13080162012




更新時間:2025-01-11 17:15:26 瀏覽次數:4 公司名稱: 建貿數控鋼筋籠滾焊機廠家有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 35000/臺 |
| 發貨期限 | 3 |
| 供貨總量 | 10 |
| 運費說明 | 完整 |
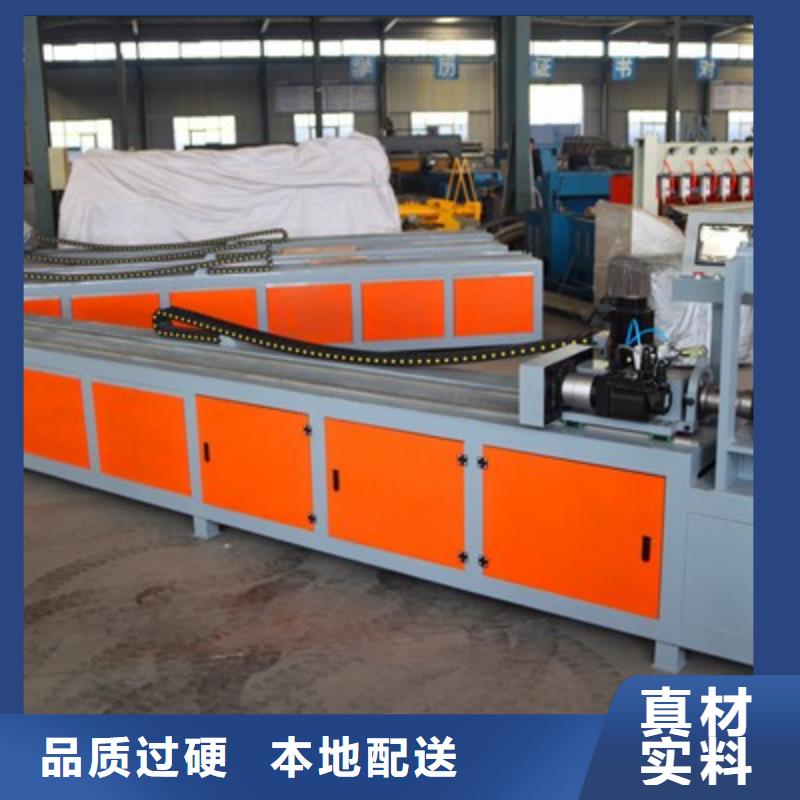





遼陽小導管縮尖機實力雄厚
小導管尖頭機 作業準備2.1超前小導管材料必須滿足設計及規范要求,所有材料試驗檢測均滿足設計、規范要求。2.2在開工前組織技術人員認真學習實施性施工組織設計,閱讀、審核施工圖紙,澄清有關技術問題,熟悉規范和技術標準。對施工人員進行技術交底,對參加施工人員進行上崗前技術培訓,考核合格后持證上崗。2.3現場施工機械、人員配置滿足施工需要。3.技術要求根據設計要求,II型小導管采用Ф42熱軋無縫鋼花管,壁厚3.5mm,環向布置間距0.4m,單根長度4.5m,縱向水平搭接≥1m;
寶潤機械有限公司
 brjx
brjx
 小導管尖頭機 噴射厚度為5—10厘米砼或用模筑砼封閉,并檢查注漿機具是否完好,備足注漿材料。 4、 沿隧道縱向兩組小導管間應有不小于1米的水平搭接長度,環向間距為30-50厘米,并應滿足設計要求。 5、 為充分發揮機械效能,加快注漿進度,在小導管前安設分漿器,一次可注入3—5根小導管,注漿壓力應為0.5—1.0Mp。必要時可在孔口處設置止漿塞,止漿塞應能承受規定的 注漿力或水壓。 6、 注漿順序:先注無水孔,后注有水孔;從拱頂對稱向下進行。如遇串漿或跑漿,則可間隔一孔或數孔灌注。注漿結束后,應采取措施封端,保持孔內壓力,直至漿液完全凝采用Φ32或Φ40焊接鋼管制作,長度宜為5米。
小導管尖頭機 噴射厚度為5—10厘米砼或用模筑砼封閉,并檢查注漿機具是否完好,備足注漿材料。 4、 沿隧道縱向兩組小導管間應有不小于1米的水平搭接長度,環向間距為30-50厘米,并應滿足設計要求。 5、 為充分發揮機械效能,加快注漿進度,在小導管前安設分漿器,一次可注入3—5根小導管,注漿壓力應為0.5—1.0Mp。必要時可在孔口處設置止漿塞,止漿塞應能承受規定的 注漿力或水壓。 6、 注漿順序:先注無水孔,后注有水孔;從拱頂對稱向下進行。如遇串漿或跑漿,則可間隔一孔或數孔灌注。注漿結束后,應采取措施封端,保持孔內壓力,直至漿液完全凝采用Φ32或Φ40焊接鋼管制作,長度宜為5米。