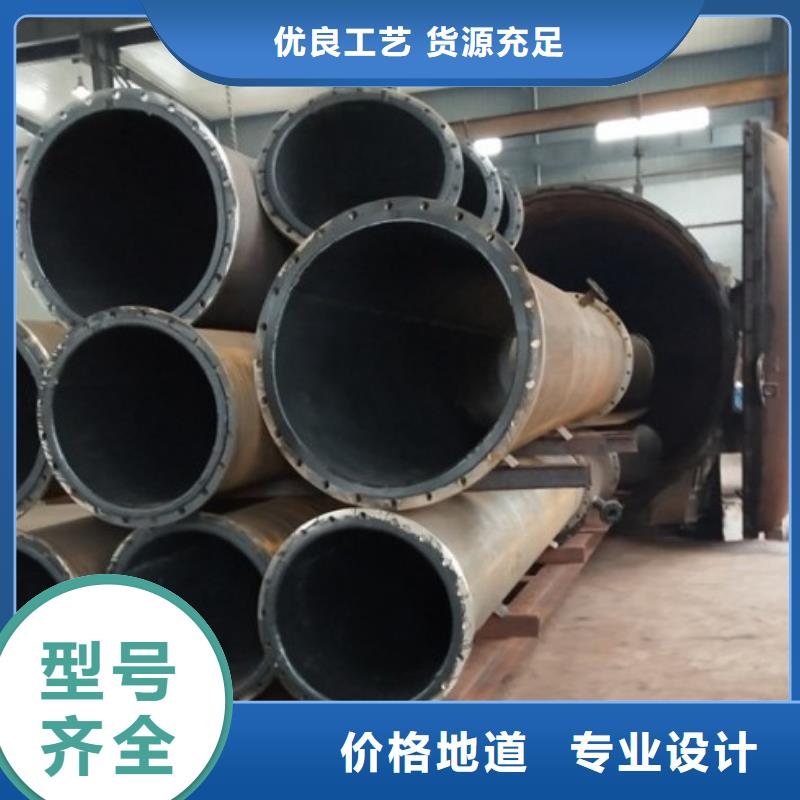


襯膠管道橡膠粘接檢驗標準
1,金屬表面處理:金屬表面必須噴砂除銹,要全部露出金屬光澤,達到Sa2 1/2標準要求
2,噴砂處理:噴砂是采用吸入式噴砂法,制作風壓不低于5~6Kg/cm2,所用銅渣或金剛砂(粒徑1.5~3.5mm)需要干燥后方能使用,噴砂工序自上而下進行,然后用毛刷刷去噴砂后附在金屬表面的灰塵、噴砂應自上而下噴,順序為從左到右。
3,膠板下料的處理:先下好樣板,再裁膠板,力求準確、節約,適當考慮余量。坡口寬度為膠板厚度的3~3.5倍(15度)。膠板粘合面應保持干凈,不干凈的部位用清洗劑清洗干凈。
4,鋼管與橡膠粘接后表面達到:
1平整 2光滑 3無氣孔 4無凹陷 5無死角。

鄂州MPP電力管道


襯膠管道橡膠物理特性
| 膠 種 | 高使用 | 使用壓力MPa | 硫化方式 | |||
| 負壓 | 正壓 | 硬度邵 爾HS | 與金屬結合力 | | ||
| 天然半硬膠 | 60-80 | -0.098 | 0.98 | D65±10 | ≥80kg/cm2 | 加壓硫化 |
| 天然硬質膠 | 80-100 | -0.098 | 0.98 | D75±10 | ≥80kg/cm2 | 加壓硫化 |
| 天然軟質膠 | 70-90 | -0.098 | 0.98 | A60±7 | >6kg/cm | 加壓硫化或 |
| 低鈣、鎂硬質膠 | 80-100 | -0.098 | 0.98 | D65±10 | ≥80kg/cm2 | 加壓硫化 |
| 常壓硫化硬質膠 | 80-100 | -0.098 | 0.98 | D70±10 | ≥60kg/cm2 | 常壓硫化 |
| 氯丁膠板 | 80-110 | -0.098 | 0.98 | D60±7 | ≥6kg/cm | 常壓或加 |
| 丁基膠板 | 80-120 | -0.098 | 0.98 | D60±7 | ≥6kg/cm | 常壓或加 |
| 預硫化丁基膠 | 80-120 | -0.098 | 0.98 | A65±7 | ≥4kg/cm | 預硫化 |



中雄管業有限公司是一家集 湖北鄂州MPP電力管道的研究、制造和銷售為一體的股份制企業。我公司擁有一批專業的科技人才和技術人員,有豐厚的物質資源和人力資源,同時我公司又引進了一批高級管理人才和技術人才,使管理體系得到進一步完善,同時也加快了對新 湖北鄂州MPP電力管道產品的開發和研制,增強了公司的整體實力,提高了我們公司的市場競爭力。


