

GB/T9948-2006—中國 標(biāo)準(zhǔn) 石油裂化管
石油管制造工藝:熱軋、冷拔、熱擴(kuò)
用途:
用于石油、精煉廠的爐管、熱交換器管和管道用無縫管。
主要生產(chǎn)管牌號:
10、20、15CrMo、1Cr2Mo、1Cr5Mo等
交貨狀態(tài):
10、20<熱軋管終軋,冷拔管正火>
15CrMo<熱軋管終軋+回火,冷拔管正火+回火>
1Cr2Mo<熱軋管終軋+回火,冷拔管正火+回火> 1Cr5Mo<退火>
重量計(jì)算公式:普碳管:(外徑-壁厚)X壁厚X0.02466=KG/M
合金管:(外徑-壁厚)X壁厚X0.02486=KG/M
料】")
料】")
石油管短節(jié)上扣前檢查接箍廠家端,倘若漏出來螺紋異常情況,則檢查接箍可否裝緊。涂上新螺紋脂上緊松脫的接箍。套管短接的熱處理工藝,其中包括下述具體步驟:
1)將石油套管短接以16℃/min不斷升溫至895℃,保溫隔熱210分鐘左右;
2)再將套管短接在78℃的高端淬火油中淬火17分鐘左右;石油套管短接以25℃/min不斷升溫至655℃,保溫隔熱30分鐘;
3)之后將石油套管短接空冷至室內(nèi)溫度;以11℃/min不斷升溫至914℃,保溫隔熱45分鐘;
4)緊接著石油套管短接在45℃的高端淬火油中淬火12分鐘左右;以20℃/min不斷升溫至625℃,保溫隔熱120分鐘左右;
5)然后將石油套管短接空冷至室內(nèi)溫度。本項(xiàng)技術(shù)能不斷提高石油套管短接的強(qiáng)度、延展性、硬度標(biāo)準(zhǔn),故而加強(qiáng)石油套管短接的成品率。
料】")
料】")
料】")
江海龍鋼鐵 有限公司實(shí)施以人為本的現(xiàn)代化管理體制,注重提高員工的整體素質(zhì),目前擁有高工35名,中級職稱人員200余人,員工1000余人,以確保生產(chǎn)的專業(yè)化, 江西石油套管產(chǎn)品的高質(zhì)量.本廠承諾時(shí)刻向顧客提供精心制作材質(zhì)優(yōu)良的產(chǎn)品,以滿足顧客要求。
料】")
料】")
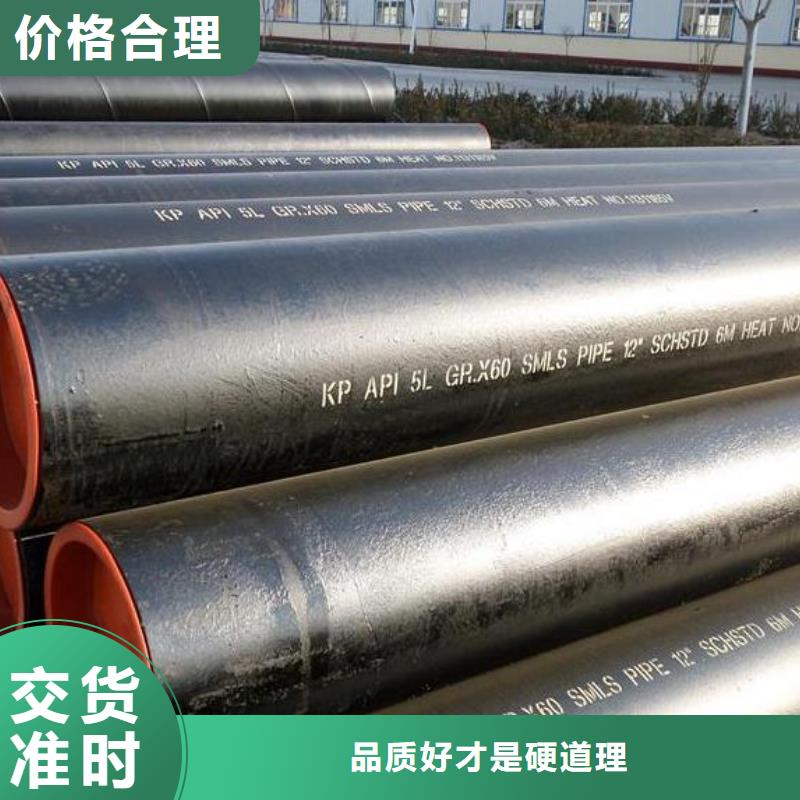
熱軋無縫鋼管石油管原材料的交貨狀態(tài)一般是熱軋狀態(tài)經(jīng)過熱處理后進(jìn)行交貨。熱軋無縫鋼管石油管原材料在經(jīng)過質(zhì)檢后要經(jīng)過工作人員的嚴(yán)格的手工挑選,在質(zhì)檢后要進(jìn)行表面涂油,然后緊接著是多次的冷拔實(shí)驗(yàn),熱軋?zhí)幚砗笠M(jìn)行穿孔的實(shí)驗(yàn),如果穿孔擴(kuò)徑過大就要進(jìn)行矯直矯正。在矯直后再由傳送裝置傳送到探傷機(jī)進(jìn)行探傷實(shí)驗(yàn), 貼上標(biāo)簽、進(jìn)行規(guī)格編排后放置到到倉庫當(dāng)中。
從經(jīng)濟(jì)效益上考慮,在滿足工程設(shè)計(jì)要求的同時(shí),盡可能降低成本,卻往往容易形成選用的管件總體上出現(xiàn)少量多品種的結(jié)果,從而不利于現(xiàn)場施工材料的管理、調(diào)控以及設(shè)計(jì)變更需要的材料代用等。 因此,管件的選用,應(yīng)綜合性和經(jīng)濟(jì)性,盡可能減少管件的品種為宜。此外,現(xiàn)場施工的條件、施工的水平,管件的采購周期等因素,也應(yīng)在管件選用中引起必要的重視。具體情況下,也應(yīng)考慮采用加強(qiáng)管接頭、斜接彎管以及小口徑管子的現(xiàn)場彎曲加工等的可能性。
繼續(xù)推進(jìn)高強(qiáng)鋼筋、高性能電工鋼、船舶和海工用鋼的推廣應(yīng)用,促進(jìn)標(biāo)準(zhǔn)制修訂,推動船用鋼材加工配送。推動解決國產(chǎn)高端耐磨鋼等鋼材產(chǎn)品推廣過程中遇到的政策障礙及市場瓶頸問題。厚壁鋼管
料】")
料】")
料】")