


您可能對襄陽本地以下產(chǎn)品新聞也感興趣
更新時間:2025-02-08 09:31:19 瀏覽次數(shù):22 公司名稱:洛陽 中雄管業(yè)有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 305 |
| 發(fā)貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 產(chǎn)地 | 河南洛陽 |
| 襯里材質(zhì) | 優(yōu)質(zhì)橡膠 |
| 生產(chǎn)工藝 | 熱硫化或冷粘 |
| 規(guī)格型號 | 支持定制 |
| 連接方式 | 法蘭連接 |
| 斷裂強度 | 17 |
| 扯斷伸長率 | 550 |
| 襯里硬度 | 60±5 |
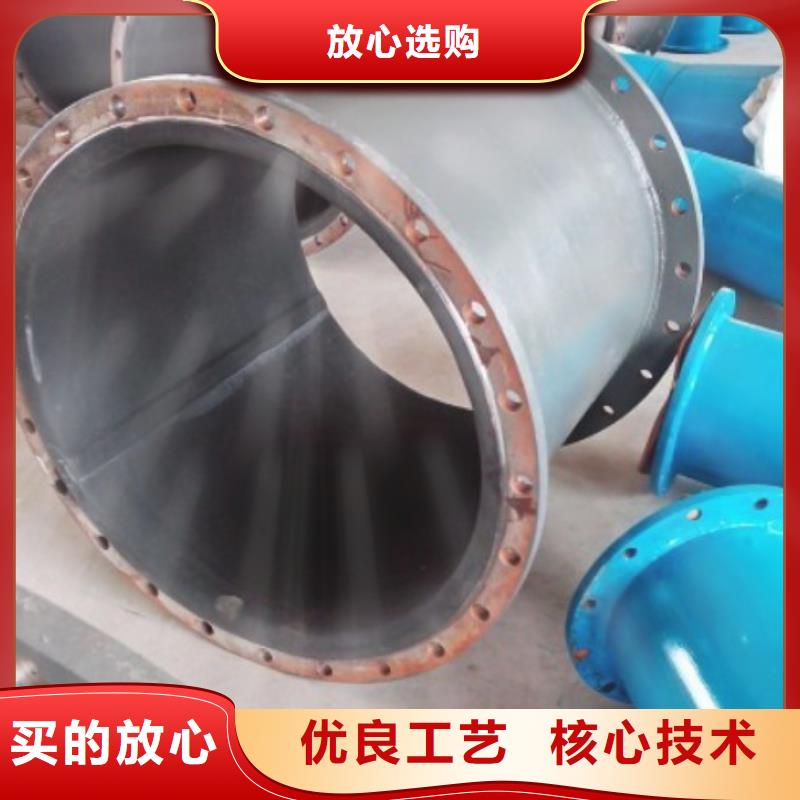


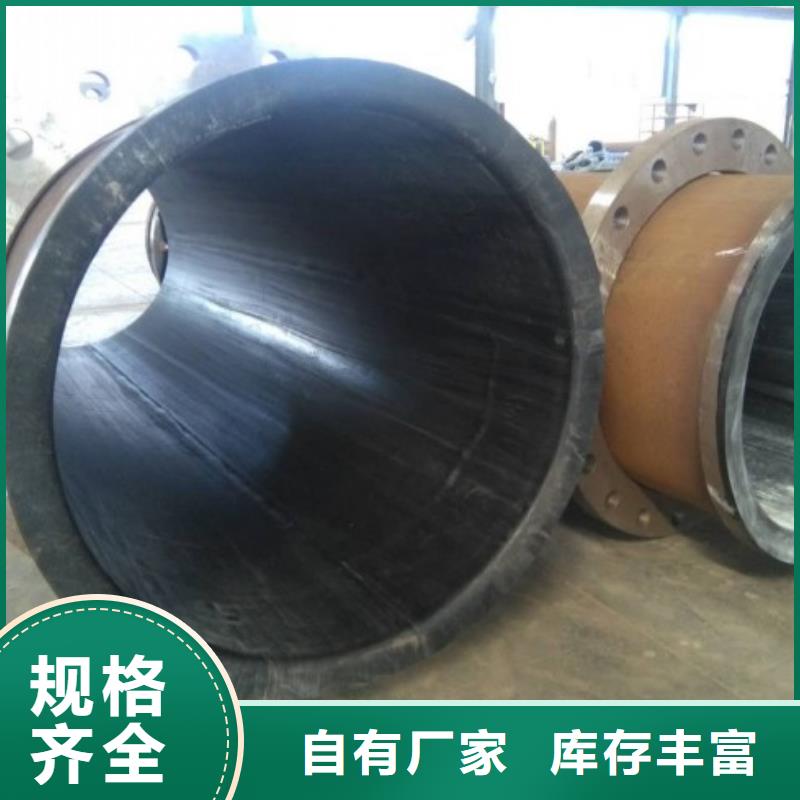

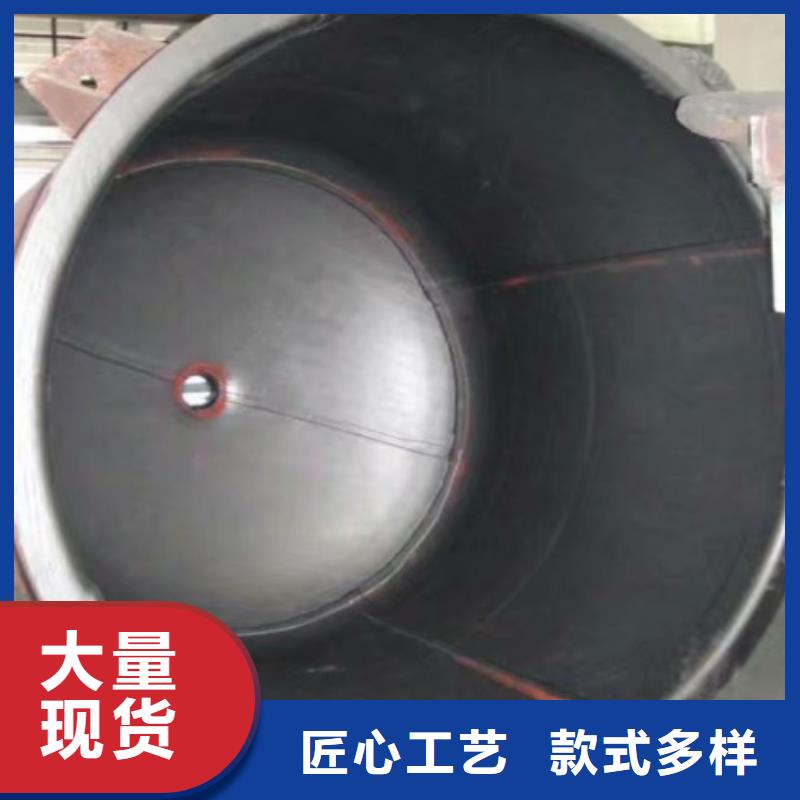


耐磨襯膠管道的物性指標:
| 項 目 | 指 標 |
| 襯里層斷裂強度(MPa)≥ | 16.5 |
| 襯里與骨架180。 剝離強度:(KN/m)≥ | 8 |
| 襯里層扯斷伸長率:(%)≥ | 550 |
| 襯里層定伸應力:(300%,MPa)≥ | 9 |
| 襯里層阿克隆磨耗減量:(cm3/1.61km)≤ | 0.1 |
| 襯里硬度(邵爾A型) | 60±5 |
| 襯里層熱空氣老化斷裂強度變化率(70℃×72h,%)≤ | 10 |
防腐襯膠管道:橡膠是一種耐化學腐蝕的材料,可根據(jù)不同環(huán)境的需要,采用的橡膠如:丁苯橡膠、天然橡膠和氯丁橡膠等作為襯里,襯里膠可是硬膠、半硬膠或軟膠,還可交替使用,也可是多層,廣泛應用于酸、堿、鹽輸送系統(tǒng)。
防腐襯膠鋼管物性指標:
| 項 目 | 軟膠 | 硬膠 | |
| 襯里層斷裂強度(MPa)≥ | 15 | 17 | |
| 襯里與骨架180。 剝離強度:(KN/m)≥ | 7 | 7 | |
| 襯里層扯斷伸長率:(%)≥ | 550 | 400 | |
| 襯里層定伸應力:(300%,MPa)≥ | 8 | 10 | |
| 襯里層阿克隆磨耗減量:(cm3/1.61km)≤ | 0.2 | 0.1 | |
| 襯里層熱空氣老化斷裂強度變化率(70℃×72h,%)≤ | 10 | 10 | |
| 襯里硬度 | 邵爾A型 | 50~70 | >70 |
| 邵爾D型 | - | 48~80 | |
| 襯里層耐酸堿斷裂強度變化率:(室溫×7天,%)≤ | 30%濃度HC1 | 10 | 10 |
| 50%濃度H2SO4 | 10 | 10 | |
| 30%濃度NaOH | 10 | 10 | |



中雄管業(yè)有限公司以良好的 湖北襄陽MPP電力管道質(zhì)量贏得了廣大用戶的好評,取得了良好的業(yè)績。在服務中國市場的同時,公司致力于開拓國際市場, 湖北襄陽MPP電力管道貨源充足,多種規(guī)格。多年來堅持守約、保質(zhì)、薄利、重義的經(jīng)營理念,與廣大用戶建立了牢固的合作關(guān)系,受到了廣大客戶的贊同。公司讓利于客戶,裝車免費,節(jié)假日照常發(fā)貨,歡迎廣大客戶朋友光臨惠顧!


襯膠管道廠商選擇:
1、 擁有自己獨立的橡膠生產(chǎn)和檢驗設(shè)備
2、 襯膠廠商擁有相對完整的管理體系
3、 襯膠管到成品檢驗設(shè)備
4、 現(xiàn)場勘察能力
5、 獨立售后服務團隊
6、完善的襯膠修補系統(tǒng)
一個襯膠管道生產(chǎn)廠家,需要一套比較完整的體系,從原材料、加工流程、檢驗設(shè)備等,一般的廠商不具備橡膠生產(chǎn)能力和檢驗設(shè)備使得它的襯膠管道很難保證,襯膠管道的質(zhì)量,其中如其膠板的厚度或者橡膠性能直接影響襯膠管道的使用,因此在選擇廠家時,一定要選取有一定的技術(shù)能力的廠商,近幾年雖然國內(nèi)市場出現(xiàn)大量的襯膠管道生產(chǎn)廠商,但是由于他們不擁有整套的生產(chǎn)、檢驗和管理體系,往往其產(chǎn)品會對像電廠這樣重要部門造成惡劣的后果,因此一定要選擇有技術(shù)能力的生產(chǎn)企業(yè)。



襯膠管道施工方案(熱硫化過程):
襯膠管道聯(lián)接方式為法蘭聯(lián)接,每根管長度3—5米.
優(yōu)點:利用熱硫化丁基橡膠耐高溫、抗腐蝕、易粘接,使襯膠鋼管具有的結(jié)合強度和極好的耐磨損、耐腐蝕性能。
彎頭類襯里結(jié)構(gòu):
優(yōu)點:法蘭與彎頭的處理:(在管線轉(zhuǎn)彎處使用橡膠彎頭,即便于安裝,又可調(diào)節(jié)管路膨脹與收縮的補償.)
1、法蘭包邊2、接頭搭節(jié) 3、密封性強4、 尺寸便于銷核。
丁基襯膠粘接、硫化工藝簡介
冷粘工具和清洗劑
![]() 刃口鋒利的刀具兩把;
刃口鋒利的刀具兩把;
直尺,卷尺,磨刀石;
木錘或者橡膠錘兩把;
鋼絲刷兩把;
手提電動鋼絲刷(砂輪)一個;
干凈棉紗。
丁基膠板粘接程序
膠板的準備
a.所有粘接的膠板表面都必須打毛(出廠時已一面或兩面打毛),包括接頭。
b. 所有需粘接的表面(含接頭)都須用香蕉水清洗臟物,并徹底晾干。
橡膠和橡膠粘接
均勻涂一層配好的粘合劑于粘接表面,并晾干1015分鐘;
再均勻涂第二層配好的粘合劑,粘接面不粘手,再將粘接面疊合;
粘合劑在短時間內(nèi)即粘牢,在施壓前調(diào)整好粘接位置;
當位置對好后,在整個表面施壓,使其接觸均勻,擠出空氣。
橡膠與金屬鐵板粘接
金屬鐵板表面需用噴砂或者鋼絲刷去除鐵銹和氧化層;
采用香蕉水清洗噴砂后的表面,并徹底晾干;
涂金屬底油,約2小時晾干,如層太薄可涂第二層;
粘接步驟同第3條a d 項。
送入硫化罐進行加壓、高溫硫化約4個小時。
混凝土事故漿液池及石灰石漿液箱在現(xiàn)場粘接,然后進行本體硫化,即采用現(xiàn)場熱源(鍋爐蒸汽)及壓力表將蒸汽輸送入密封的事故漿液池及石灰石漿液箱,進行常溫本體硫化約八小時。