珩磨汽缸管
- 更新時間: 2025-01-22 13:13:08 瀏覽次數:4
- 產品報價: ¥5900/噸
- 聯系人: 高經理
- 公司地址: 聊城遼河路燕山路交叉口南500米東首 發貨到四平
以下是:珩磨汽缸管的產品參數
| 產品參數 |
|---|
| 產品價格 | 5900/噸 |
|---|
| 發貨期限 | 2天 |
|---|
| 供貨總量 | 不限 |
|---|
| 運費說明 | 電議 |
|---|
| 最小起訂 | 0.1噸 |
|---|
| 質量等級 | 正品 |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | 20# |
|---|
| 產品品牌 | 九冶 |
|---|
| 發貨城市 | 聊城 |
|---|
| 產品產地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售賣地 | 全國 |
|---|
| 產品顏色 | 金屬色 |
|---|
| 適用領域 | 油缸 機械加工 |
|---|
| 是否進口 | 否 |
|---|
| 顏色 | 有色金屬 |
|---|
| 材質 | 20#/45#/16Mn/27SiMn/304不銹鋼 |
|---|
| 廠家地址 | 山東聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 是 |
|---|
導讀 在吉林省四平市采購珩磨汽缸管請認準安達液壓機械有限公司,品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:高經理-17706353138,QQ:3573482096,地址:聊城遼河路燕山路交叉口南500米東首發貨到吉林省 四平市 梨樹縣、公主嶺市、雙遼市)。 吉林省,四平市 民國二十六年(1937年),設立“四平街市”。四平市歷史悠久,距市區50千米的二龍湖畔燕國古城遺址,是漢民族早開發東北的見證;歷史留下了諸如遼代韓州、金代信州、明代葉赫部落等文化古跡,存有大青山村文化遺址,葉赫古城遺址,遼、金時代的昭蘇城遺址等古跡多處;葉赫滿族鎮是清代孝慈高皇后的出生地,慈禧、隆裕兩皇后的祖籍地。是吉林、黑龍江及內蒙古東部通向長三角和京津冀必經之地,是東北地區重要的交通樞紐和物流節點城市。2019年10月23日,被確定為“第三批城市黑臭水體治理示范城市”。2020年10月,被評為全國雙擁模范城(縣)。2021年,被評為第三批社會信用體系建設示范區。
<四平>九冶管業有限公司
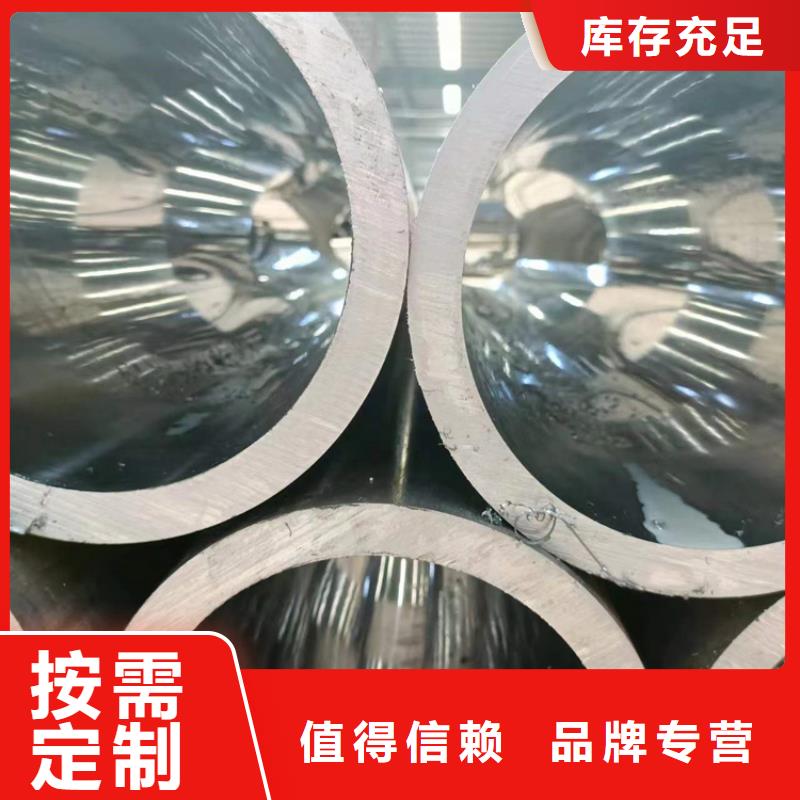
45#絎磨管無需加工可直接用于液壓油缸套缸體,油缸拉桿等液壓油缸產品。絎磨精度高,內孔精度H7-H10內孔粗糙度小于0.63nm,標準直線度小于0.3mm/m.。高精度珩磨管應用于液壓,缸筒,管線,紡織,印刷,減震,精密軸套等高精度機械領域,45#絎磨管內表面與活塞密封是引起液壓油缸內瀉的主要因素,如果絎磨管內產生縱向拉痕,即使更新的活塞密封,也不能有效的排除故障,絎磨管內表面主要檢查尺寸公差、行位公差是否滿足技術要求,有無縱向拉痕,并測量拉痕深度,采取相應解決辦法。
吉林省四平吉林省四平珩磨汽缸管
小口徑絎磨管麻點缺陷處理 在加工之前表面會有很多的麻點,這是影響小口徑絎磨管質量的重要因子,要想經過絎磨后獲得質量好的液壓油缸管 ,就需要對這些麻點進行修復。那么,小口徑絎磨管表面缺陷的修復方法有哪些呢?1.加大冷拔變形量增加冷拔變形道次,加大總變形量,可以達到降低麻點深度,減小珩磨磨削余量的目的。2.優選熱軋管坯料冷拔管麻點缺陷均是由熱軋管所引起的,所以,通過選擇銹蝕程度小、壁厚均勻的熱軋管,可以減少麻點缺陷,提高缸筒的成材率。3.熱軋管內孔缺陷清理。


無論用何種加工方法加工,在零件表面總會留下微細的凸凹不平的刀痕,出現交錯起伏的峰谷現象,滾壓加工原理:它是一種壓力光整加工,是利用金屬在常溫狀態的冷塑性特點,利用滾壓工具對工件表面施加一定的壓力,使工件表層金屬產生塑性流動,填入到原始殘留的低凹波谷中,而達到工件表面粗糙值降低。由于被滾壓的表層金屬塑性變形,使表層組織冷硬化和晶粒變細,形成致密的纖維狀,并形成殘余應力層,硬度和強度提高,從而改善了工件表面的耐磨性、耐蝕性和配合性。滾壓是一種無切削的塑性加工方法。45#絎磨管表面熱處理具體定義 ,
<四平>九冶管業有限公司
吉林省四平吉林省四平珩磨汽缸管
總結 選購珩磨汽缸管來吉林省四平市找安達液壓機械有限公司,我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:高經理-17706353138,{QQ:3573482096},地址:[遼河路燕山路交叉口南500米東首]。