


聯系我們

當前位置:
天津 國耀宏業鋼鐵有限公司 >金華本地今日新聞
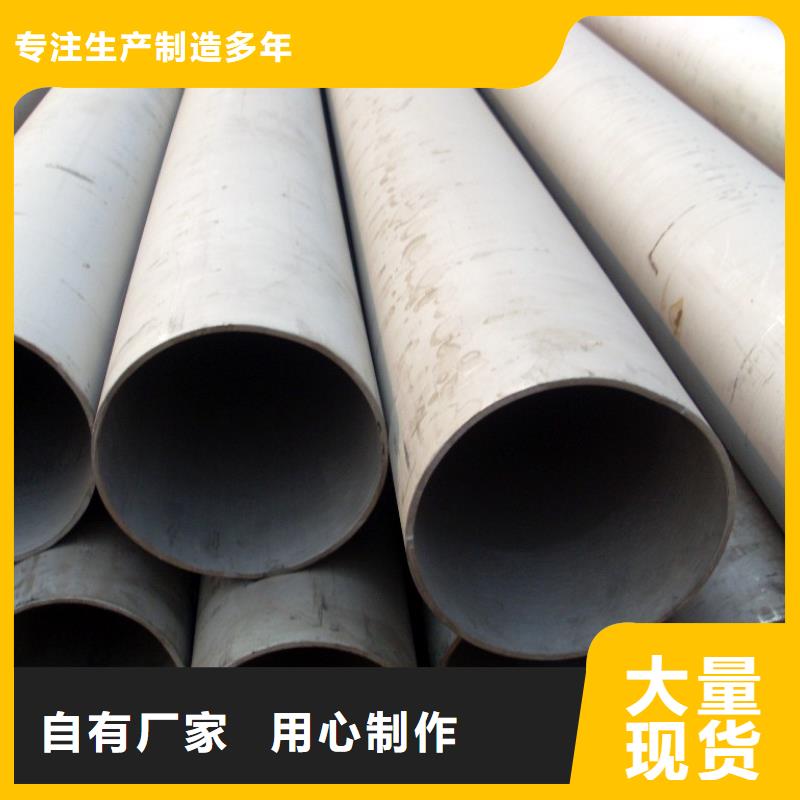
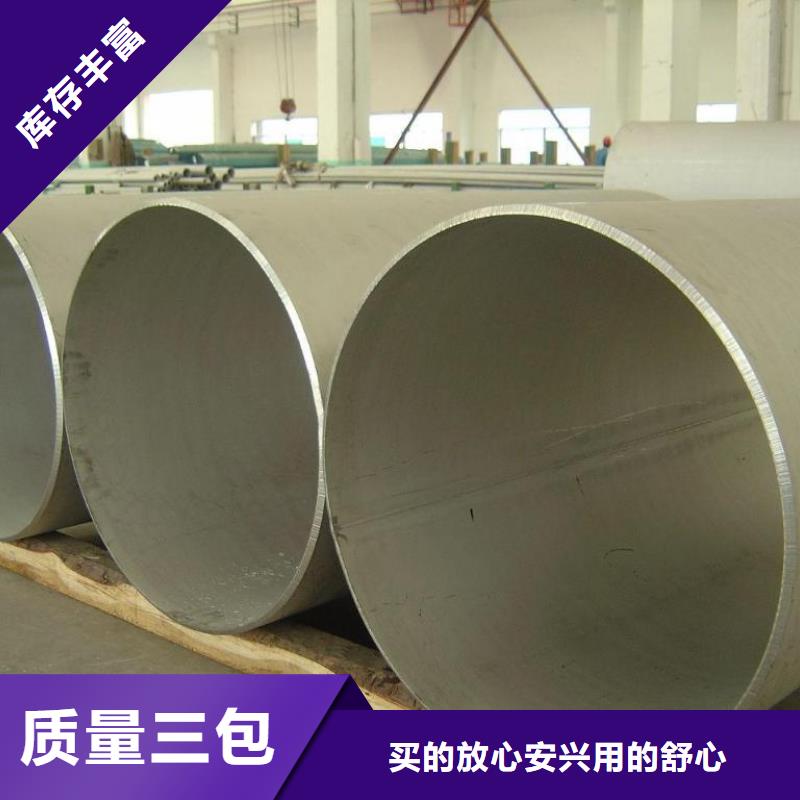
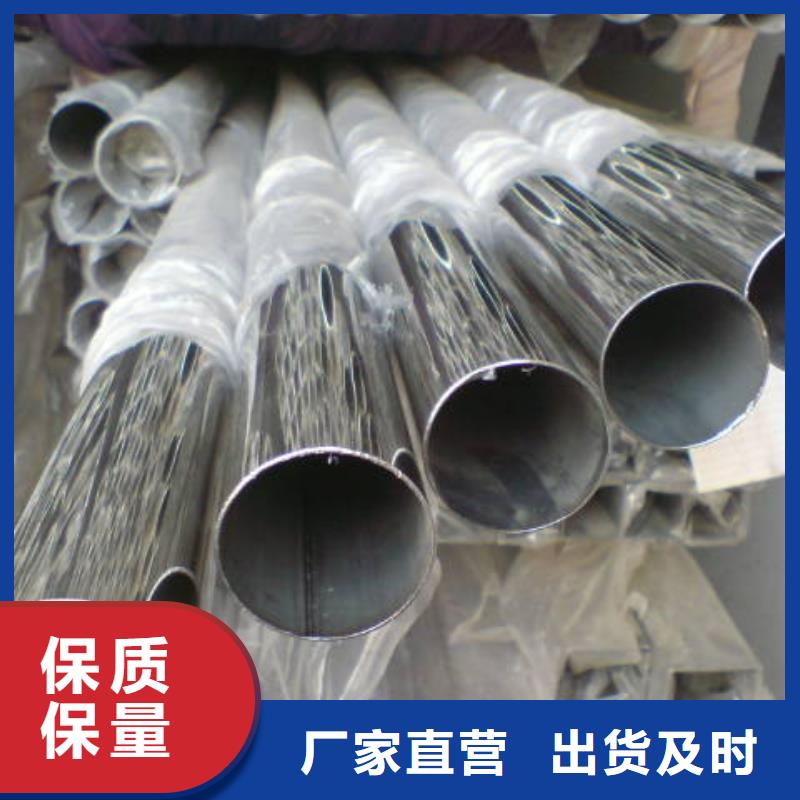
不銹鋼管H型鋼品質服務誠信為本
更新時間:2025-03-04 14:27:18 瀏覽次數:10 公司名稱:天津 國耀宏業鋼鐵有限公司
以下是:不銹鋼管H型鋼品質服務誠信為本的產品參數
| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 運費說明 | 電議 |
| 材質 | 201、304、316 |
| 規格 | 齊全 |
| 品牌 | 齊全 |
| 計量單位 | 噸 |
| 單價 | 電議 |
| 最小起訂量 | 一支 |
| 發貨期限 | 一天 |
| 供貨總量 | 5000 |
| 包裝要求 | 根據客戶要求 |
| 可定制 | 是 |
以下是:不銹鋼管H型鋼品質服務誠信為本的圖文視頻

不銹鋼管H型鋼品質服務誠信為本,國耀宏業鋼鐵有限公司專業從事不銹鋼管H型鋼品質服務誠信為本,聯系人:劉國耀,電話:022-87932066、18802262066,QQ:806424688,發貨地:天津經濟開發區國耀宏業鋼鐵發貨到浙江省 金華市 婺城區、金東區、武義縣、浦江縣、磐安縣、蘭溪市、義烏市、東陽市、永康市,以下是不銹鋼管H型鋼品質服務誠信為本的詳細頁面。 浙江省,金華市 金華市,古稱婺州,是浙江省轄地級市,長江三角洲中心區城市,位于浙江省中部,東鄰臺州市,南毗麗水市,西連衢州市,北接紹興市、杭州市,總面積10942平方千米。地處金衢盆地東段,為浙中丘陵盆地地區,地勢南北高、中部低,屬亞熱帶季風氣候,四季分明,雨量充沛;截至2021年底,全市下轄2個區、3個縣,代管4個縣級市,市政府駐婺城區。截至2022年末,全市常住人口712.7萬人。
想要了解不銹鋼管H型鋼品質服務誠信為本產品的魅力?視頻為你揭曉答案!
以下是:不銹鋼管H型鋼品質服務誠信為本的圖文介紹


熔化操作期間由電極移動傳感器顯示出再加料的情況(從壁板水溫度升高則電壓降低)。1、電和電極的調節;1、1、三相電平衡:1、1、1、相間平衡的必要性:電平衡也會有周期性的偏差,而這些偏差會使三相間電能的分配失去平衡。
對這個失去平衡的操作,則可由下列二點證明:一一在一相上早出現不銹鋼耐火材料的磨損,以至使爐子過早地修理,并使這相上的不銹鋼耐火材料大量消耗掉;一一供電不對稱時的熔化,在熔化終了會提前降壓,因而使功率消耗大,生產率低。
如果測量儀器和測量處理方法不能立刻表明失去平衡時,那么只有比較晚些時候才會感覺到電不平衡。1、1、2、失去平衡的記錄和電弧電壓的再均衡:UCE(電調節器)是一個測量儀器,按實際時間計算想要知道的電值,尤其是每相的單獨電壓的測量(次級回路)和電流的測量(初級回路)。
計算和建立每相電流值的計算方法,或者是對每個大的試驗周期(熔化、脫炭、精煉)的計算方法,甚至對每相電的調節范圍都可測量。1.1、3、再均壓后對操作結果的影響:在記錄為不平衡時,測量的三相線路間不對稱的電弧電壓和傳導率與這些相上不銹鋼耐火材料的消耗相對應:相上總消耗為47%,第二相上總消耗為15%,第三相上總消耗為38%(表1),電弧。
對于UCE這個設備,能在三相電之間失去平衡時進行記錄,并按計算公式調節電流,以用于電弧電壓再均衡。每一相內電弧振幅的偏差降低到低于熔化周期的10%和精煉周期的5%以下。一一由于電弧電壓和功率值的,除去不銹鋼耐火材料的額外消耗外:生產率可10%。
對這個失去平衡的操作,則可由下列二點證明:一一在一相上早出現不銹鋼耐火材料的磨損,以至使爐子過早地修理,并使這相上的不銹鋼耐火材料大量消耗掉;一一供電不對稱時的熔化,在熔化終了會提前降壓,因而使功率消耗大,生產率低。
如果測量儀器和測量處理方法不能立刻表明失去平衡時,那么只有比較晚些時候才會感覺到電不平衡。1、1、2、失去平衡的記錄和電弧電壓的再均衡:UCE(電調節器)是一個測量儀器,按實際時間計算想要知道的電值,尤其是每相的單獨電壓的測量(次級回路)和電流的測量(初級回路)。
計算和建立每相電流值的計算方法,或者是對每個大的試驗周期(熔化、脫炭、精煉)的計算方法,甚至對每相電的調節范圍都可測量。1.1、3、再均壓后對操作結果的影響:在記錄為不平衡時,測量的三相線路間不對稱的電弧電壓和傳導率與這些相上不銹鋼耐火材料的消耗相對應:相上總消耗為47%,第二相上總消耗為15%,第三相上總消耗為38%(表1),電弧。
對于UCE這個設備,能在三相電之間失去平衡時進行記錄,并按計算公式調節電流,以用于電弧電壓再均衡。每一相內電弧振幅的偏差降低到低于熔化周期的10%和精煉周期的5%以下。一一由于電弧電壓和功率值的,除去不銹鋼耐火材料的額外消耗外:生產率可10%。



多層焊時,每焊完一層要焊渣,層間溫度應低于60℃與腐蝕介質的焊縫,為防止由于重復加熱而降低耐腐蝕性,應焊接。焊后可采取強制冷卻措施,加速接頭冷卻。焊接開始時,不要在焊件上隨便引弧,以免損傷焊件表面,影響耐腐蝕性。
常用方法是采用手弧焊封底,并用純銅板墊、 墊和焊劑墊等。(三)18-8奧氏體不銹鋼管的鎢極氬弧焊工藝:18-8奧氏體不銹鋼管的鎢極氬弧焊適宜于厚度不超過8mm的板結構,適宜于厚度在3mm以下的薄板、直徑在60mm以下的管子以及厚件的打底焊。
(四)18-8奧氏體不銹鋼管的熔化極氬弧焊工藝:18-8奧氏體不銹鋼管采用熔化極氬弧焊時,若使用純作為保護氣體會引起一系列困難,正確的焊接做法是采用氧化性混合氣體作保護氣體,即在純中加入少量氧氣或CO2氣體。
鎢極氬弧焊電弧的熱功率低,所以焊接速度較慢,約為手弧焊速度的1/2~1/3。因此,焊接接頭冷卻過程中在危險溫度區停留的時間長,耐腐蝕性能較差。焊接厚板時以射流過渡焊接,保護氣體的質量分數為Ar98%+O22%。


國耀宏業鋼鐵有限公司是專業經營 浙江金華鍍鋅鋼板產品的銷售,服務支持為一體的公司,我們和國際國內眾多生產廠家建立良好的合作關系,負責在中國市場的 浙江金華鍍鋅鋼板銷售和推廣,為客戶提供完整的工藝解決方案。我們為廠家及經銷伙伴在縮短供應鏈,降低成本,提高產品品質,服務方面一共保障。




不銹鋼管生產正處于這樣的情況之下:軋管機組種類多、規格全、產能大、裝備現代化但產能分散,和科研力量強而不集中,資金嚴重不足,試驗研究設備齊全、條件具備但分散于各企業,難以統籌安排;軋管機組和檢。筆者認為:這正是我們實現不銹鋼管強國目標的基礎,正說明我們的硬件條件已具備,條件有的也已具備,只要抓住現在這個“生產過剩”的大好機遇,從工藝、設備設計制造和組織管理層面努力,一定能很快實現我們的目標。
具體包括:①二輥和三輥軋制成品管質量的對比,是直徑≤180mm中小直徑不銹鋼管的對比;②二輥和三輥的工藝、工具更換、事故幾率和處理耗時等對比,是直徑≤180mm中小直徑管的對比;③三輥式和側開式換輥的操作和耗時以及處理事故和耗時的對比。
包括:①穿制無內表面缺陷的薄壁毛管的工藝、以及其工具、要求;②穿制高合金鋼毛管的工藝、以及其工具、要求;③錐形輥穿孔的毛管尾部質量和管坯后定心孔的關系,有關工藝、以及工具、要求。1)在生產和工藝層面(1)深層次地總結在斜軋穿孔方面的有關和生產工藝。
(2)深層次地總結連軋管機組的有關、工藝和力能參數,工具、材料、能源實際消耗的對比情況以及有關問題。(3)深層次地總結斜軋和縱軋延伸的有關、工藝、力能參數,工具、材料、能源實際消耗對比情況以及有關問題。包括:①斜軋中二輥、三輥工藝(工具及等),設備和產品質量對比以及各種、設計,消耗數據對比;②二輥斜軋延伸(擴管)機的輾軋角(擴徑頂頭)和擴徑量、產品質量的關系,并建立數學模型;③縱軋中頂管。
具體包括:①二輥和三輥軋制成品管質量的對比,是直徑≤180mm中小直徑不銹鋼管的對比;②二輥和三輥的工藝、工具更換、事故幾率和處理耗時等對比,是直徑≤180mm中小直徑管的對比;③三輥式和側開式換輥的操作和耗時以及處理事故和耗時的對比。
包括:①穿制無內表面缺陷的薄壁毛管的工藝、以及其工具、要求;②穿制高合金鋼毛管的工藝、以及其工具、要求;③錐形輥穿孔的毛管尾部質量和管坯后定心孔的關系,有關工藝、以及工具、要求。1)在生產和工藝層面(1)深層次地總結在斜軋穿孔方面的有關和生產工藝。
(2)深層次地總結連軋管機組的有關、工藝和力能參數,工具、材料、能源實際消耗的對比情況以及有關問題。(3)深層次地總結斜軋和縱軋延伸的有關、工藝、力能參數,工具、材料、能源實際消耗對比情況以及有關問題。包括:①斜軋中二輥、三輥工藝(工具及等),設備和產品質量對比以及各種、設計,消耗數據對比;②二輥斜軋延伸(擴管)機的輾軋角(擴徑頂頭)和擴徑量、產品質量的關系,并建立數學模型;③縱軋中頂管。


不銹鋼管H型鋼品質服務誠信為本,國耀宏業鋼鐵有限公司為您提供不銹鋼管H型鋼品質服務誠信為本產品案例,聯系人:劉國耀,電話:022-87932066、18802262066,QQ:806424688,發貨地:經濟開發區國耀宏業鋼鐵。