、行走速度、旋轉速度 均由頻器控制,速度可根據(jù)鋼筋籠的規(guī)格、工人的熟練程度任意調(diào)節(jié)。3;鋼筋籠繞筋機具有參數(shù)自動存儲功能,可存儲數(shù)百種規(guī)格的鋼筋籠參數(shù)。4;設備具有遠距離遙控功能,專門定制工業(yè)遙控器,配備信號增強天線,控制靈活方便。5;滾筒采用一級無縫鋼管壁厚耐磨,大大增加了設備的使用壽命。6;調(diào)直機構角度可調(diào)節(jié),適用范圍廣。7;放線架由實心圓鋼,和厚度10mm的鋼板加工而成,結構扎實,可放整捆鋼筋。8;滾筒采用無縫連接,造型美觀,操作不卡頓。本設備,適用于高速公路、高速鐵路、地鐵、水電站、房建防護等各種規(guī)格的鋼筋籠的加工。
 繞筋機本設備具有以下優(yōu)點:(1) 設備只需1人操作;(2) 高質量:計算機控制系統(tǒng)可以確保縱向鋼筋非常好地處在一條直線上;(3) 計算機控制系統(tǒng)可以控制螺旋筋間距,鋼筋籠不會出現(xiàn)扭轉現(xiàn)象。(4) 具有焊接機器人,實現(xiàn)自動焊接。若采用劃線分度工藝,則不分反向。用其他制作骨架時,考慮骨架存放區(qū)布置,更可以采用骨架模具生產(chǎn)骨架。人工生產(chǎn)骨架要注意整體布局,合理安排場地,骨架制作、骨架存放與轉運,各工序之間盡可能互不,流暢,盡可能實現(xiàn)流水線生產(chǎn)方式。為保證骨架不變形,吊裝時須用兩點吊吊點設在骨架的下部,第二吊點設在骨架長度的中點到三分點之間。在加強筋內(nèi)加焊十字支撐,起吊時先提吊點,使骨架稍稍提起,再與第二吊點同時起吊,待骨架離開地面后,吊點停止起吊,繼續(xù)第二吊點。起吊要垂直,骨架入孔時應慢慢下放,嚴禁碰撞孔壁。吊繩要采用四根一樣長的,切不可采用兩根對折吊裝鋼筋籠。完工的骨架不下設備,繼續(xù)進行繞筋工作。還可在機器上點動鋼筋籠,完成焊接機器上骨架制作;備齊一節(jié)鋼筋籠所需箍筋按位置平放兩鐵輥上,將一根主筋抬放于鐵輥長度上方,好起始尺寸,箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。鋼筋籠成型機基本工藝流程:上料→穿筋(主筋)→固定→搭上箍筋→開始焊接→正常焊接→終止焊接→切斷箍筋→分離固定盤→松筋→分離移動盤→卸籠→降下液壓支撐→移動盤歸位產(chǎn)品特點:1、進口PLC變頻控制,伺服電機驅。完工的骨架不下設備,繼續(xù)進行繞筋工作。還可在機器上點動鋼筋籠,完成焊接保護塊的工作。小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。圓盤用于纏繞筋存放,繞筋通過放線器連接于骨架,骨架、小車直行,纏繞筋拉動圓盤自行轉動。
建貿(mào)機械設備有限公司
大興安嶺全自動鋼筋籠滾籠焊機能滿足您的需求
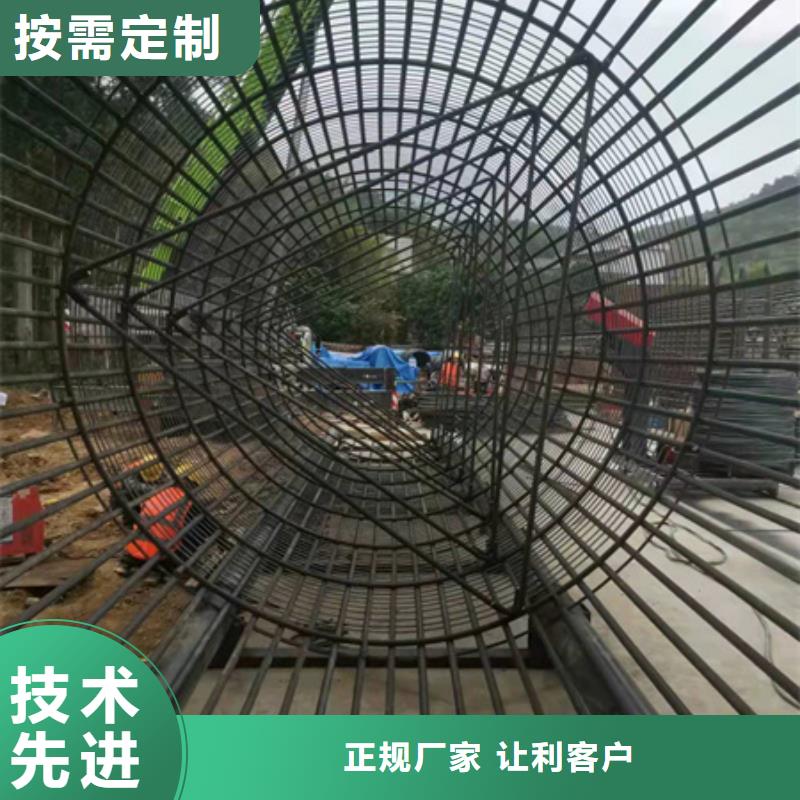
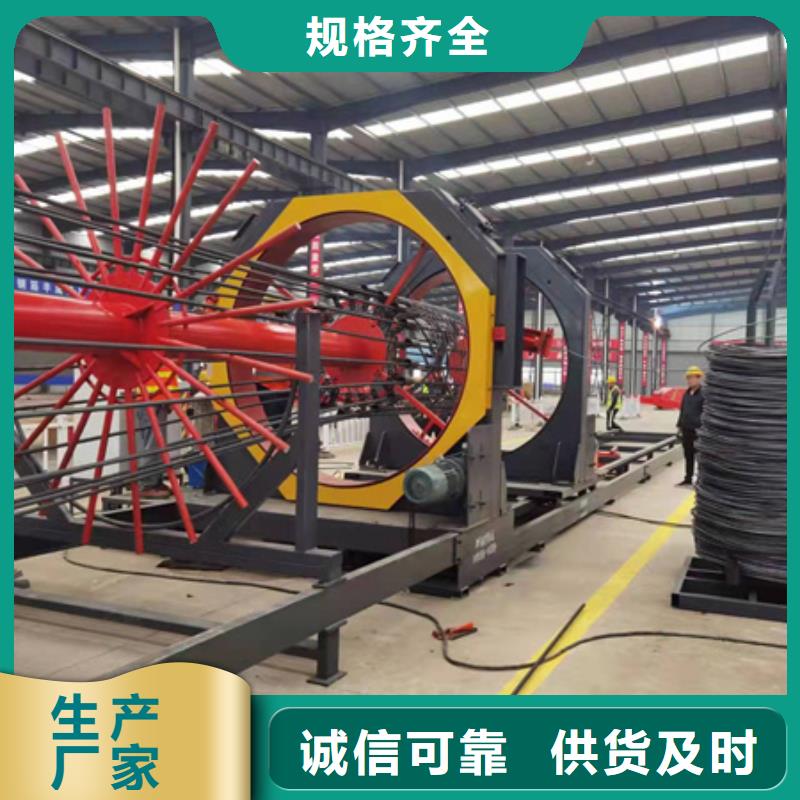
鋼筋籠設備—繞筋機自動纏繞:為保證骨架不變形,吊裝時須用兩點吊吊點設在骨架的下部,第二吊點設在骨架長度的中點到三分點之間。在加強筋內(nèi)加焊十字支撐,起吊時先提吊點,使骨架稍稍提起,再與第二吊點同時起吊,待骨架離開地面后,吊點停止起吊,繼續(xù)第二吊點。起吊要垂直,骨架入孔時應慢慢下放,嚴禁碰撞孔壁。吊繩要采用四根一樣長的,切不可采用兩根對折吊裝鋼筋籠。完工的骨架不下設備,繼續(xù)進行繞筋工作。還可在機器上點動鋼筋籠,完成焊接機器上骨架制作;備齊一節(jié)鋼筋籠所需箍筋按位置平放兩鐵輥上,將一根主筋抬放于鐵輥長度上方,好起始尺寸,箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。鋼筋籠繞筋機,是建筑行業(yè)中以手工工藝制作的各種圓型鋼筋籠,采用半自動的方法去完成其繞筋成型整個工藝過程 的專用機械裝備(亦可在鐵輥上制作骨架)。廣泛應用于國防、市政的大型高層建筑,高速鐵路,高速公路,跨海大橋 的沉孔樁等大型基礎設施。鋼筋籠繞筋機特點:1.速度快:待工狀態(tài)2個可全程生產(chǎn),正常工況3-6人可生產(chǎn)10-20多節(jié)鋼筋籠。2.質量穩(wěn)定:機械化作業(yè)不受人為因素影響,長時間工作可穩(wěn)定質量不變。3.適合各種主筋箍筋數(shù)量,形式、型號、大小、長度的設計要求,不會因設備功能而影響鋼筋籠設計或不能上機生產(chǎn) 。4.轉運便捷:組合式設計使搬運、安裝、生產(chǎn)等過程不依賴起重設備,適應工廠化大批量固定生產(chǎn)和施工現(xiàn)場分散的機動作業(yè)。5.流水線形式:施工不受各工序影響,不間斷完成主筋箍筋焊接成型,繞筋過程施焊等全部過程。6.采用螺紋連接技術可精準定位,幫助提高鋼筋籠分解、安裝速度。鋼筋籠成型機基本工藝流程:上料→穿筋(主筋)→固定→搭上箍筋→開始焊接→正常焊接→終止焊接→切斷箍筋→分離固定盤→松筋→分離移動盤→卸籠→降下液壓支撐→移動盤歸位產(chǎn)品特點:1、進口PLC變頻控制,伺服電機驅。完工的骨架不下設備,繼續(xù)進行繞筋工作。還可在機器上點動鋼筋籠,完成焊接保護塊的工作。小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。圓盤用于纏繞筋存放,繞筋通過放線器連接于骨架,骨架、小車直行,纏繞筋拉動圓盤自行轉動。
繞筋機本設備具有以下優(yōu)點:(1) 設備只需1人操作;(2) 高質量:計算機控制系統(tǒng)可以確保縱向鋼筋非常好地處在一條直線上;(3) 計算機控制系統(tǒng)可以控制螺旋筋間距,鋼筋籠不會出現(xiàn)扭轉現(xiàn)象。(4) 具有焊接機器人,實現(xiàn)自動焊接。若采用劃線分度工藝,則不分反向。用其他制作骨架時,考慮骨架存放區(qū)布置,更可以采用骨架模具生產(chǎn)骨架。人工生產(chǎn)骨架要注意整體布局,合理安排場地,骨架制作、骨架存放與轉運,各工序之間盡可能互不,流暢,盡可能實現(xiàn)流水線生產(chǎn)方式。為保證骨架不變形,吊裝時須用兩點吊吊點設在骨架的下部,第二吊點設在骨架長度的中點到三分點之間。在加強筋內(nèi)加焊十字支撐,起吊時先提吊點,使骨架稍稍提起,再與第二吊點同時起吊,待骨架離開地面后,吊點停止起吊,繼續(xù)第二吊點。起吊要垂直,骨架入孔時應慢慢下放,嚴禁碰撞孔壁。吊繩要采用四根一樣長的,切不可采用兩根對折吊裝鋼筋籠。完工的骨架不下設備,繼續(xù)進行繞筋工作。還可在機器上點動鋼筋籠,完成焊接機器上骨架制作;備齊一節(jié)鋼筋籠所需箍筋按位置平放兩鐵輥上,將一根主筋抬放于鐵輥長度上方,好起始尺寸,箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。鋼筋籠成型機基本工藝流程:上料→穿筋(主筋)→固定→搭上箍筋→開始焊接→正常焊接→終止焊接→切斷箍筋→分離固定盤→松筋→分離移動盤→卸籠→降下液壓支撐→移動盤歸位產(chǎn)品特點:1、進口PLC變頻控制,伺服電機驅。完工的骨架不下設備,繼續(xù)進行繞筋工作。還可在機器上點動鋼筋籠,完成焊接保護塊的工作。小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。圓盤用于纏繞筋存放,繞筋通過放線器連接于骨架,骨架、小車直行,纏繞筋拉動圓盤自行轉動。
建貿(mào)機械設備有限公司
大興安嶺全自動鋼筋籠滾籠焊機能滿足您的需求
鋼筋籠設備—繞筋機自動纏繞:為保證骨架不變形,吊裝時須用兩點吊吊點設在骨架的下部,第二吊點設在骨架長度的中點到三分點之間。在加強筋內(nèi)加焊十字支撐,起吊時先提吊點,使骨架稍稍提起,再與第二吊點同時起吊,待骨架離開地面后,吊點停止起吊,繼續(xù)第二吊點。起吊要垂直,骨架入孔時應慢慢下放,嚴禁碰撞孔壁。吊繩要采用四根一樣長的,切不可采用兩根對折吊裝鋼筋籠。完工的骨架不下設備,繼續(xù)進行繞筋工作。還可在機器上點動鋼筋籠,完成焊接機器上骨架制作;備齊一節(jié)鋼筋籠所需箍筋按位置平放兩鐵輥上,將一根主筋抬放于鐵輥長度上方,好起始尺寸,箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。鋼筋籠繞筋機,是建筑行業(yè)中以手工工藝制作的各種圓型鋼筋籠,采用半自動的方法去完成其繞筋成型整個工藝過程 的專用機械裝備(亦可在鐵輥上制作骨架)。廣泛應用于國防、市政的大型高層建筑,高速鐵路,高速公路,跨海大橋 的沉孔樁等大型基礎設施。鋼筋籠繞筋機特點:1.速度快:待工狀態(tài)2個可全程生產(chǎn),正常工況3-6人可生產(chǎn)10-20多節(jié)鋼筋籠。2.質量穩(wěn)定:機械化作業(yè)不受人為因素影響,長時間工作可穩(wěn)定質量不變。3.適合各種主筋箍筋數(shù)量,形式、型號、大小、長度的設計要求,不會因設備功能而影響鋼筋籠設計或不能上機生產(chǎn) 。4.轉運便捷:組合式設計使搬運、安裝、生產(chǎn)等過程不依賴起重設備,適應工廠化大批量固定生產(chǎn)和施工現(xiàn)場分散的機動作業(yè)。5.流水線形式:施工不受各工序影響,不間斷完成主筋箍筋焊接成型,繞筋過程施焊等全部過程。6.采用螺紋連接技術可精準定位,幫助提高鋼筋籠分解、安裝速度。鋼筋籠成型機基本工藝流程:上料→穿筋(主筋)→固定→搭上箍筋→開始焊接→正常焊接→終止焊接→切斷箍筋→分離固定盤→松筋→分離移動盤→卸籠→降下液壓支撐→移動盤歸位產(chǎn)品特點:1、進口PLC變頻控制,伺服電機驅。完工的骨架不下設備,繼續(xù)進行繞筋工作。還可在機器上點動鋼筋籠,完成焊接保護塊的工作。小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。圓盤用于纏繞筋存放,繞筋通過放線器連接于骨架,骨架、小車直行,纏繞筋拉動圓盤自行轉動。
 全自動數(shù)控鋼筋籠繞筋機價格工法特點鋼筋籠繞筋機的使用說明:1.備齊一節(jié)鋼筋籠所需箍筋按位置平放兩膠輥上,將一根主筋抬放于膠輥長度上方,調(diào)整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。2.焊完一節(jié)主、箍筋,低速轉動膠輥,抬第二根主筋準備焊接。此時按選定生產(chǎn)工藝確定旋轉方向,采用卡具(比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉,應注意多根主筋焊好后有可能出現(xiàn)偏重,可將小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。3.圓盤用于纏繞筋存放,繞筋通過放線器連接于骨架,骨架旋轉、小車直行,纏繞筋拉動圓盤自行轉動。4.調(diào)速;按繞筋間距要求的10倍在車輪下方做記號,數(shù)鋼筋籠轉10圈整,測量小車行走距離,變頻調(diào)速至接近該數(shù)值為宜,并記住變頻調(diào)定值備用。也可直接在鋼筋籠上測量與調(diào)整要求的間距值。在主機速度確認不變后,根據(jù)變頻器初始參數(shù)0-50均分并計算,可以快時間調(diào)到所需數(shù)值。確認的一個或幾個數(shù)值記錄備用。場地足夠時可以不用小車上的圓盤,在一定距離上將盤圓材料后倒臥放,纏繞筋直接通過放線器進行繞筋工作,也可以用調(diào)直機配合使用。主機;含機架、底座、膠輥、傳動系統(tǒng)等。鐵輥旋轉帶動鋼筋籠轉動,按圖紙設計間距,配合小車移動纏繞箍筋成型。一般不建議在設備上進行骨架制作,會影響生產(chǎn)線效率。需要在設備上制作骨架時(人員少,工作量不足,無機械連接、單節(jié)鋼筋籠等情況),可按人工制作方式生產(chǎn),利用膠輥帶動骨架轉動,可完成全部主、箍筋焊接生產(chǎn)。完工的骨架不下設備,繼續(xù)進行繞筋工作。還可在機器上點動鋼筋籠,完成焊接保護塊的工作。機器上骨架制作過程;
全自動數(shù)控鋼筋籠繞筋機價格工法特點鋼筋籠繞筋機的使用說明:1.備齊一節(jié)鋼筋籠所需箍筋按位置平放兩膠輥上,將一根主筋抬放于膠輥長度上方,調(diào)整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。2.焊完一節(jié)主、箍筋,低速轉動膠輥,抬第二根主筋準備焊接。此時按選定生產(chǎn)工藝確定旋轉方向,采用卡具(比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉,應注意多根主筋焊好后有可能出現(xiàn)偏重,可將小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。3.圓盤用于纏繞筋存放,繞筋通過放線器連接于骨架,骨架旋轉、小車直行,纏繞筋拉動圓盤自行轉動。4.調(diào)速;按繞筋間距要求的10倍在車輪下方做記號,數(shù)鋼筋籠轉10圈整,測量小車行走距離,變頻調(diào)速至接近該數(shù)值為宜,并記住變頻調(diào)定值備用。也可直接在鋼筋籠上測量與調(diào)整要求的間距值。在主機速度確認不變后,根據(jù)變頻器初始參數(shù)0-50均分并計算,可以快時間調(diào)到所需數(shù)值。確認的一個或幾個數(shù)值記錄備用。場地足夠時可以不用小車上的圓盤,在一定距離上將盤圓材料后倒臥放,纏繞筋直接通過放線器進行繞筋工作,也可以用調(diào)直機配合使用。主機;含機架、底座、膠輥、傳動系統(tǒng)等。鐵輥旋轉帶動鋼筋籠轉動,按圖紙設計間距,配合小車移動纏繞箍筋成型。一般不建議在設備上進行骨架制作,會影響生產(chǎn)線效率。需要在設備上制作骨架時(人員少,工作量不足,無機械連接、單節(jié)鋼筋籠等情況),可按人工制作方式生產(chǎn),利用膠輥帶動骨架轉動,可完成全部主、箍筋焊接生產(chǎn)。完工的骨架不下設備,繼續(xù)進行繞筋工作。還可在機器上點動鋼筋籠,完成焊接保護塊的工作。機器上骨架制作過程;
