


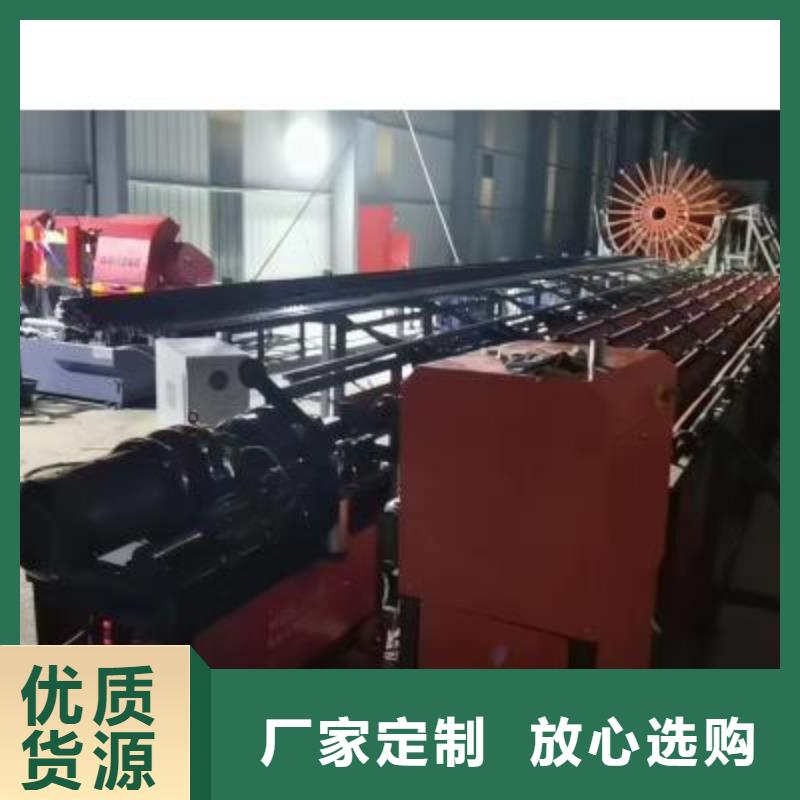


高性能蝸輪減速機性能,動力強勁、可靠性高,精密平衡校正,減低噪音、減少震動
獨特的液壓系統設計,下降速度平穩,此精密系統可防止鋸條非正常破壞,達到理想鋸切效果。
可選配壓緊裝置,實現成束鋸切可選配鋸帶液壓張緊,切削速度變頻控制.
● 本機床是一款鋸片“由下往上”鋸切的金屬圓鋸機,臺面可自動旋轉0-180度,方便工件的90度直切與任何角度的斜切。
● 液壓鋸頭進給,進給速度可根據指示隨意調整。核心部分歐洲原裝進口。
(1) 本機床采用臺灣技術制造,可鋸切各種黑色金屬和有色金屬。
(2)雙立柱結構 保證導向精度鋸削穩定可靠.
(3)液壓夾緊方便夾持物料,適合模具材料切割。
(4)鋸床傳動機構精密平衡校正,減少振動確保鋸帶不易斷齒、拉齒。
(5)電器全部采用正泰電器。

帶鋸床是一種以金屬鋸條作為切削工具,并用于切削金屬材料的鋸切設備,主要用于黑色金屬的方料,園料及各種型材的切割,亦可用于切割有色金屬及非金屬材料,由于帶鋸切口窄,切削效率高,因此能耗小,材料浪費少。是一種具有顯著節能,節材效果的切削設備。本機床主傳動采用蝸輪箱變速。進給采用液壓傳動,工件采用手動和液壓混合式,具有結構緊湊,操作維修方便等優點。床身,工作臺:床身采用焊接箱式結構,主要用于支撐其他部件,內腔兼用液壓池和冷卻液池,工作臺為鑄件,用于承料,安裝裝置及鋸架。主傳動裝置:主傳動采用蝸輪傳動方式,由電機,皮帶輪,蝸輪變速箱,鋸輪箱及鋸輪組成。主要用以傳遞扭矩,驅動帶鋸輪回轉,以便實現切削運動。3、使用壽命長一臺好的,它的使用壽命通常能達到15-20年,可想而之,在這么長的一段時期內,好設備能為加工商們帶來多少利潤,而那些只考慮價格成本的采購企業肯定會在使用上吃很多虧。所以綜合考慮多方面的因素,關注使用成本才是購買數控帶鋸床的不二之選。
鋼筋打磨機質量***河南寶潤鋼筋打磨機以鋼筋平面打磨,確保鋼筋端面平直一致,提高鋼筋抗拉強度,效率高,速度快,保證工程質量。而且為了進一步提率前后兩端打磨設備,在使用時架體上可以放置多根的螺紋鋼,在前端打磨完成后,后端的打磨設備開始打磨。對于兩臺設備而言均不會存在等待時間間隔。端面打磨機切割處理保證平面一致,接頭無縫隙。端面打磨每次4根,同時進行速度較人工打磨時間短,大大節約了成本,且打磨質量得到了有效控制。河南寶潤度高、人工勞動強度低、整體效率高。
6.嚴禁開機離人,造成活塞行程走過頭,7.鋼筋鐓粗機應由專人操作,操作人應熟悉機械的性能和操作規定,并注意機械的保養與維護,認真作好操作記錄。8.設備加工處搭設遮雨棚,避免因雨淋使鐓粗機生銹。

打齒、斷齒 1、工件小而鋸齒太大
2、工件大而鋸齒太小
3、鋸帶線速度太慢
4、進給太猛
5、切邊或切邊角
6、鋸帶卡殼、工件松動
7、鋸帶齒向安反
8、工件材質有問題,如硬塊起皮
9、鋸帶張力太小
10、導向塊松動卡帶
11、鋸帶寬度選擇有誤
12、導向塊磨損
13、鋸帶線速度太快
14、鋼絲刷功能不當
15、切削液太少
16、鋸床振動 1、重新選擇與工件匹配的鋸齒
2、減小進給量
3、適當增加線速度
4、正確選擇下刀位置
5、避開邊角處下刀
6、檢查液壓傳動和夾緊裝置,保證虎鉗夾緊工件正常
7、重新安裝鋸帶
8、檢查工件硬度,確定加工條件
9、適度增大張力
10、檢查導向塊使其與鋸帶寬度相符
11、確定實際帶寬,更換正確寬度鋸帶
12、更換導向塊
13、適當降低線速度
14、調整鋼絲刷位置
15、增加切削液流量,噴嘴對正鋸口
16、檢查帶輪的偏磨耗,導臂松弛,要進行調整
河南建貿機械有限公司鋼筋帶鋸床下料鋸床型號
液壓傳動系統由泵,閥,油缸,油箱,管路等元輔件組成的液壓回路,在電氣控制下完成鋸梁的升降,工件的。通過調速閥可實行進給速度的無級調速,達到對不同材質工件的鋸切需要。電氣控制系統由電氣箱,控制箱,接線盒,行程開關,電磁鐵等組成的控制回路,用來控制鋸條的回轉,鋸梁的升降,工件的等,使之按一定的工作程序來實現正常切削循環。
潤滑系統開車前必須按機床潤滑部位(鋼絲刷軸,蝸輪箱,主動軸承座,蝸桿軸承,升降油缸上下軸,活動虎鉗滑動面絲桿)要求加油。蝸輪箱內的蝸輪,蝸桿采用30號機油油浴潤滑,由蝸輪箱上部的油塞孔注入,箱仙面備有油標,當鋸梁位于位置時,油面應位于油標的上,下限之間。一個月后應換油,以后每隔3-6個月換油1次,蝸輪箱下部設有放油塞。

