





北京雙面埋弧焊直縫鋼管主要工藝流程說明:1. 板探:鋼板進(jìn)入生產(chǎn)線后,首先進(jìn)行全板超聲波檢驗。2. 銑邊:通過銑邊機(jī)對鋼板兩邊緣進(jìn)行雙面銑削,使之達(dá)到要求的板寬、板邊平行度和坡口形狀。3. 預(yù)彎邊:利用預(yù)彎機(jī)進(jìn)行板邊預(yù)彎,使板邊具有符合要求的曲率。4. 成型:在JCO成型機(jī)上首先將預(yù)彎后的鋼板的一半經(jīng)過多次步進(jìn)沖壓,壓成J形,再將鋼板的另一半同樣彎曲,壓成C形,形成開口的O形。5. 預(yù)焊:使成型后北京鋼管合縫并采用氣體保護(hù)焊(MAG)進(jìn)行連續(xù)焊接。6. 內(nèi)焊:采用縱列多絲埋弧焊(多可為四絲)在直縫鋼管鋼材內(nèi)側(cè)進(jìn)行焊接。7. 外焊:采用縱列多絲埋弧焊在螺旋埋弧焊鋼管外側(cè)進(jìn)行焊接。超聲波檢驗對螺旋鋼管內(nèi)外焊縫及焊縫兩側(cè)母材進(jìn)行的檢查。8. X射線檢查:對內(nèi)外焊縫進(jìn)行的X射線工業(yè)電視檢查,采用圖象處理系統(tǒng)以保證探傷的靈敏度。9. 擴(kuò)徑:直縫管全長進(jìn)行擴(kuò)徑以提高鋼管的尺寸精度,并改善鋼管內(nèi)應(yīng)力的分布狀態(tài)。
北京熱軋圓鋼的規(guī)格為5.5-250毫米,其中,5.5-25毫米的小圓鋼大多以直條成捆供應(yīng),常用作鋼筋、螺栓及各種機(jī)械零件:大于25毫米的北京熱軋圓鋼,主要用于制造機(jī)械零件或作無縫鋼管坯。具有淬透性好、硬度高、耐磨性好、熱處理變形小等優(yōu)點,常用于制作承受重負(fù)荷、生產(chǎn)批量大、形狀復(fù)雜的冷作模具。但該Q345B低合金圓鋼在使用過程中容易出現(xiàn)脆性大等問題。研究表明,改善Q345B低合金圓鋼中碳化物的形態(tài)和分布可有效改善鋼材材料韌性。常見的工藝有鍛造預(yù)熱淬火、固溶雙細(xì)化工藝、降溫淬火、等溫淬火等。其中固溶雙細(xì)化處理是利用熱處理方式,使碳化物細(xì)化、棱角圓整化,同時使奧氏體晶粒超細(xì)化。其工藝的主要措施是高溫固溶和循環(huán)細(xì)化。高溫固溶可以改善碳化物的形態(tài)和粒度;循環(huán)細(xì)化的目的在于使奧氏體晶粒超細(xì)化。真空熱處理與普通熱處理相比有許多突出的特點,如可防止Q345B低合金圓鋼表面氧化、脫碳;淬火變形小;工藝的穩(wěn)定性、重復(fù)性好;操作、自動化程度高、工作環(huán)境好等。隨著要求越來越高,Q345B低合金圓鋼的真空熱處理受到越來越多的關(guān)注。
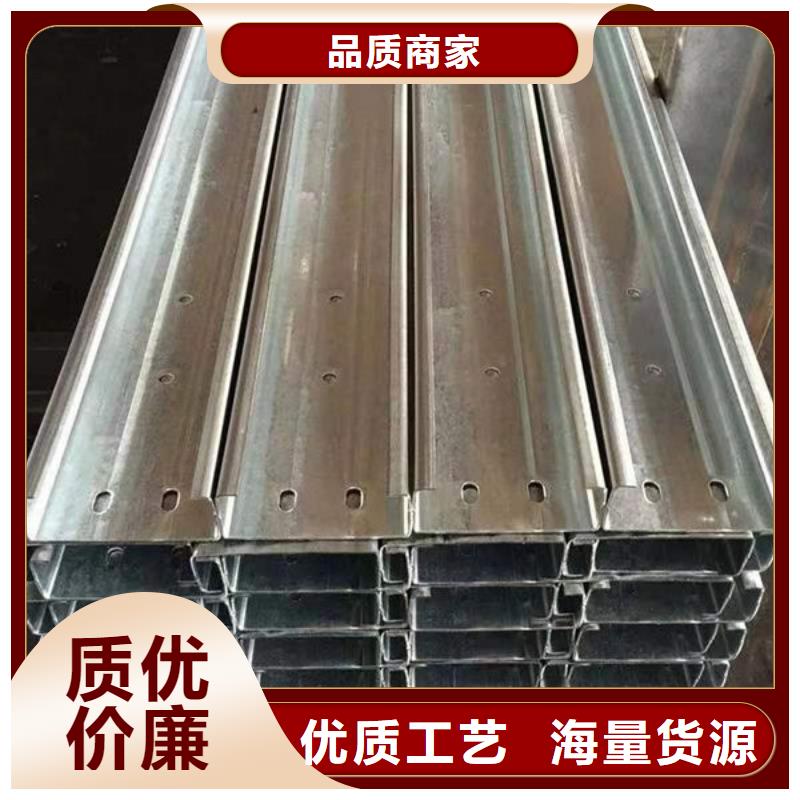
普通北京工字鋼和輕型北京工字鋼材的翼緣由根部向邊上逐漸變薄的,有一定的角度,普通北京工字鋼和輕型北京工字鋼的型號是用其腰高厘米數(shù)的阿拉伯?dāng)?shù)字來表示,腹板、翼緣厚度和翼緣寬度不同其規(guī)格以腰高( h)×腿寬(b)×腰厚(d)的毫數(shù)表示,如"普工160×88×6",即表示腰高為160毫米,腿寬為88毫米,腰厚為6毫米的普通北京工字鋼。/"輕工160×81×5",即表示腰高為160毫米,腿寬為81毫米,腰厚為5毫米的輕型北京工字鋼。普通北京工字鋼鋼材的規(guī)格也可用型號表示,型號表示腰高的厘米數(shù),如普工16#。腰高相同的北京工字鋼,如有幾種不同的腿寬和腰厚,需在型號右邊加a b c 予以區(qū)別,如普工32#a、32#b、32#c等。熱軋普通北京工字鋼的規(guī)格為10-63#。經(jīng)供需雙方協(xié)議供應(yīng)的熱軋普通北京工字鋼規(guī)格為12-55#。
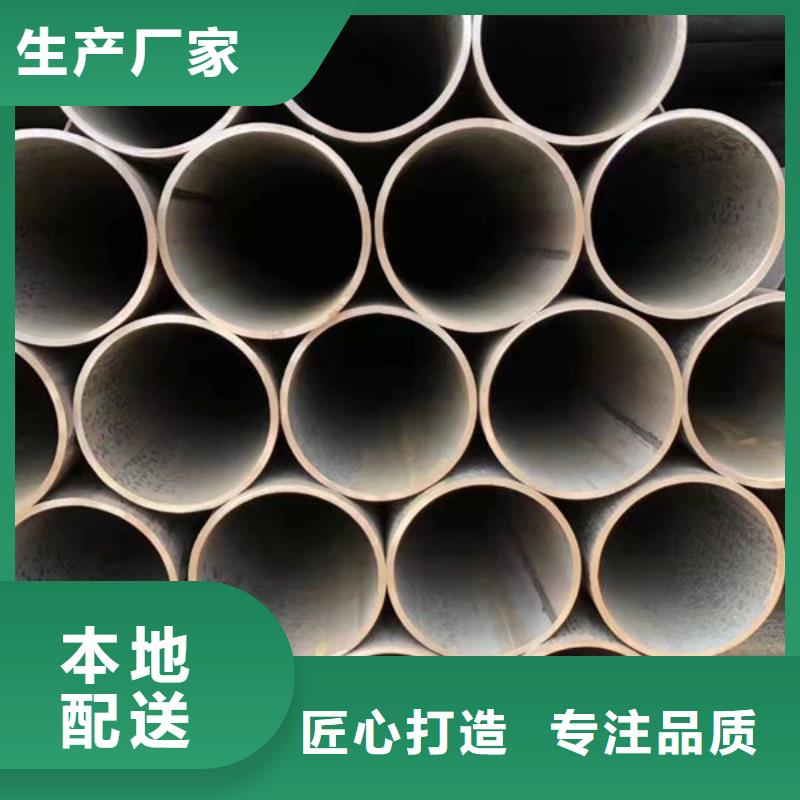
北京無縫鋼管一般是鋼水通過環(huán)形狹縫積壓出來,然后經(jīng)過拉伸等處理工藝,使之無焊縫。北京無縫鋼管廠廣泛用于制造結(jié)構(gòu)件和機(jī)械零件,如石油鉆桿、汽車傳動軸、自行車架以及建筑施工中用的鋼腳手架等用鋼管制造環(huán)形零件,可提高材料利用率,簡化制造工序,節(jié)約材料和加工工時,已廣泛用鋼管來制造。無縫管用途很廣泛。一般用途的無縫管鋼材由普通碳素結(jié)構(gòu)鋼、低合金結(jié)構(gòu)鋼或合金結(jié)構(gòu)鋼軋制,產(chǎn)量多,主要用作輸送流體的管道或結(jié)構(gòu)零件。無縫鋼材管具有中空截面,大量用作輸送流體的管道,如輸送石油、天然氣、煤氣、水及某些固體物料的管道等。