


聯系我們

型材切割鋸床歡迎詢價
更新時間:2025-01-31 16:56:09 瀏覽次數:3 公司名稱:許昌 建貿機械設備有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 16000/臺 |
| 發貨期限 | 3 |
| 供貨總量 | 99 |
| 運費說明 | 供方 |
| 最小起訂 | 1 |
| 質量等級 | 一 |
| 是否廠家 | 是 |
| 產品品牌 | 河南建貿 |
| 發貨城市 | 河南許昌 |
| 產品產地 | 河南許昌 |
| 產品型號 | GB4240 |
| 可售賣地 | 全國 |
| 質保時間 | 一年 |
| 品名 | 鋼筋鋸床 |
| 品牌 | 河南建貿 |
| 技術參數 | GB4240 |
| 最大鋸切能力 | 400*400 |
| 主電機功率 | 3/4kw |
| 工作方式 | 液壓 |
| 機器重量 | 1500kg |


湛江型材切割鋸床歡迎詢價 建貿機械設備有限公司
常呈現的維修誤區。毛病未定位盲目的拆開設備。一些修補人員因為對帶鋸床結構、原理不清楚,不仔細分析毛病原因,不能判別毛病部位,憑著 大約、差不多的思維盲目對機械大拆大卸,成果不光原毛病未掃除,并且因為修補技能和工藝較差,又呈現新的問題。 當數控機床呈現毛病后,要經過檢測設備進行檢測,如無檢測設備,可經過問、看、查、試等傳統的毛病判別辦法和手法,結合其結構和作業原理,斷定可能發作毛病的部位。在斷定毛病時,一般常用掃除法和比較法,依照從簡略到復雜、先表面后內部、先總成再部件的次序進行,切忌;不問青紅皂白,盲目大拆大卸。
盲目替換設備零部件。鋸床數控體系毛病判別和掃除相對困難一些,有些修補人員一向選用換件實驗的辦法,不論大件小件,只要以為可能是導致毛病的零部件,一個一個替換實驗,成果非但毛病沒掃除,且把不應替換的零部件隨意替換了,增加了消費者的開支。在修補時,應根據毛病現象仔細分析判別毛病原因及部位,對能修正的零部件要采納修補的辦法康復技能功能,根絕盲目替換零部件的做法。


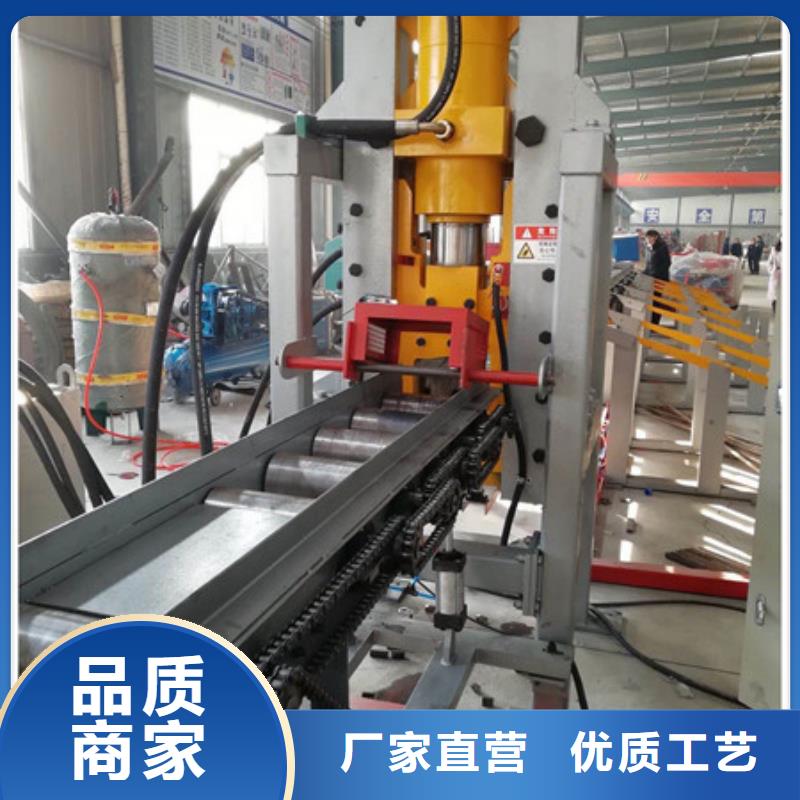
數控鋸床設備特點全自動數控鋸床,適用于批量生產連續切割。采用PCL控制系統可設置組不同數據連續切割。觸摸屏操作,人機界面取代傳統按鈕控制面板。手動與自動雙功能選擇。采用拉線尺控制送料長度,精度高。在鋸切中遇到鋸帶斷裂或電機出現過載,都會自動且自動停。技術參數大鋸切能力圓管mm方管*mm主電機功率KW液壓電機功率KW水泵電機功率KW鋸帶線速度//m/min送料行程mm送料行程可根據要求定做。
中間為夾料虎鉗和手動送料機構,虎鉗前方連接有承接成品的工作臺,左側的裝置為絲桿傳過液壓加緊油缸內孔,轉動手輪或按住按鈕,使左鉗口左右運動。鋸梁和傳動機構,由厚鋼板切割成形焊接而成,具有較強的剛性,其右后側固定有渦輪箱,箱內的渦輪于鋸梁上面的輪固接,二者同步,左側為鋸條的回轉運動,由主電機皮帶輪渦輪付經兩級變速將驅動傳遞到輪,再由輪鋸條驅動被動輪來實現的,鋸條運轉速度共三擋。性能特點本機采用臺灣技術,雙立柱結構,保證導向精度,鋸削穩定可靠。
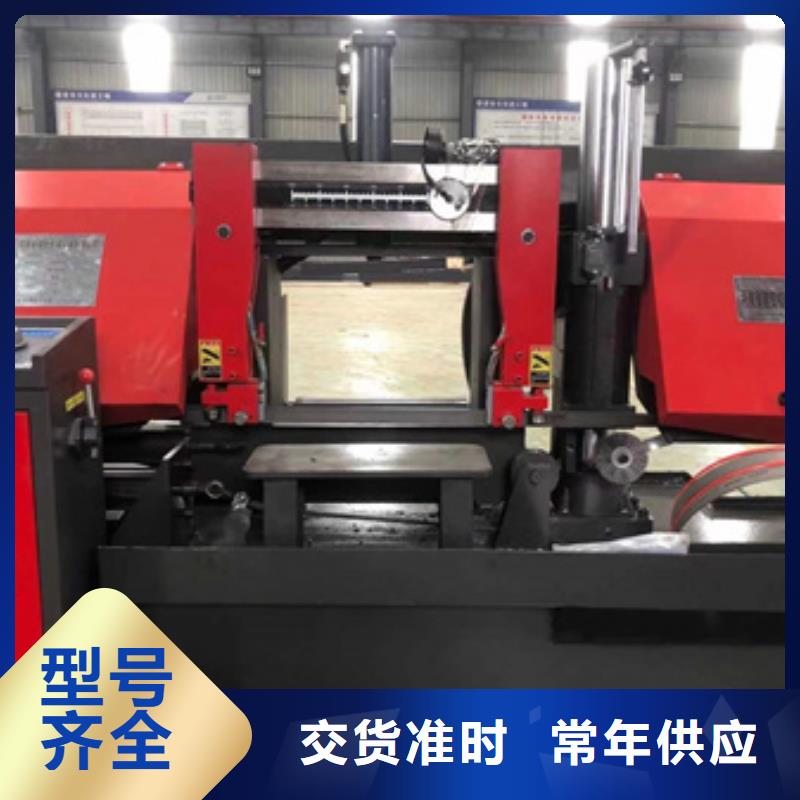
雙立柱GS4240數控帶鋸床 全自動數控金屬帶鋸床 40數控鋸床
機床自動控制系統:
1、全自動控制人機界面通過機械、電氣、液壓的配合,具有自動送料、自動切削等系統來控制工作循環。
2、在操作系統里分為手動與全自動工作,由人機界面轉換控制。
3、在帶鋸床上裝有二組虎鉗,一組用來鋸料時夾緊,自動送料由另外一組虎鉗夾緊通過油缸工作來控制送料。送料長度由紫外線接緊行程開關控制,送料時由光柵尺自動檢測數據控制,由PC控制器轉換鋸床切割工作,自動送料返回原點。
4、數控帶鋸床適用于大批量同規格材料鋸切,性能穩定,效率高。可取代于普通鋸床的3倍工作效率。

切削三要素可能存在匹配不合理(線速度、進給壓力、進給速度),所以切削加工時易產生齒部刃口過早磨損后而發生切斜失效。 不排除導向塊表而存在不平整以及夾緊間隙調整不當,從而導致帶鋸條齒尖切削方向相對工作臺為不垂直狀(以工作臺為基面用角尺檢測鋸條張緊后不成垂直狀,簡稱上空或下空),從而形成齒尖、帶體表而切削時受力磨損不勻,引發機用鋸條出現過早切斜失效。只要以為可能是導致毛病的零部件
數控帶鋸床送的材料尺寸不準的原因
數控帶鋸床送的材料尺寸不準原因: 這要看你的帶鋸床是如何送料定位的~是采用伺服送料定位或光柵尺定位或限位開關定位不同的定位方式有不同的問題。采用上述舉例的切削用量是較為合理的
影響帶鋸床鋸削送料的精度的原因: 對帶鋸床來說,根據壓力的變化,液壓油溫度的變化以及電磁閥和繼電器的滯后都影響鋸削送料的精度,因此下料精度差,批量下料的一 致性也不好。此外,在改 變普通帶鋸床下料長度時,由于需調整送料長度標尺,操作也比較繁瑣。臥式帶鋸床工業的存在的許多疑問每個工作都有本身的特征