
異型鋼管廠家-誠信經營
<海東>鑫澤金屬制品有限公司

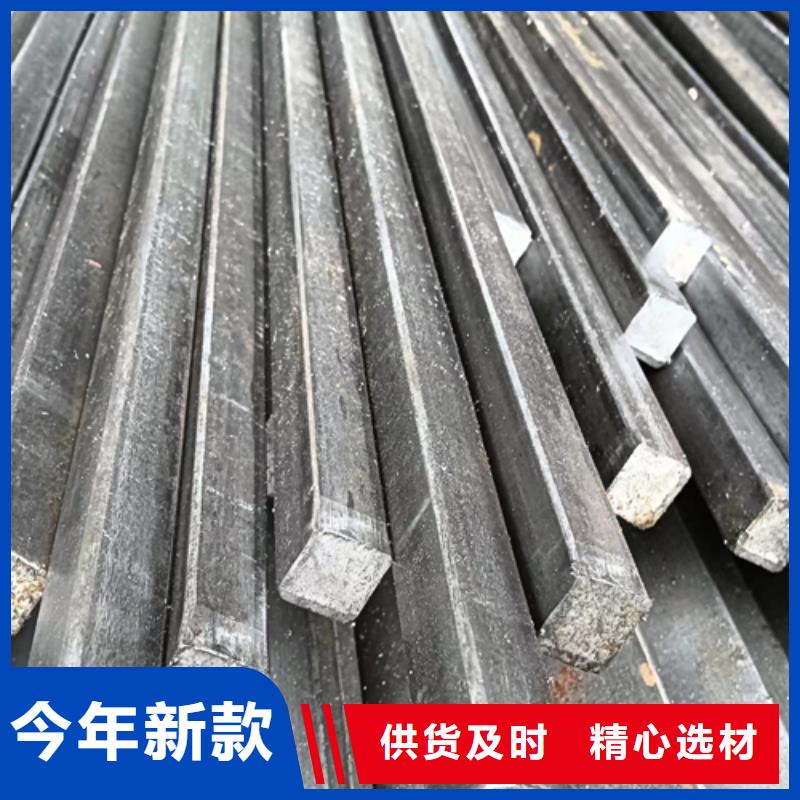
在我們現在的建筑行業中,冷拉異形鋼的使用是非常的廣泛的,那么一般冷拉異型鋼的特點有哪些呢?為什么使用很廣泛呢?冷拉異型鋼廠家告訴你冷拉異型鋼的特點有哪些。1、冷拉異型鋼加工時間及加工機械節省由于精度準確,表面狀況良好,冷拉鋼產品可直接使用,如噴涂、打砂、打彎、鉆孔,也可按實際要求精拉之后直接電鍍,免去了大量機加工時間及節省配置加工機械的費用。2、冷拉異型鋼的材料大量節省冷拉工藝是將原材料冷擠壓變形達致所需的形狀、規格及公差,原材料的耗損極少,相對利用傳統車床機加工切削所耗損的材料,冷拉鋼所節省的材料是非常可觀的,特別當材料用量大,材料成本的節約更為顯著。3、冷拉異型鋼的高度使用高質量的硬質合金模具以及擁有專業修模人員,確保公差準確、統一。
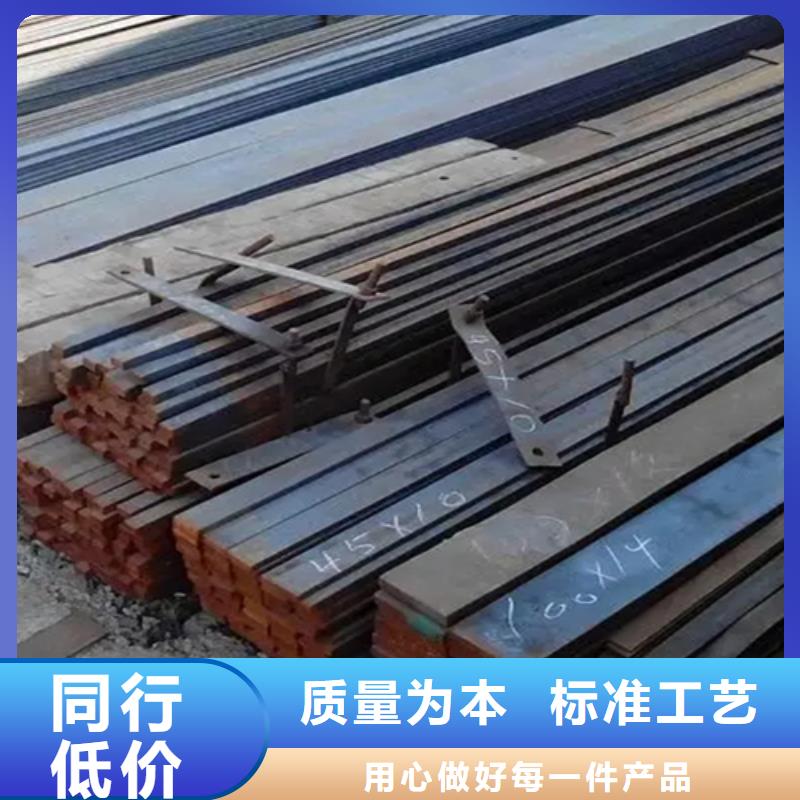
異型鋼管廠家-誠信經營冷拉異型鋼時只用冷拉率或者冷拉應力控制叫單控,冷拉時冷拉率和冷拉應力同時應用,稱為雙控。采用單控,施工簡單方便。但對于材質不均勻的T型鋼,不可能逐根試驗(逐根試驗,費工費料,不可能這樣做,有的同根T型鋼冷拉率也不一 樣)冷拉質量得不到保證。不同爐批的冷拉控制:對于混雜,分不清爐批的T型鋼,冷拉時,不能用冷拉率控制,而且要冷拉多根連接的T型鋼,每根的冷拉率和控制應力都要符合規范規定。冷拉速度控制:要使T型鋼充分變形,就要適當控制冷拉速度,一般以0.51.0為宜。同時要求,冷拉到規定的應力和冷拉率以后,隨即停拉2---3以后,再放松T型鋼,結束冷拉,以給T型鋼充分變形的時間。冷拉應力控制的情況:對于工、亞、IV級T型鋼和5號鋼的型鋼,在冷拉后,作碩應力T型鋼使用的,要用冷拉應力控制。但T型扁鋼冷拉后經檢查,冷拉率超過了規范規定,還要再進行機械能實驗。冷拉率測定控制要求:以冷拉率控制T型鋼冷拉時,控制值要由試驗確定。試驗測定時要求:同爐同批的測定試件,不能少于4個,每個試件都要按規范規定的冷拉應力測定相應的冷拉率,并取試件的平均值作為該爐該批T型鋼的實際冷拉率。如果T型鋼強度偏高,平均的冷拉率低于1%時,在T型鋼冷拉時,仍要按1%的冷拉率控制。雙控方法可以避免上述問題。冷拉時,對于控制應力已經達到,冷拉率沒有超過允許值的,可以認為合格。對于預應力T型鋼必須采用雙控方法。
 <海東>鑫澤金屬制品有限公司
<海東>鑫澤金屬制品有限公司

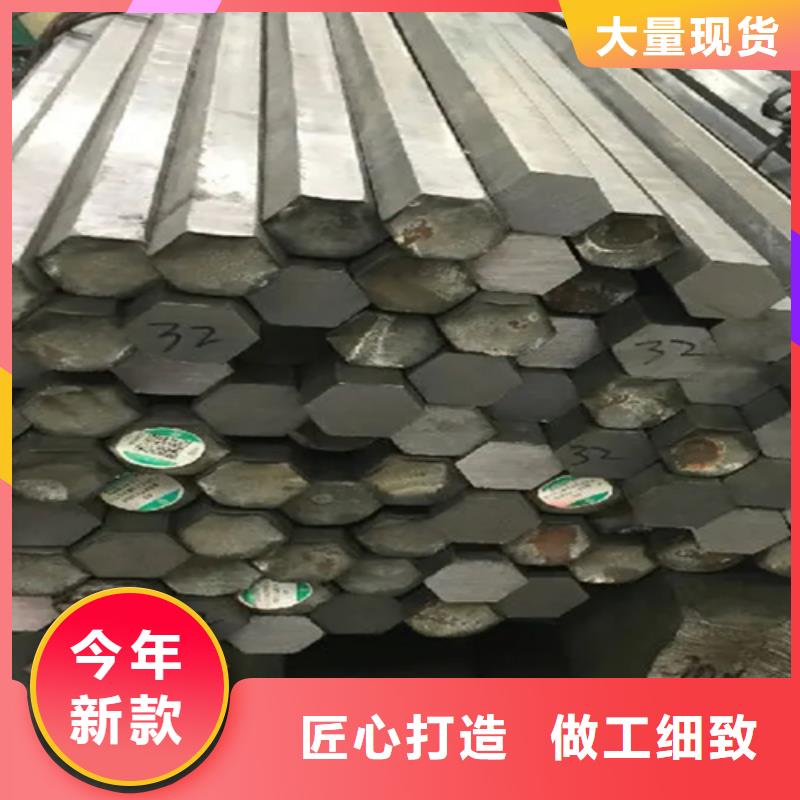
異型鋼是復雜和異型斷面型鋼的簡稱,屬于型鋼的一種,并區別于簡單斷面型鋼的叫法。異型鋼如何使用同一臺測量儀完成多想數據檢測,本文就簡單的介紹一下。異型鋼測量儀內共設置五路70單測頭和三路由70單測頭組合的150雙測頭。其中70單測頭的測量范圍為0~70mm,用于測量直徑φ9~φ46mm的圓鋼、25~45mm的角鋼邊長和4.5~25mm的扁鋼厚度;150雙測頭的測量范圍為20~150mm,用于測量直徑50~65mm角鋼邊長和38~100mm的扁鋼寬度(測量范圍可定制)。多功能測徑儀安裝在精軋機組后,對通過的軋材在線進行幾何尺寸檢測。測徑儀與上位機間采用TCP/IP標準工業接口、光纜傳輸,檢測信號傳輸至主操作室的工控機上;現場LED顯示屏與工控機間采用TCP/IP標準工業接口、光纜傳輸;操作室內LCD顯示終端和現場LED顯示屏同步顯示。可實時反映軋材的尺寸變化便于現場有關人員及時地調整軋機或孔型。測徑儀的測頭采用鋁合金制造,散熱性能良好。在高壓離心風機持續為測徑儀送風的工作條件下,可以保證測頭內光電元件處于正常工作溫度范圍內。